
增材制造技术在高温合金零部件成形中的应用
2021-02-08 11:13
精密成形工程 2021年1期
(华中科技大学 材料科学与工程学院 材料成形与模具技术国家重点实验室,武汉 430074)
高温合金是指能够在600 ℃以上复杂应力状态下长期服役的金属材料,也被称为超合金(Superalloy)。根据基体的主要成分,它被分为铁基、镍基和钴基3种高温合金,如图1所示。因为大多数高温合金都具有优异的耐腐蚀性、耐磨性、耐高温、良好的焊接性能,以及较高的拉伸强度、疲劳强度、抗蠕变强度和断裂强度,所以常常用于制造飞机发动机组件[1],例如关键的旋转组件、机翼、支撑结构和压力容器[2]。随着工业发展,零部件的性能要求和使用条件愈发苛刻,传统的加工技术有时很难满足当下的需求,因此,为了得到质量更好的产品,研究人员便开始采用增材制造技术来制造高温合金零部件。
相较于传统的减材制造,增材制造技术是利用计算机辅助设计进行三维实体分层切片,然后进行二维堆积,最后将得到的实体产品从基板上取下,进行后处理以强化性能[3],常见的增材制造工艺如图2所示。这种特殊的制造方式不仅有效节约了原材料,并且能够快速制造一些结构复杂、成形工艺繁琐的产品,这无疑为小批量的定制产品提供了一种低成本、短周期的制造方式[4]。增材制造工艺本身也有着一定的局限性,就现阶段而言,大规模生产能力还不足,同时部分增材制造工艺对基材状态要求较高,这也变相地增加了生产成本。这些问题在未来的研究中仍需要进一步地解决和改善。
图1 高温合金分类Fig.1 Types of superalloy
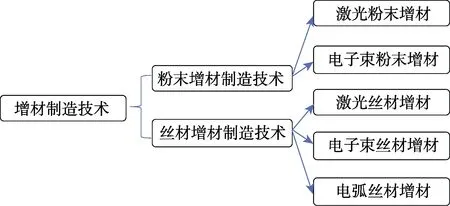
图2 金属增材制造技术的分类Fig.2 Classification of additive manufacturing technologies for metal
文中按照粉末增材制造和丝材增材制造的分类,分别介绍其在高温合金成形中的应用,描述通过这两种方法成形的高温合金零部件的组织形貌及晶粒特征,对比两种不同工艺在成形高温合金零部件时的区别,最后介绍热处理等工艺后,高温合金零部件在组织和性能上的提升。
1 粉末增材制造在高温合金中的应用
1.1 粉末增材制造工艺的特点
粉末增材制造工艺的热源以激光和电子束为主。根据不同的粉末送料方法,以激光为热源的粉末增材制造技术可以分为两类:一类是同步送粉的激光熔化沉积技术(Laser metal deposition,LMD)[5—6],另一类则是预铺粉床的选择性激光熔化(Selective laser melting,SLM)[7—8]。激光金属沉积技术(LMD),也被称为直接激光沉积技术(Direct laser deposition,DLD),利用高功率的激光照射在金属表面上加热产生熔池,通过供粉喷嘴将金属粉末注入熔池中并完全将其熔化[9],接着通过移动工作台或者喷头,进一步使熔化的粉末结合凝固,从而完成冶金结合和构件成形。这种技术的特点在于利用了高能激光束作为热源,成形的金属零部件精度高,表面质量好,只需要进行一定的喷丸和抛光处理即可用于实际应用。选择性激光熔化技术(SLM)预先铺设粉床[10],高能激光束随后会按照计算机模拟的路径行进并熔化粉床,最后逐层烧结以获得所需的部件。其工艺流程简洁,成形的组织性能优异,通常能够达到锻件水平,而此工艺的缺点在于其生产周期较长以及受到零部件尺寸的限制,无法生产大型部件。
以电子束为热源的粉末增材制造技术一般为电子束选区熔化技术(Electron beam melting,EBM),采用高功率的电子束在高真空和充分加热的腔室中快速扫描前体粉末层[11],逐层熔化堆积得到三维实体的零件。该技术由于在制备大型金属零部件时其热影响区较大,导致整体零部件的残余应力也非常大,与激光增材制造技术相比略显不足,但值得一提的是,电子束选区熔化技术在后续的发展和改进过程中通过能够优化工艺参数,以较高生产率生产几乎完全致密且无残余应力的零件[12—13]。
1.2 粉末增材高温合金的组织与性能
粉末增材制造的高温合金零部件的微观组织最典型的特征为具有外延生长的柱状晶粒[14—15]。在沿沉积方向上,高温合金成形件从底部到中间区域的微观结构主要由外延柱状晶粒组成[16—17],在顶部区域有时还会出现等轴晶粒或者胞状晶粒[18],如图3所示。这是由于在利用激光或电子束选区熔化成形的过程中,热源会在高温合金熔化的固液界面前沿产生正的温度梯度,晶粒便会以柱状晶粒的形式生长,然而,等轴晶粒与胞状晶粒的产生仍需进一步地研究。总之,成形后的高温合金晶粒形态和尺寸上的差异,直接导致了其在拉伸、压缩、弯曲和扭转等力学性能上存在各向异性[19—20],最终将影响成形后高温合金零部件的综合性能。
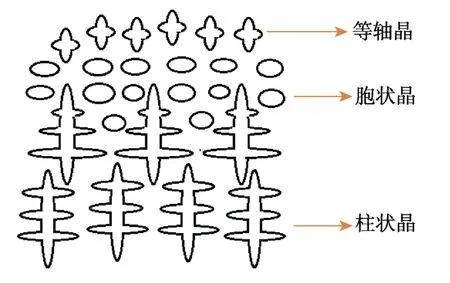
图3 增材制造的高温合金微观组织形貌示意图Fig.3 Morphology sketch of microstructure in additive manufactured superalloy
激光与电子束热源可以实现快速冷却和凝固,这通常可以避免合金元素中的宏观偏析[21—24],但其快速且不均匀的凝固条件将导致微观偏析现象的产生,并且难以消除[25—26]。对于不同的高温合金,引起微观偏析现象的金属元素也不相同,如镍基高温合金中的Nb元素,它既是主要强化相γ″(Ni3Nb)的组成元素,同时也是脆性相Laves相的重要组成元素,因而,镍基高温合金中较高的Nb含量会使其在凝固时的固液界面上极易出现Nb元素的偏析,这进一步促进了Laves相的生成,从而导致高温合金蠕变性能严重下降,同时容易引发热裂纹的产生。
1.3 粉末增材高温合金组织性能的提升与优化
对于大部分高温合金来说,粉末增材制造技术在某些方面具有较大优势,例如制造难以大规模生产的复杂零件,成形周期快,材料利用率高等,但是,与传统制造方式相比,其性能仍存在一定的差距。这种差距是由于制造过程中不均匀和不连续的加热造成的,这将导致高温合金晶界处元素偏析现象的发生。这种偏析现象会进一步引发金属基体中的晶粒粗大,组织成分不均匀。在制造过程中析出的第二相(如Laves相)对于基材的性能同样也是非常不利的,并且这种缺陷在现阶段难以通过改进增材制造技术本身来消除或减少。这些情况进一步导致高温合金性能的各向异性,最终影响高温合金零部件的使用。
对于上述情况,研究人员选择了对性能提升非常有利的常用热处理工艺与粉末增材制造技术相结合,如图4所示。通过避免或减少合金元素(如Nb元素等)的偏析,同时减少和溶解对基体性能不利的相(如Laves相,MxCy等),从而达到增强合金基体性能的目的。在热处理后,粉末增材制造的高温合金工件在结构和性能方面均得到了显著改善。张雪峰等[27]研究了在不同热处理条件下通过选择性激光熔化技术形成的Inconel 718合金的显微组织和力学性能,在经过均质化+固溶+时效处理后,随着温度的升高,Laves相的溶解度增加,δ相将在晶界析出,这种工艺有效减少了Nb元素的偏析并溶解了对基体有害的Laves相。
图4 常用的热处理工艺Fig.4 Typical heat treatment process
Sames等[28]使用原位固溶+时效处理技术来处理电子束粉末增材制造的Inconel 718合金零件。增材完成后,使用扫描电子束作为平面热源加热零件顶部,以这种方式获得的增材件的硬度类似于经过峰值时效处理的Inconel 718的硬度,其优点在于可以减少分离过程中的热处理步骤,而无需移除零件。同时,通过后续的改进和对工艺参数的严格控制,可以避免和减少因工艺所产生的粗大晶粒和裂纹。CMSX-4合金中含有质量分数为3%的Re元素,属于第二代镍基单晶高温合金,通过电子束增材制造的单晶CMSX-4合金具有严重的元素偏析现象。利用固溶热处理可以促进耐火元素的扩散[29],可有效消除CMSX-4合金在电子束成形中的元素偏析等不良现象,而且在减少热处理时间和降低成本方面显示出了巨大潜力。
针对以热裂纹为代表的工艺缺陷,研究人员们通过向Hastelloy X高温合金粉末中添加一定量的碳化钛(TiC)纳米颗粒,有效消除了样品中的微裂纹并提高了屈服强度[30]。这是由于均匀分布在Hastelloy X合金中的TiC粉末能够促使小角度晶界比例提升,小角度晶界的增加会明显增强晶间结合力,同时还能够提高增材制造过程中热应力分布的均匀性。这种方法不仅消除了Hastelloy X合金中的裂纹缺陷,还在一定程度上提高了Hastelloy X合金的屈服强度,因此,这种方法也为消除以热裂纹为代表的高温合金零部件增材制造缺陷提供了一种研究思路。
2 丝材增材制造在高温合金中的应用
2.1 丝材增材制造的特点与原理
丝材增材制造技术以激光、电子束以及各种焊接电弧作为热源,通过自动送丝机构将金属丝连续送入熔池中[31],逐层堆积成形三维实体零部件。在3种热源中,电子束增材制造技术需要在真空环境中成形金属零件或接近最终形状的毛坯,激光熔丝增材制造的成本较高且还具有一定的局限性。例如,在使用激光熔化金属丝材冷却的过程中,金属丝材和熔池的温度急剧上升和下降,导致沉积层之间的残余应力较大,使成形件难以获得稳定且理想的微观结构,性能相对较差,在成形效率、成形稳定性、成形质量和精度方面,还远远不能满足大规模市场生产的要求[32],因此,目前激光熔丝增材制造技术的应用还较少。
电弧增材制造(Wire arc additive manufacturing,WAAM)技术作为丝材增材制造技术中的代表,是基于层层堆焊的原理,使用焊接过程中产生的电弧,如熔化极惰性气体保护焊(Melt inert gas welding,MIG)[33]、非熔化极惰性气体保护焊(Tungsten inert gas welding,TIG)[34]或等离子弧焊(Plasma arc welding,PA),作为成形中的热源以成形工件,其优势在于设备成本低,成形构件性能好[35]。其次,有区别于其他各种增材制造技术,WAAM技术在工艺过程中更接近于焊接工艺,因此在工艺参数的选择和优化上可以依照类似的焊接工艺进行参考和修改,显著提高了生产效率。到目前为止,大量的研究和实验结果表明WAAM技术在小批量构件成形制造中具有材料利用率高、成形周期短、节能环保等多种优势[4]。
与粉末增材制造技术相比,丝材增材制造工艺具备金属沉积速度快、材料利用率高、生产自由度大、表面质量高、环境污染小等特点,适用于生产复杂大型零部件,而且,所使用的丝材易于生产和存储[36],这无疑使丝材增材制造技术在节约成本方面也有着重要优势。
2.2 丝材增材制造高温合金的组织与性能
丝材增材后的高温合金显微组织主要以沿沉积方向向外生长的柱状晶粒为主[37—39],但在成形薄壁件与块体件时,其微观组织形貌略有不同。在成形薄壁件时,高温合金组织中存在的粗大柱状晶粒贯穿了多个沉积层,这与利用SLM技术成形的高温合金零部件组织有较多相似之处,这种情况在块体件中并未发生。其原因在于块状试样成形过程中熔池在底部以及侧部的散热条件较好,使柱状晶粒难以贯穿多个沉积层,因此块体材料中的微观组织未出现贯穿沉积层的柱状晶粒。
电子束熔丝增材制造高温合金零部件时,其微观组织还具有明显的层状结构,生成的Laves相呈白色聚集岛状结构,同时还会有少量细针状δ相在Laves相的边缘析出。此外,由于液相熔池的凝固速度极快,还会有形状不规则且尺寸小的块状碳化物(MxCy)沿晶间析出。由于Laves相本身是脆性相,基体非常容易在Laves相周围因位错塞集引起应力集中,从而影响零部件的力学性能[40]。同时Laves相的存在会降低Nb元素的固溶强化作用,而且由于Laves相吸收了大量的Nb元素,也将导致γ"强化相的析出数量急剧减少,最终导致基体力学性能下降。
在电弧增材技术制造的高温合金基体内,Laves相大多以网状结构的共晶(γ+Laves)相的方式存在[41]。研究表明,在WAAM沉积过程中,高热量输入和低冷却速率[42]引起的元素偏析是导致Laves相析出的关键因素。和粉末增材制造技术一样,丝材增材制造技术在成形高温合金零部件过程中仍会出现不同程度的微观偏析现象,但产生的原因却有所不同。在WAAM技术中,微观偏析现象的产生是因为WAAM技术是具有多参数耦合的复杂工艺。在成形过程中,焊缝形状和熔滴过渡模式不易控制,容易在成形件中累积缺陷,产生微观偏析行为,这进一步导致了不利于基体的Laves相在枝晶间析出[43]。
2.3 丝材增材高温合金组织性能的提升与优化
无论是微观偏析现象还是Laves相和碳化物等不利于基体性能的第二相,它们的出现对高温合金的组织和力学性能都是非常不利的。如何消除并减少上述问题的出现,并有效提高丝材增材制造高温合金的性能,就成了当下最为重要的问题。
工艺参数作为能够直接影响成形件性能的因素,一直以来也是研究人员们重点关注的对象。焊接速度、送丝速度以及电压电流的变化都对高温合金零部件的成形质量有着非常大的影响。在所有输入参数中,送丝速度是影响焊缝宽度最重要的参数[44]。有研究表明,控制好送丝速度甚至能够实现无缺陷工件的制造。
除了文中提到的固溶、时效和均质化等热处理方式,Xu等[45]还在WAAM工艺中增加了道间冷轧工艺。冷轧后,叠层部中心区域的柱状晶粒更加均匀且致密,并且重熔线的位置也靠近晶粒的中心。这种方式会诱导高温合金的再结晶行为,使晶粒尺寸减小并产生更大的晶界面积,从而达到强化性能的目的。此外还对比了轧制和固溶+时效处理的电弧增材Inconel 718合金的断裂伸长率,发现轧制处理后的电弧增材Inconel 718合金的断裂伸长率提高了1倍。将轧制工艺与固溶+时效处理相结合,发现处理后的Inconel 718合金的极限抗拉强度增加到了1351 MPa,达到了锻造标准。
为了减少增材制造中Inconel 718合金的微观偏析现象和Laves相的数量,Cui等[43]还通过对均质化热处理步骤进行改良,取消了980 ℃固溶热处理,将均质化处理的温度提高了1186 ℃,并缩短了均质化处理时间,改进前与改进后的热处理对比如图5所示。该工艺有效减弱了晶界处的微观偏析现象以及Laves相的析出。
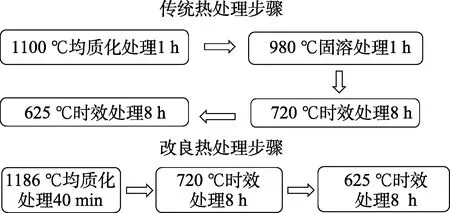
图5 改进前与改进后的热处理对比Fig.5 Comparison of heat treatment before and after improvement
3 总结
1)在高温合金零部件制造方面,增材制造技术具有材料利用率和生产效率高、成形周期短,以及个性化生产的高灵活性等优点,并且能够实现绿色制造,但其制件仍具有一些常见的工业冶金缺陷,在性能方面与目前的铸件和锻件相比仍有一定差距。
2)增材制造的高温合金零部件典型显微组织由三部分组成,在沿沉积方向上,高温合金成形件从底部到中间区域的微观结构主要由外延柱状晶粒组成,在顶部区域有时还会出现等轴晶粒或者胞状晶粒。根据成形工艺种类与工艺参数的不同,晶粒的尺寸大小、分布状况都会随之改变。
3)不同高温合金的主要析出相取决于其含有的合金元素,同时还会有诸如碳化物(MxCy)等,这些析出相都对高温合金增材件的性能有着显著影响。另外,微观偏析现象的出现会加剧第二相的析出,从而直接影响到成形件的性能,因此想要减少第二相的析出,控制和减少微观偏析现象也是提升增材制造合金性能的重要手段。
4)在改善增材制造高温合金性能的方法中,热处理工艺占据了重要地位。固溶处理、均质化处理以及时效处理是最为常见的3种处理方式,除此之外,还有冷轧工艺,改变合金粉末成分等特殊的处理方式,也会改善增材制造高温合金零部件的综合性能。
猜你喜欢
石材(2022年4期)2022-06-15
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
中成药(2018年1期)2018-02-02
数码设计(2017年4期)2017-11-01
焊接(2016年4期)2016-02-27
大连工业大学学报(2015年4期)2015-12-11
新疆钢铁(2015年1期)2015-11-07
