
过程补水和温度梯度对CRTSⅢ型轨道板平整度的影响
2021-01-29 13:33张文波凌海东代龙江倪碧波崔德水孙成晓
安徽建筑 2021年1期
张文波,凌海东,代龙江,倪碧波,崔德水,孙成晓
(1.中国铁路上海局集团有限公司工程质量监督站,上海 200071;2.上铁芜湖轨道板有限公司,安徽 芜湖 241012)
平整度是CRTSⅢ型轨道板外形尺寸重要控制指标,轨道板平整度的控制对轨道板后期铺设精调有至关重要的作用。轨道板平整度超差过大将导致精调时轨道高低调整量增大,使用的扣件调整件增多,对建设成本和施工监督造成不利影响。通过对轨道板平整度长期观测可以发现:轨道板平整度在外部环境条件作用下会有所变化,但从变化趋势来看,轨道板平整度发展是一个增长的过程。研究表明:混凝土整体收缩对板预应力施加前的初始变形影响较大。在一致收缩基础上,板上下层混凝土梯度收缩将使板的变形进一步增大,特别是承轨台模板的约束作用造成轨道板上下层混凝土收缩变形差异,由此引起的板翘曲变形幅值所占比例较大。
目前轨道板平整度控制主要有两种方式:①以减小轨道板养护中早期强度快速增长阶段收缩变形;②对模板进行反拱处置,但两种方式的最终目的是控制轨道板脱模时的平整度。本文以P5600型轨道板为研究对象,对比分析台座法和流水机组法生产的轨道板平整度变化规律,并通过在混凝土内部预埋应变传感器,测试轨道板在蒸养过程中的内部收缩变化,分析过程补水措施对轨道板各部位内部收缩应变值变化规律的影响,同时对不同温度条件下轨道板平整度测试结果进行对比,为轨道板生产过程中平整度的控制提供数据支持。
1 混凝土配合比及性能指标
CRTSⅢ型轨道板混凝土设计强度等级为C60,性能满足Q/CR567-2017技术要求。轨道板混凝土配合比见表1,混凝土拌合物及硬化混凝土性能技术要求与检测结果见表2。

混凝土配合比(kg/m3) 表1
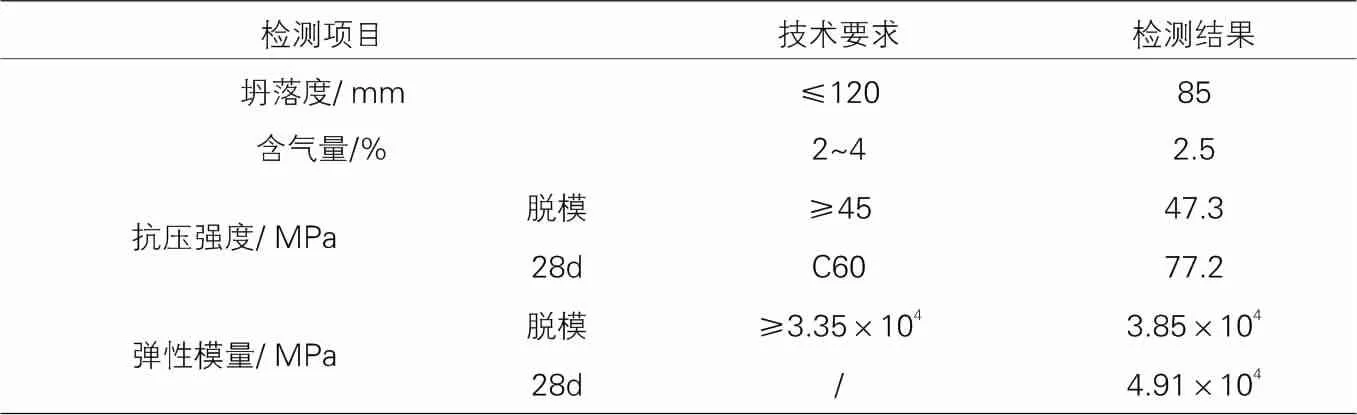
混凝土拌合物及硬化混凝土性能技术要求与检测结果 表2
2 试验方法
2.1 轨道板养护制度
轨道板采用台座法和流水机组法2种生产工艺,均采用蒸汽养护。蒸汽养护分为静置、升温、恒温和降温4个阶段,具体养护工艺:静置3h+升温2h+恒温15h+降温2h,恒温养护温度为37℃。
2.2 应变计布置图
测点布置以每块板1/4区域分上下两层埋设6个传感器。测点分为板端中部上、板端中部下、板角上、板角下、板中上、板中下6个位置。测试设备采用基康仪器有限公司BGK-MICRO-40型自动化数据采集仪,该仪器具备40个测量通道,可同时监测混凝土内部应变及温度。
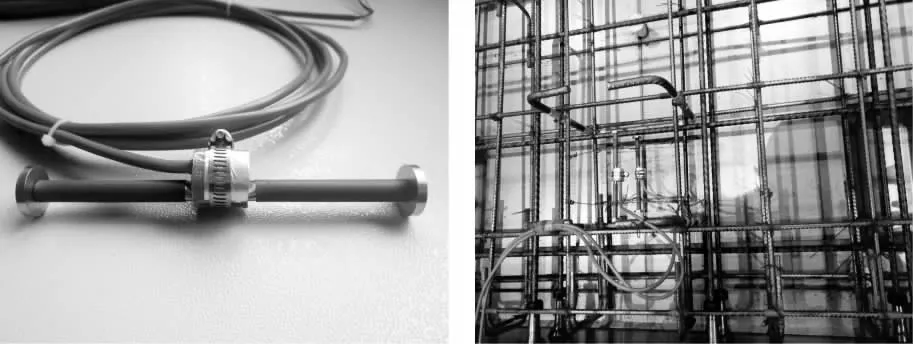
图1 应变计及其安装图
2.3 平整度测试方法
轨道板平整放置且在起吊套管处用150 mm×150 mm×150 mm的立方体木块四点支撑。轨道板单侧承轨面中央翘曲量检测采用全站仪法。
3 结果与讨论
3.1 轨道板平整度发展规律
台座法是目前轨道板生产的主要生产工艺,台座法采用“矩阵单元法”生产,每个张拉台座内设置8套(2×4)模板;流水机组法是在台座法基础上降低建厂费用,提高生产效率而开发的新型生产工艺,流水机组法采用单根张拉系统,保证每根预应力筋张拉力满足设计要求,生产作业更加精细。选取台座法和流水机组法生产的P5600型轨道板各1块,分别测 试 1d、7d、28d、56d、90d、130d、150d和180d的轨道板平整度,分析两种生产工艺对轨道板平整度的影响。
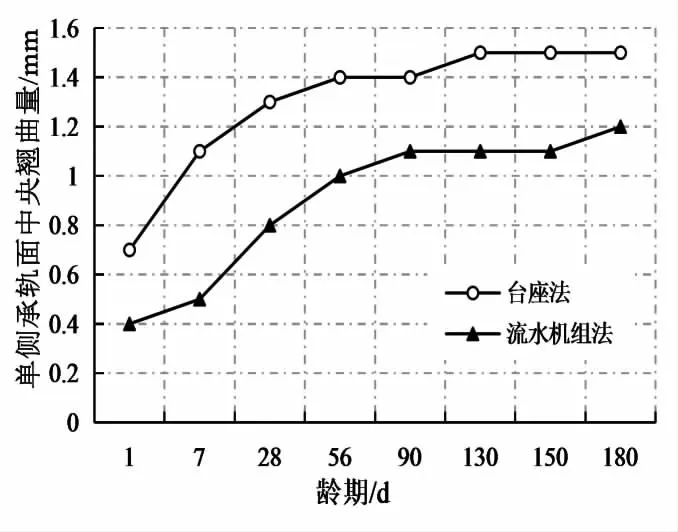
图2 轨道板平整度随龄期变化曲线
从图2轨道板平整度随龄期变化曲线上来看,两种生产工艺生产的轨道板平整度均随存放龄期的延长而逐渐增大,但从平整度数据对比来看,流水机组法生产的轨道板平整度优于台座法。脱模时轨道板平整度台座法和流水机组法分别为0.7mm和0.4mm,存放28d时平整度增大至1.3mm和0.8mm,满足平整度标准要求。从轨道板平整度增长幅度来看,自脱模至养护至56d平整度增长幅度较大,龄期56d后轨道板平整度增长幅度减小。由于流水机组法生产轨道板采用“半开式”模具,模具整体性优于台座法的“拆分式”模具,并且流水机组法模具底模采用预应力钢棒张拉,可对模具底板起到预设“反拱”的作用,且能通过下层预应力钢棒力值调整为后期变形控制提供条件,有利于轨道板长期平整度控制。
3.2 轨道板过程补水措施收缩应变分析
研究表明:洒水养护是减小混凝土早期收缩的常用措施。为明确混凝土养护过程中洒水对轨道板平面度的影响,在上铁芜湖轨道板有限公司台座法生产车间,以P5600轨道板为研究对象,在保证其他条件相同情况下,对混凝土表面初凝1次洒水和不洒水进行对比试验,并检测轨道板不同部位的混凝土收缩应变。
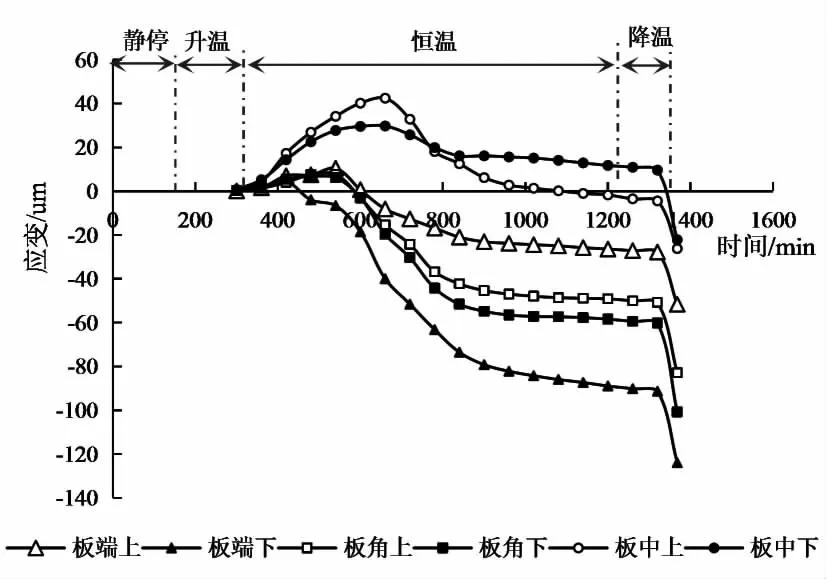
图3 台座法轨道板养护阶段应变曲线

图4 过程补水轨道板养护阶段应变曲线
由测试结果可知:
①轨道板中部由于受到周边约束,板顶和板底混凝土纵向应变相当,是否洒水对轨道板中部混凝土硬化过程中收缩影响亦不明显,混凝土应变均为10με左右;
②轨道板对角线1/4处不洒水和洒水时顶、底面混凝土分别为27.1με、92.2με 和 12.9με 、10.4με,采取一次洒水措施,板顶收缩率减小52.4%,板底减小88.7%;
③轨道板板角不洒水和洒水时顶、底面的混凝土应变分别为 50.2με、60.8με 和 17.3με、42.3με,采取一次洒水措施后,板顶收缩率减小65.5%,板底减小30.4%。
养护过程洒水可以有效减小轨道板混凝土早期收缩,从而减小由于挡肩约束导致的早期变形。
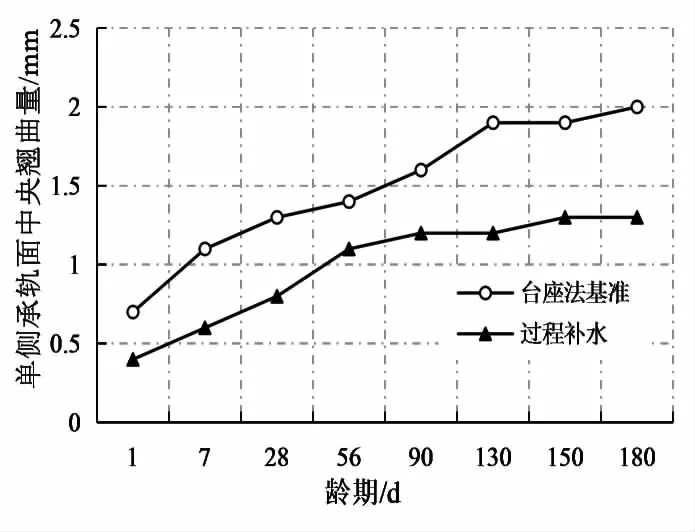
图5 台座法和过程补水轨道板平整度变化曲线
从图5数据可以看出,在轨道板混凝土初凝阶段增加补水措施后,轨道板平整度得到有效控制。脱模时增加补水措施的轨道板较基准轨道板降低0.3mm,存放28d时较基准轨道板平整度降低0.5mm,满足平整度标准要求。
3.3 温度梯度对轨道板平整度的影响
本次试验主要研究轨道板在自由状态下测试环境温度变化影响轨道板翘曲变形的规律影响,通过温度与轨道板翘曲变形的规律,制定相应控制措施以期达到改善轨道板平整度的超标情况。试验选取台座法和流水机组法生产的轨道板各1块,在早、中、晚期间各测试1次轨道板平整度,并对板底和板面温度进行测试,平整度测试结果见图6。
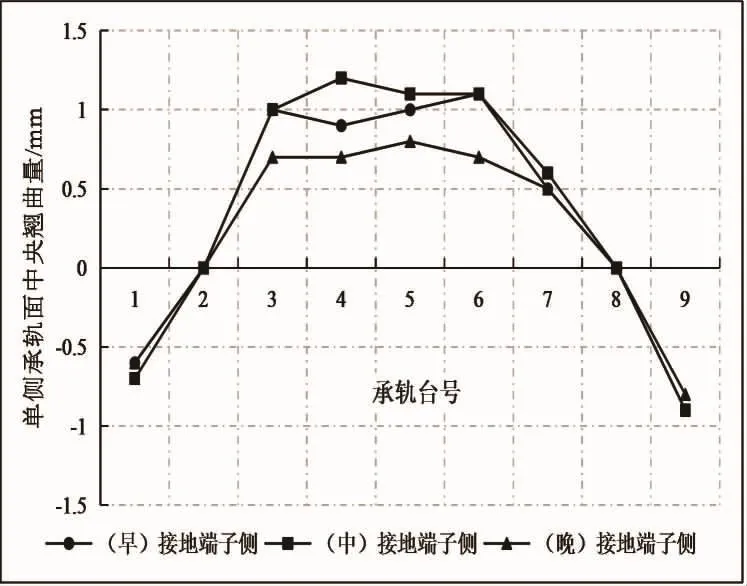
图6 不同温度梯度下轨道板平整度测试结果
检测时对轨道板板面温度和板底温度进行测量,早、中、晚板面和板底温度分 别 为 24.7℃ 和 23.6℃ 、36.9℃ 和29.4℃、37.2℃和33.7℃,温度梯度分别为1.1℃、7.5℃和3.5℃。从台座法生产的轨道板各个时间点检测的轨道板平整度数据上来看,影响轨道板翘曲变化量的主要因素是轨道板板面、板底间温差大小,板面与板底温差越大,轨道板单侧承轨面中央翘曲量越大。轨道板平整度的变化与周边环境温度变化有关,平整度的变化并不是一个不可逆过程。因此,对于检测轨道板平整度的环境温度对保证检测结果的准确性具有重要意义。
4 结论
①轨道板平整度均随存放龄期的延长而逐渐增大,但从平整度数据对比来看,流水机组法生产的轨道板平整度优于台座法。
②养护过程洒水可以有效减小轨道板混凝土早期收缩,从而减小由于挡肩约束导致的早期变形。脱模时增加补水措施的轨道板较基准轨道板降低0.3mm,存放28d时较基准轨道板平整度降低0.5mm。
③影响轨道板翘曲变化量的主要因素是轨道板板面、板底间温差大小,板面与板底温差越大,轨道板单侧承轨面中央翘曲量越大。轨道板平整度的变化与周边环境温度变化有关,平整度的变化并不是一个不可逆过程。
猜你喜欢
中国建筑装饰装修(2022年20期)2022-11-09
作文小学中年级(2021年12期)2022-01-21
新体育·运动与科技(2021年7期)2021-12-09
宝藏(2020年3期)2020-10-14
钻探工程(2018年12期)2019-01-18
建材与装饰(2018年44期)2018-11-21
宝藏(2018年3期)2018-06-29
戏剧之家(2017年16期)2018-01-17
财经国家周刊(2017年13期)2017-07-12
西南交通大学学报(2016年6期)2016-05-04
