电解机组洗涤喷嘴布置方法研究
2018-11-21 06:32欧阳涛
建材与装饰 2018年44期
欧阳涛
(江西瑞林装备有限公司 江西南昌 330000)
1 引言
阴极剥片机组为大型铜电解和电积项目必不可少的专用设备,在铜冶炼行业使用极为广泛[1],电解完成后的电铜需要经过喷淋洗涤,以去除电铜表面在电解槽内附着的杂质[2~3],杂质主要成份由Cu2+,Cl-等等,要求清洗后极板表面达到LAME A级铜标准。
通常对铜表面洗涤方式依据喷嘴的布置方向不同分为两种:垂直板面洗涤、顶部斜向洗涤,由于两种不同的布置方法各有优缺点,皆有着广泛应用,本文将先对两种不同方法进行简单阐述,然后重点介绍垂直板面洗涤的喷嘴布置的计算方法。
2 顶部斜向洗涤
顶部斜向洗涤,喷嘴与板面不垂直,喷嘴定向冲刷某一段部位,通常喷嘴布置在导电棒的上部,喷嘴冲刷液面线及附近往下部位,而板身的中下部位通常靠喷嘴的水流清洗板面的杂质,如图1。
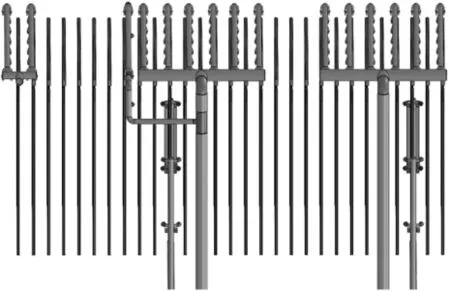
图1 顶部喷淋
此方法由于结构简单应用广泛,但是由于喷嘴无法做到板面全覆盖,对于板身的下沿仅能靠水自流动而清洗板面,由于水自流无压力,遇到夹缝处或部分板面孔洞则难以清洗干净,对于板面要求较高的客户,现场往往需要进行人工局部冲洗。
3 垂直板面洗涤
垂直板面洗涤由于喷嘴的喷射角度垂直或接近垂直板面,从喷嘴喷出来的水柱直接冲刷板面,由于通过合理的设计,喷嘴可以做到板面的全覆盖,冲洗效果较为理想,如图2。
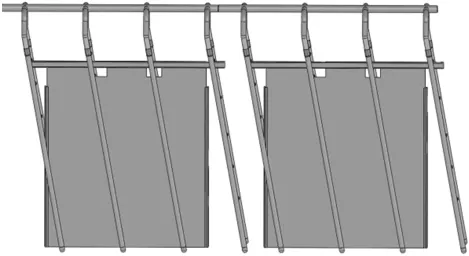
图2 垂直板面洗涤
由于垂直板面洗涤要求喷嘴与板面垂直,则必须要求极板一片一片顺序排列,与电解槽出来时极板排列方法不同,这样则要求机组增加额外一套机构,将极板转向90°,以适应垂直板面的喷嘴布置,成本较高,此布置方法近年来应用逐渐增多,特别是工业机器人的普极,由于机器人动作灵活,越来越多的客户为了追求更清洁的铜板表面而选择采用垂直板面洗涤的方式。
4 喷嘴布置的计算方法
由于每个现场极板的大小不同,采用的喷嘴型号也不同,假定极板宽度为L,为于达到喷嘴压力与覆盖面的一个理想搭配,不同的压力不同喷嘴,此值略有不同,假定喷嘴距离物料间距约S,为使喷出的水呈水柱面而直接冲洗板面,选用鸭嘴性喷嘴,喷嘴张开角度为α,则喷嘴的选用数量为:
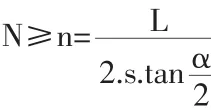
以国内某20万t铜冶炼项目为例进行计算,该项目电铜尺寸:长×宽=1120×1050,选用喷嘴为8050型喷嘴,喷射角度在3bar的压力下为80°,故选用喷嘴计算为:
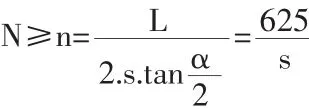
计算可得当间距为210时,同一排喷嘴数量为3,即可以实现板面的全覆盖。
5 总结
本文以电解剥片机组为例,对两种不同洗涤方式进行阐述,介绍了两种洗涤方法的优缺点,重点介绍了一下垂直板面洗涤的方式,得出垂直板面洗涤喷嘴布置的计算方法,并以国内某20万t喷嘴的选用为例进行计算,为同行提供一种布置方法参考。
猜你喜欢
作文小学中年级(2021年12期)2022-01-21
科技视界(2021年4期)2021-04-14
石油管材与仪器(2020年5期)2020-11-05
军事文摘·科学少年(2020年3期)2020-03-26
无机盐工业(2019年5期)2019-05-24
中学生博览(2018年21期)2018-11-19
财经国家周刊(2017年13期)2017-07-12
中学生数理化·高二版(2016年10期)2016-12-24
故事作文·低年级(2016年11期)2016-11-29
烹调知识(2016年11期)2016-10-31