9Cr-3W-0.2V 钢热处理工艺研究
2021-01-18 02:30梁刚向冲王琨连漪覃文杰田蜜洋
东方汽轮机 2020年4期
梁刚, 向冲, 王琨, 连漪, 覃文杰, 田蜜洋
(东方电气集团东方汽轮机有限公司, 四川 德阳, 618000)
0 引言
9-12Cr 马氏体耐热钢由于优良的性能和抗氧化性通常被用于汽轮机转子和锅炉管道, 但随着机组参数提高, 特别是当蒸汽温度达到600 ℃后,在长时间服役过程中蠕变强度快速降低已成为技术难题, 极限温度仅能用于620 ℃。 为了提高9-12Cr 钢的服役温度, 在其成分基础上进一步添加Co、 W 元素, 调整Cr、 B、 V 元素, 控制Ni 元素含量而获得的9Cr-3W-0.2V 新型马氏体耐热钢解决了温度超过620 ℃蠕变强度快速降低的问题,可用于630 ℃及以上机组的转子部件和管道。
1 9Cr-3W-0.2V 钢简介
9Cr-3W-0.2V 钢是研究Cr、 W 对钢性能的影响和控制Ni、 V 含量而发展起来的新型马氏体耐热钢。 经查阅相关文献、 资料, 9Cr 钢在650 ℃,98 MPa 应力条件下的断裂时间最长, 对持久强度试样微观组织分析可知, 9Cr 钢在经过长时间时效后基体中弥散析出V(C、 N)及M23C6, 有效阻止组织粗化和高蠕变强度降低。 9Cr 钢中添加的W 在奥氏体化过程中起到了固溶强化作用, 同时在回火时析出强化作用也提升了室温强度和蠕变强度,但随着W 含量增加冲击韧性呈现降低趋势, 特别是韧脆转变温度FATT50急剧升高。 该钢中降低Ni含量用以抑制M23C6的粗化, 提高V 含量以增加VX 的析出以细化、 强化基体。
2 试验材料及方法
2.1 试验材料
试验采用有效截面尺寸为100 mm 的锻件毛坯试块进行性能热处理试验, 其化学成分如表1 所示, 材料性能要求如表2 所示。

表1 试验件化学成分 wt%

表2 材料力学性能要求
2.2 试验方法
计算得到的9Cr-3W-0.2V 钢相图中奥氏体温度区间如图1 所示。 试验选用1 030 ℃、 1 070 ℃和1 110 ℃进行淬火试验, 通过分析奥氏体化温度对材料组织和性能的影响制定出最佳淬火参数。在此试验基础上进行660~720 ℃不同回火温度试验, 根据回火温度对组织和性能的影响确定最佳回火温度。 通过对9Cr-3W-0.2V 钢堆焊Cr-Mo 层后分别进行660 ℃、 680 ℃和700 ℃的焊后热处理, 通过对比母材、 接头性能, 化学元素分布以及接头硬度制定合理的焊后热处理工艺。
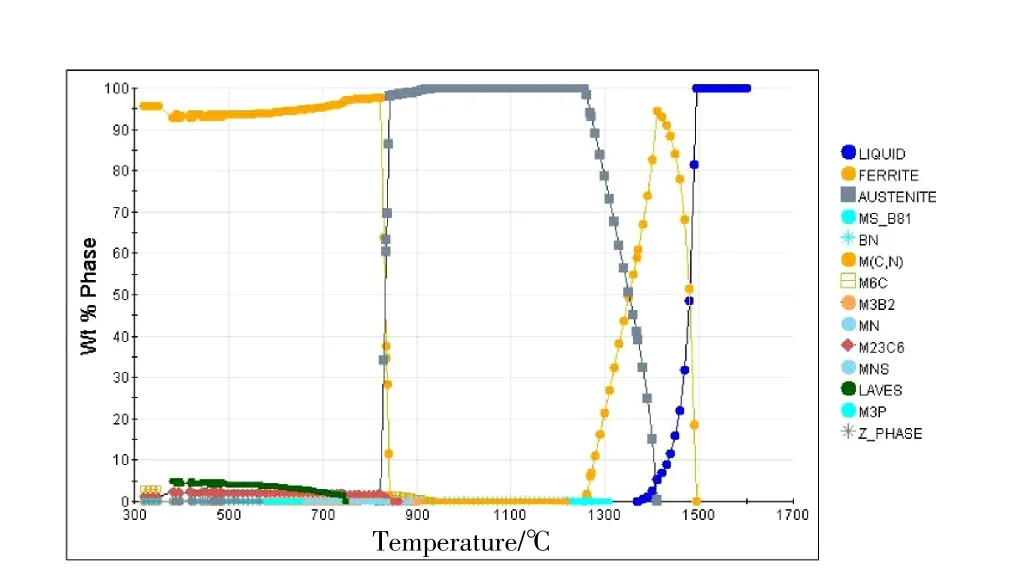
图1 9Cr-3W-0.2V 钢平衡相图
3 试验结果分析
3.1 淬火试验
9Cr-3W-0.2V 钢在1 030~1 110 ℃完成奥氏体转变和碳化物溶解, 经油淬并回火后其室温强度、硬度和高温持久强度相当, 见图2(a)。马氏体耐热钢在高温下奥氏体组织为了减小界面能, 晶粒长大是一个自发过程, 见图3~5, 当温度超过1 100℃后9Cr-3W-0.2V 钢晶粒粗化至2 级, 冲击性能也呈下降趋势, 见图2 (b)。 不同温度淬火并回火后微观组织变化不大, 均为保持马氏体位向的回火索氏体。 综合力学性能和微观组织结果, 选取1 070℃作为9Cr-3W-0.2V 钢的淬火温度较为合理。
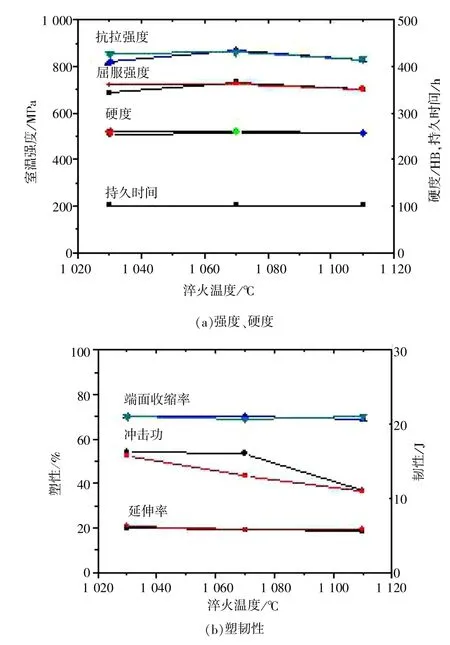
图2 淬火温度对9Cr-3W-0.2V 钢性能的影响
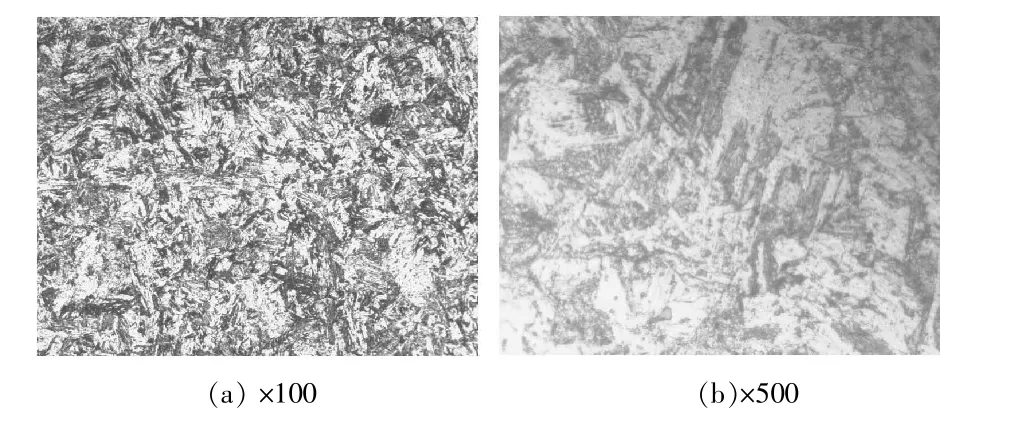
图3 1 030 ℃淬火组织
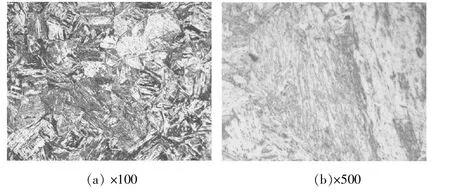
图4 1 070 ℃淬火组织
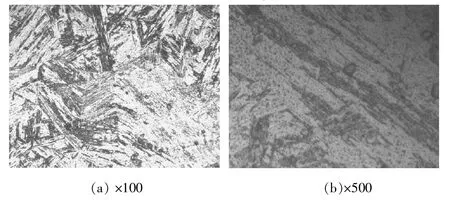
图5 1 110 ℃淬火组织
3.2 回火试验
9Cr-3W-0.2V 钢用1 070 ℃保温后油淬, 在660~720 ℃回火后组织均为回火索氏体组织, 晶粒度等级为4 级。 回火时由于从淬火马氏体中逐渐析出稳定碳化物而使基体碳含量减少, 所以随着回火温度的升高, 材料的室温强度、 硬度逐渐降低, 塑韧性略有增加。 但该材料降低了Ni 含量用以抑制M23C6粗化, 同时为了提高钢的抗回火性,加入的V 元素增加了VX 的析出以细化和强化基体, 所以在660~720 ℃回火后室温强度和硬度降低幅度并不大, 高温短时持久性能也未降低。
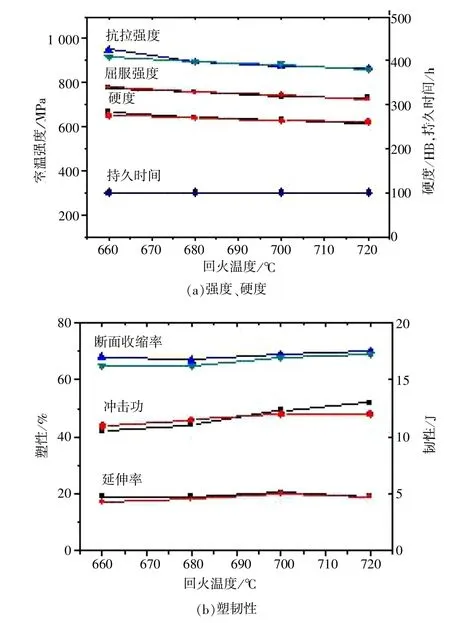
图6 回火温度对9Cr-3W-0.2V 钢性能的影响
基于以上试验结论,9Cr-3W-0.2V 在1 070 ℃淬火,700~720 ℃回火可得到优良的综合力学性能。
3.3 焊后热处理试验
从图7~8 的试验结果来看, 660 ℃/680 ℃/700℃3 种温度进行焊后热处理后母材室温性能均合格且相当, 接头强度和硬度随着焊后热处理温度的增加呈下降趋势, 达到700 ℃后, 接头的强度低于要求值, 塑性指标、 冲击韧性及弯曲性能均可满足要求。 如图9 所示, 当堆焊厚度达到4 mm时, 焊缝中Cr 含量已低于2.5%, 精加工表面处Cr含量在1.3%以下, 满足要求。
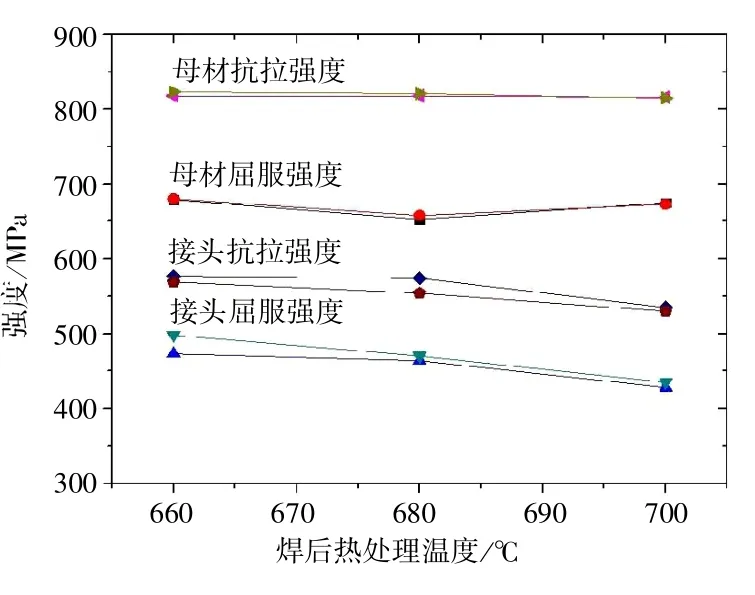
图7 去应力温度对母材及接头强度的影响
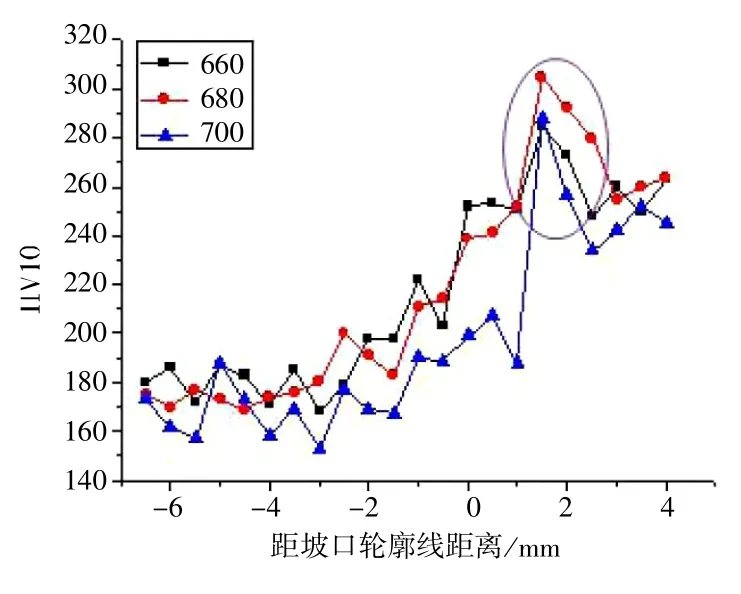
图8 去应力温度对接头硬度的影响
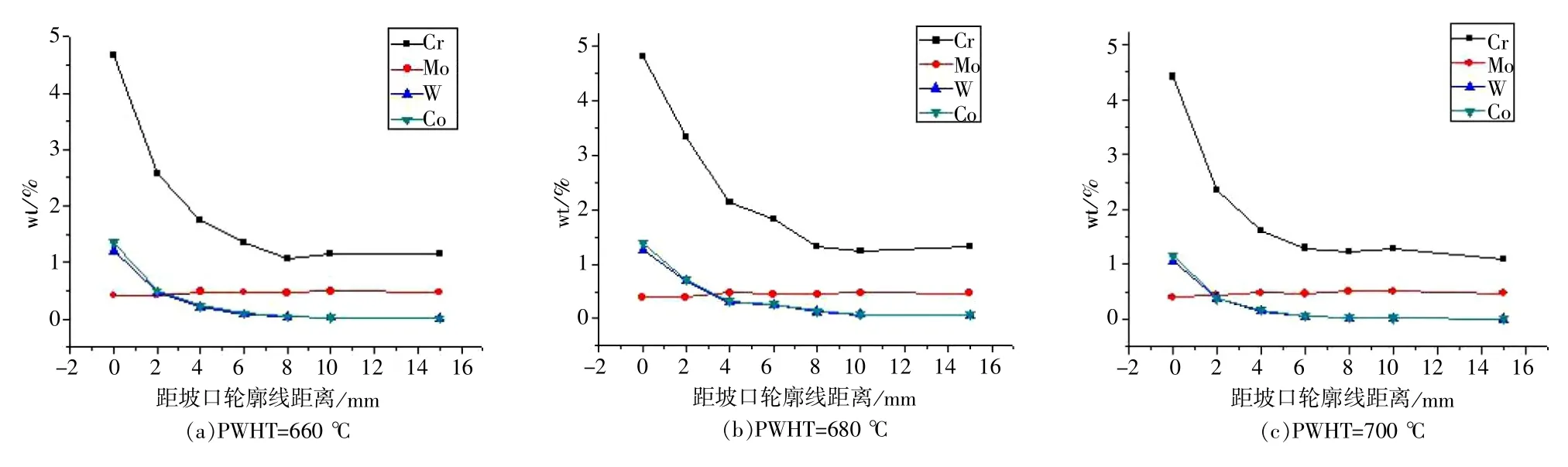
图9 去应力温度堆焊层化学元素分布影响
综合来看, 680 ℃作为N-FB2 材料堆焊后的焊后热处理温度较为合理。
4 试验结论
(1)9Cr-3W-0.2V 钢是在9Cr 钢的基础上了添加W、 Co 等合金元素发展起来的马氏体型耐热钢。 W 在奥氏体化过程中固溶强化和回火时析出强化以提高室温强度和蠕变强度, V 用以增加VX的析出细化和强化基体, 同时降低Ni 含量用以抑制M23C6的粗化。
(2)9Cr-3W-0.2V 钢采用1 070 ℃奥氏体化后油冷, 并经700 ℃后油冷并回火后得到具有马氏体位向分布的回火索氏体组织, 晶粒度等级4 级,具有优良的综合力学性能。
(3)9Cr-3W-0.2V 在堆焊Cr-Mo 层后进行680℃的焊后热处理, 可保证母材性能不降低的情况下保证接头强度和塑性、 韧性指标达到要求, 同时表面Cr 含量符合要求。
猜你喜欢
金属热处理(2022年9期)2022-10-21
电焊机(2022年7期)2022-08-10
金属热处理(2022年4期)2022-04-19
金属热处理(2022年1期)2022-03-15
材料科学与工艺(2022年1期)2022-03-11
大连交通大学学报(2021年6期)2021-12-13
绿色科技(2020年18期)2020-11-05
表面技术(2019年6期)2019-06-27
汽车文摘(2018年6期)2018-11-26
中国新技术新产品(2017年10期)2017-05-10