基于激光散斑的蜂窝复合材料缺陷检测
2020-12-19 07:57杨庆峰孙金立宋建俊李金浩
无损检测 2020年3期
杨庆峰,孙金立,宋建俊,李金浩
(1.海军航空大学青岛校区 航空机械工程与指挥系, 青岛 266041;2.海军航空大学 91883部队,长治 046000)
蜂窝结构的蒙皮材料通常为铝合金或碳纤维复合材料,蜂窝夹芯有铝蜂窝、玻璃布蜂窝、棉布蜂窝和芳纶纸(Nomex)蜂窝等,蜂窝与蒙皮间通过胶接拉伸法或波纹压型胶接法制成[1],蜂窝结构示意如图1所示。
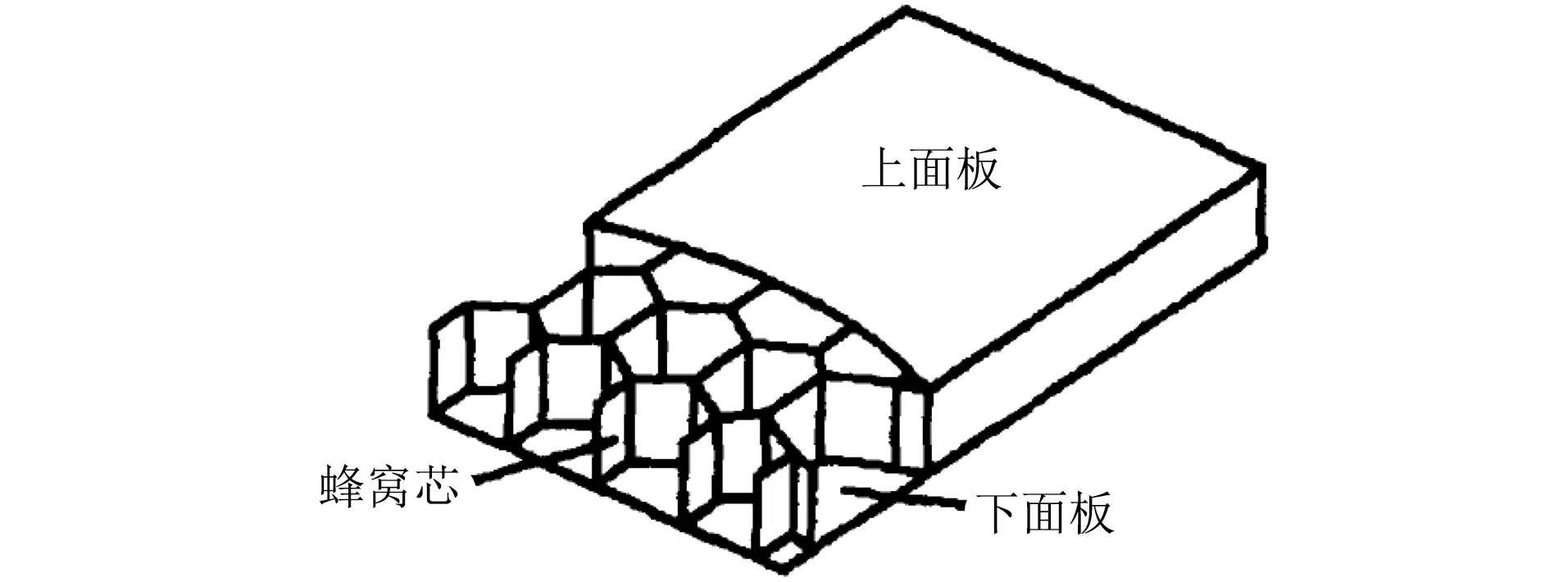
图1 蜂窝结构示意
民用飞机的表面大量使用蜂窝复合材料,飞机地板也采用了蜂窝结构,使得飞机的质量大大减小。军用飞机的襟翼舱、副翼舱、机翼翼尖后段、平尾后段、方向舵后段等都使用蜂窝复合材料结构,如:美军鹰式和鹰隼战斗机的平尾,大黄蜂战斗机的方向舵都采用了蜂窝材料;ARH-70直升机的桨叶,某直升机的整机也使用了大量的蜂窝复合材料[2]。
笔者基于散斑干涉原理,对图像降噪进行了研究分析,结果表明,通过傅里叶滤波等图像综合处理技术可有效提取散斑干涉信息。
1 激光错位散斑检测原理
激光散斑干涉的原理是用激光对物体的表面进行照射,当物体表面出现形变时,根据激光高相干性和惠更斯原理,物体表面的反射光会相干叠加于空间中形成干涉条纹,在被测物受到载荷时,存在缺陷的部位会比正常部位产生更大的形变,干涉条纹会将这种微小的形变放大,由此可检出缺陷。
激光错位散斑干涉的基本原理示意如图2所示。检测时,激光器发出激光,由分光镜照射到被测物的表面,经反射后进入图像错位装置,穿过成像透镜后在电荷耦合器件(CCD)摄像机里形成散斑图。
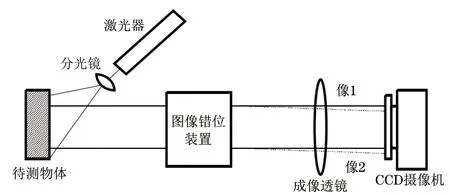
图2 激光散斑干涉检测基本原理示意
图像错位装置是错位散斑检测技术最重要的部分,其主要作用就是将入射光按一定角度分为两束,从而形成两个图像。常见的图像错位装置有迈克尔逊光路、光楔等,文中的检测系统为LTI-6200便携式热加载激光错位散斑检测系统,采用迈克尔逊干涉原理(见图3)[3]。
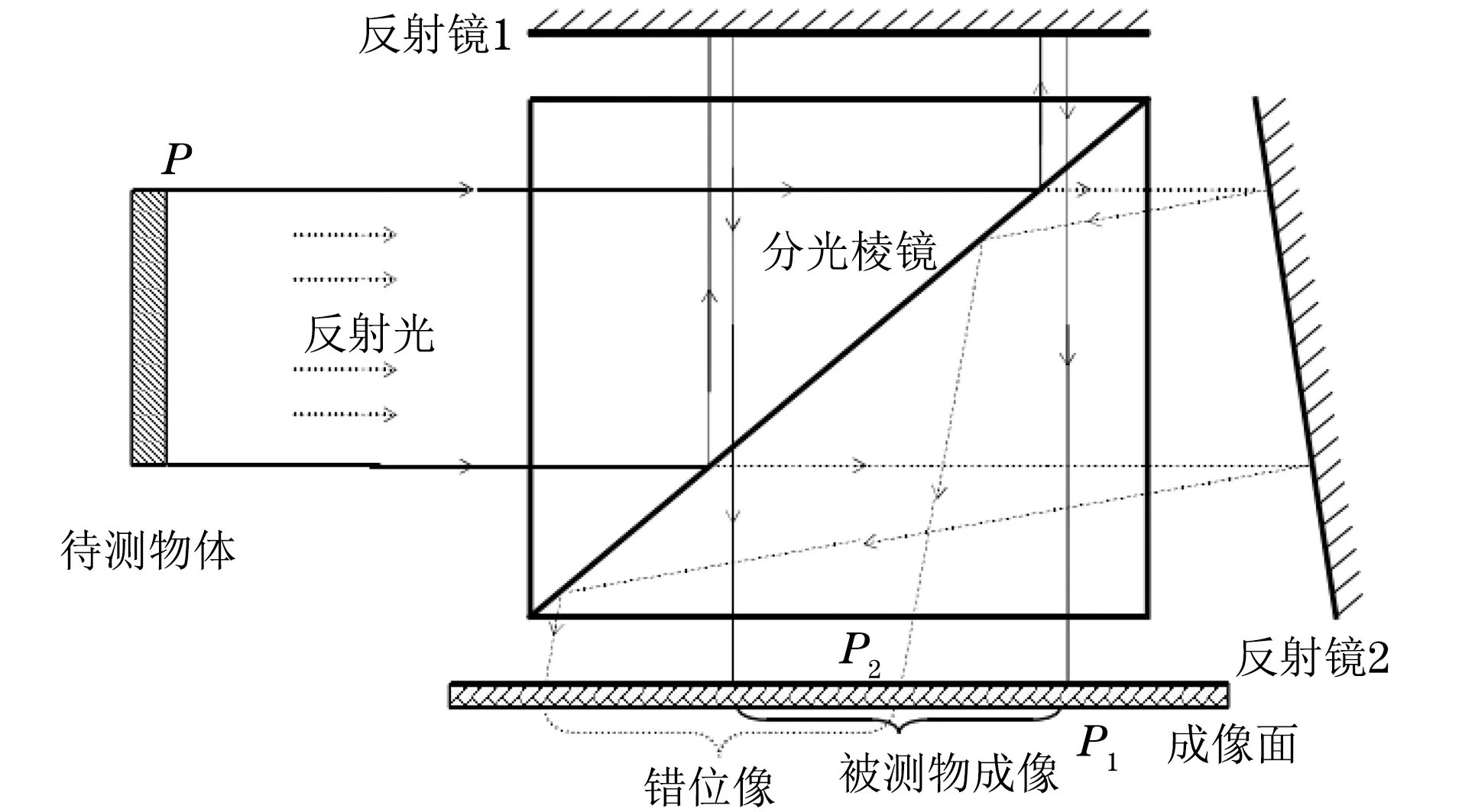
图3 迈克尔逊干涉原理示意
激光照射物体P,P的反射光经过分光棱镜形成两束光,经过反射镜1,2后再次通过分光棱镜,在CCD像面成像,P1,P2的距离为错位量。错位相经模拟/数字(A/D)转换后被图像采集系统采集并进行处理,最后储存在计算机中。
LTI-6200激光错位散斑检测系统是一种便携式热加载检测系统,该系统主要由SC-6200S检测探头、TC-6200S运输箱和IP-6200S图像处理器3个部分组成,是一款融合了(迈克尔逊)激光干涉仪和热加载装置的系统。
2 激光散斑干涉条纹图的处理
由条纹中心法可知,条纹中灰度极值点的相位相同,相比于相移法,条纹中心法应用起来更加方便,对试验系统要求较低,其不足之处在于噪声影响较大,精度较低,难以自动化处理。条纹中心法的处理步骤如图4所示。
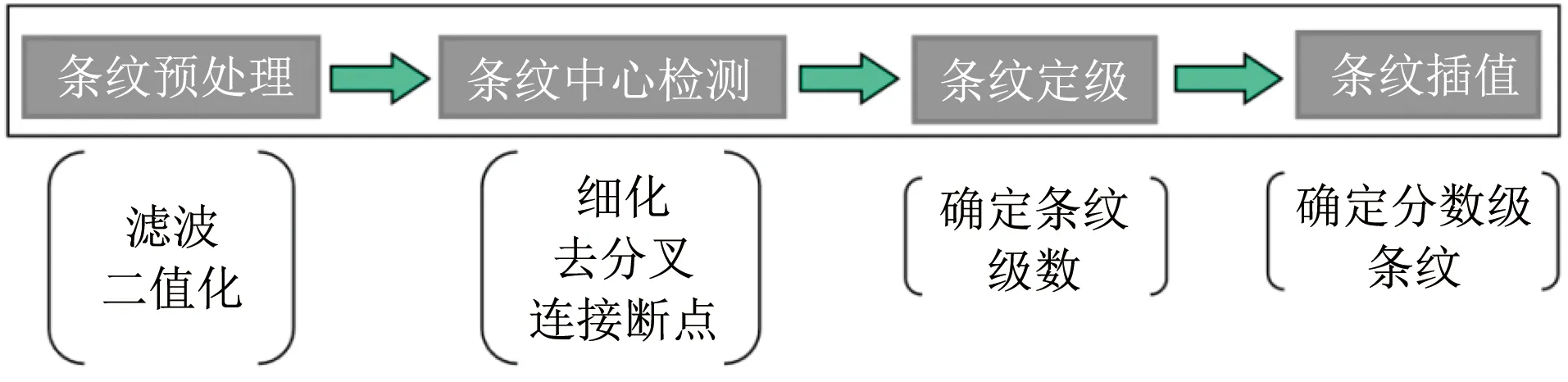
图4 条纹中心法的处理步骤
2.1 条纹预处理
在一幅图像中,既有所需要的中心目标,也有干扰目标的背景和噪声,将中心目标从诸多干扰中提取出来,常用的方法就是设置阈值T。以阈值T为基准,将图像数据分为两个部分,称为图像的二值化。
效果好的二值化图像能较好地将图像局部和整体特征表现出来,这就需要选取合适的阈值作为基准。在数字图像处理中,利用二值化来减少图像的数据量,有助于使接下来的图像处理更简单快捷。用255来表示那些像素的灰度不小于阈值的目标物体的灰度值,其余像素点的灰度值则表示为0,其定义如式(1)所示。

(1)
全局二值化在图像细节的表现上仍有欠缺,而局部二值化能够克服这个缺点。其本质就是将一幅存在N个区域的图像,对其每个区域按照统一的阈值T进行处理,但在每个区域仍存在细节模糊的缺陷,局部自适应二值化就能够有效地弥补该缺陷。其方法为:设定自由参数a、b、c,结合区域内3个像素相关参数,利用方程T=a×P+b×S+c×Q(P为区域像素的平均值,S为像素之间的平方差,Q为像素之间的均方根),由此得出自适应的阈值T,从而表现出二值化图像中的细节。
虽然通过局部自适应得到的二值化图像能够表现图像中的细节,但是图像会有较为粗糙的边界,为了解决这个问题,去除干扰信息,这里引入基于迭代法的图像二值化。该算法的思想为:设阈值Th为起始值,而后按照一定方法,通过迭代来持续更新这一阈值,当阈值达到一定时停止迭代,循环如下所述。
(1) 对于一幅图像,假设当前像素为f(x,y),设定一阈值Th,根据当前阈值,循环f(x,y),将图像分为两类像素的集合A、B。
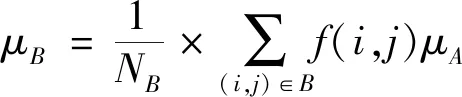
(2) 分别计算集合A、B的像素均值μA和μB,公式如式(2),(3)所示。
(2)
(3)
式中:NA为集合A的像素个数;NB为集合B的像素个数。
(3) 更新阈值公式如式(4)所示。
(4)
(4) 判断差值:若本次阈值与上次阈值的差值小于约束值Tc,则停止计算。所求Th为最佳值,否则返回到第二步。
迭代法二值化图像能够弥补条纹边界粗糙和内部空洞的不足,但初始化选取阈值Th过于单一,不利于全场二值化分割。因此,引入局域均值阈值T(x)来进行初始化Th选值的优化,其中以图像中每个像素点(2n+1)×(2m+1)邻域的灰度值均值作为该点的阈值Th。
2.2 条纹中心检测
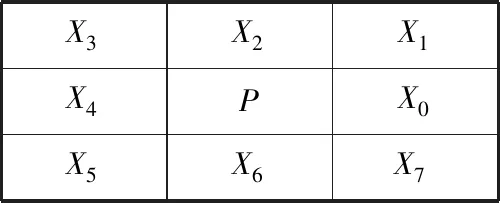
条纹的中心检测是为了得到全场的条纹中心,即单位宽度的连通线,需要将二值化图像进行层层剥离,此过程称为二值化图像细化。这里使用常用的细化方法——Hilditch细化算法。细化处理的主要思路是剔除不会影响图像性质的标记像素。条纹细化示意如图5所示,其中标记目标像素删除需要满足6个条件。
X3X2X1X4PX0X5X6X7
图5 条纹细化示意
P不作为背景,其灰度值为255;X0、X2、X4、X6至少有一个不是255(否则会导致P被删除,图像形成空心);X0~X7中至少有2个255(如果X0~X7都不为255,则P为孤立点,不能去除;如果X0~X7只含一个255,则P为端点,去除后将影响图像)。
当Nc(p)=1时,即P的相连区域为1,则P为可去除点;设X2=0时,即X2去除,P的联通连接数为1;设X4=0时,即X4去除,P的联通连接数为1。
迭代像素的顺序为由右至左,由上到下。在迭代循环过程中,如果像素P符合以上6个要求,则对其进行标记,当该次迭代完成时,用背景的灰度值来替代已标记像素。如果迭代过程中没有标记点,则运算结束。连接数表达式如式(5)所示。

(5)
当2i+2=8时,x8=x0,i=1-xi(0或1)。
2.3 条纹定级、插值
在条纹预处理及细化之后,用Floodfill算法标记各区块,把连通的色块表示出来,根据区块的相邻关系构建拓扑关系图,最终得到各块级数,再对条纹定级。
在图像变换时,像素之间容易产生一定的空隙,即图像部分信息会在低分辨率转换到高分辨率的过程中丢失,而插值用为弥补转换时产生的这种缺陷。这里主要介绍三次内插法,该方法是在相邻两个节点区间上利用三次多项式S(x)来求最佳插值函数S(x)/x,其数学表达式为
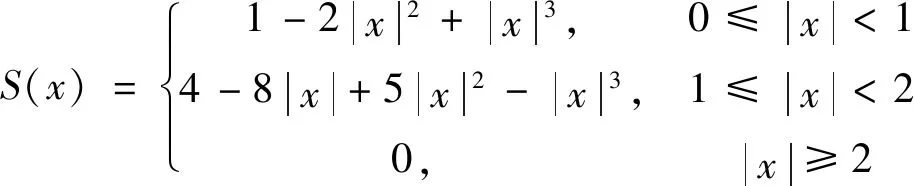
(6)
通过三次内插法可以得到较好的图像效果,不足之处在于其计算量较大。
2.4 基于傅里叶滤波中心条纹法的图像信息提取
利用条纹中心法来对缺陷图像进行相位提取,主要处理步骤如下所述。
(1) 条纹预处理,采用傅里叶滤波进行图像预处理。
(2) 图像二值化及细化,利用迭代法图像二值化对预处理图像进行处理,并用Hilditch细化法对二值化结果进行细化。
(3) 条纹定级,标定方法:设某一条纹级数为n,条纹为封闭式,相邻条纹的最大相差级数为±1,其中向峰顶方向为正,反之为负[4]。
(4) 条纹插值,先使用三次内插法对已标定级数的图像进行插值,然后进行图像平滑处理,从而获得更准确的相位信息。
图6为使用条纹中心法对缺陷图像进行图像信息提取的结果。由图6(b)可以看出,对缺陷图像使用迭代分割法可以得到较好的二值化图像,缺陷及背景区分明显。图6(c)为缺陷图像的骨架提取,可以看出条纹边缘比较粗糙,骨架线有较多的毛刺,且背景有较多的白点,这与其原始图中的背景噪声有关。图6(d)为缺陷图像的相位展开3D图,可以清楚看到两个由散斑图像明暗条纹形成的凹凸峰,所对应的就是缺陷所在的位置。
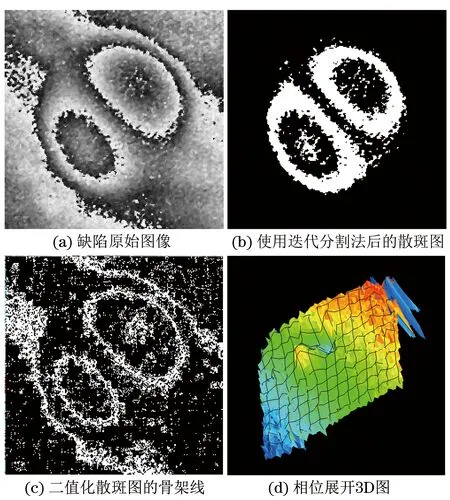
图6 条纹中心法提取的缺陷散斑图相位
3 应用实例
利用激光散斑检测系统对层压板试件进行检测,并通过图像综合处理技术对缺陷信息进行提取,然后对某飞机雷达罩进行检测,检查其是否存在缺陷。该飞机层压板试件和雷达罩外观如图7所示。
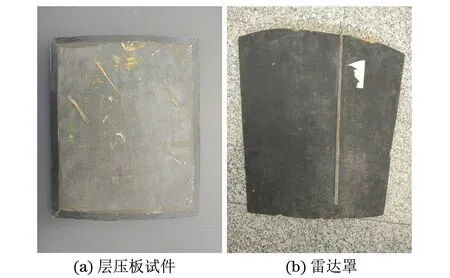
图7 某飞机层压板试件及雷达罩外观
3.1 层压板试件检测
层压板试件的大小(长×宽)为20 mm×25 mm,分层缺陷埋藏深度为5 mm,缺陷直径为18 mm。通过不同的图像综合处理技术组合(共3组),得到的层压板试件缺陷散斑图如图8~10所示。

图8 层压板试件的第一组试验处理效果图
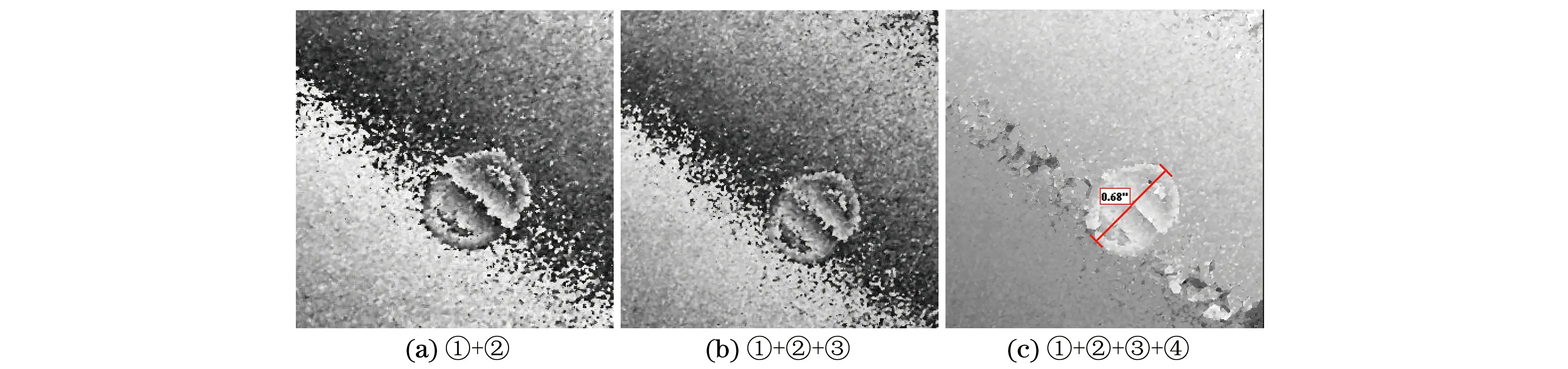
图9 层压板试件的第二组试验处理效果图
试验组合如下所述。
第一组:① 低通滤波; ② 灰度处理; ③ 图像线性趋势处理; ④ 分步解包。
第二组:① 中值滤波; ② 灰度处理; ③ 图像线性趋势处理; ④ 分步解包。
第三组:① 傅里叶滤波; ② 灰度处理; ③ 图像线性趋势处理; ④ 分步解包。
由图8~10可知,经过第三组图像综合处理得到的层压板试件图像的清晰度和对比度较高,辨识度能达到要求,整体效果较好,且3组试验所提取到的缺陷尺寸基本一致,缺陷位置也一样,因此图像综合处理技术能够有效提取层压板结构缺陷的散斑干涉信息。
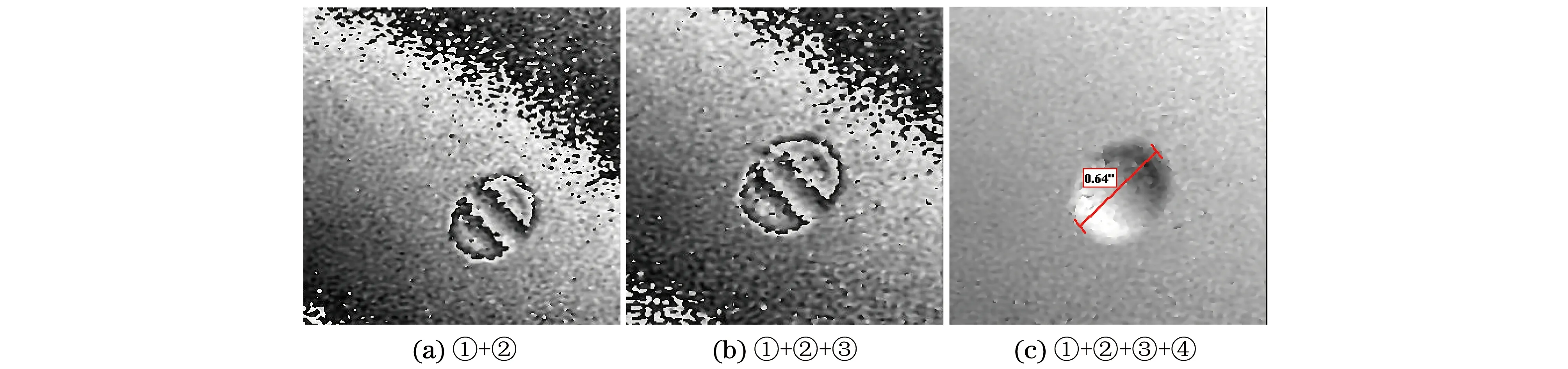
图10 层压板试件的第三组试验处理效果图
3.2 雷达罩检测
对某型飞机雷达罩进行检测,并对其缺陷进行信息提取。由于雷达罩面积较大,将其分为12个区域(见图11),分别对每个区域实施检测,利用图像综合处理技术对检测结果进行处理,结果如图12所示,序号对应检测区域。
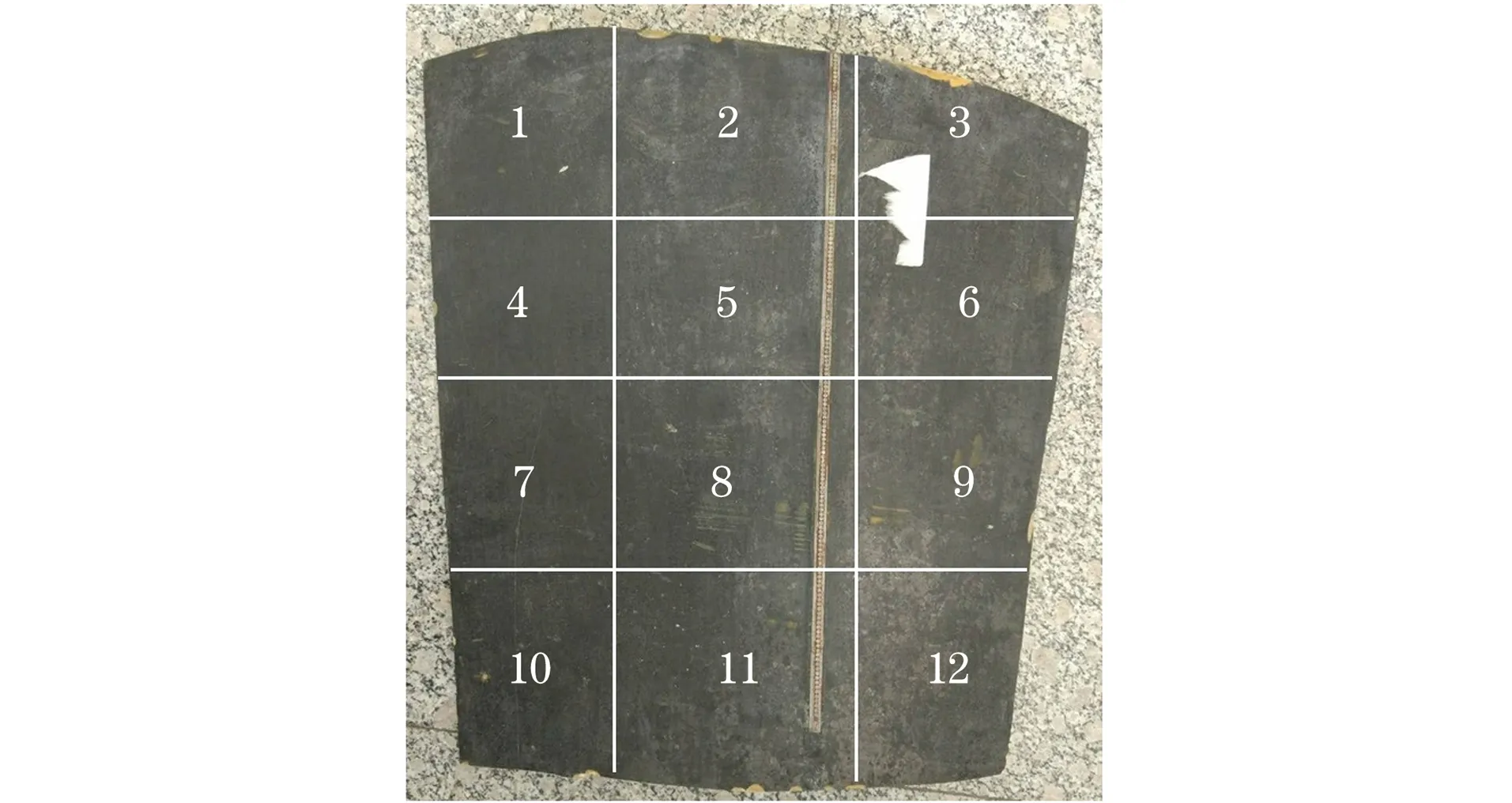
图11 某型飞机雷达罩分区外观
由图12可知,在区域2和区域5存在分层缺陷,缺陷直径大小分别为48,8.13,29.72 mm。
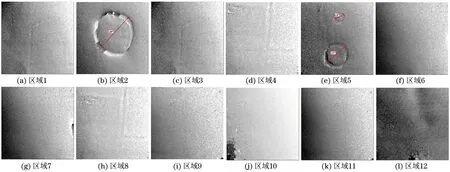
图12 某型飞机雷达罩检测结果处理图像
4 结论
简要介绍了蜂窝复合材料的缺陷形式,提出将傅里叶滤波处理技术和条纹中心法相结合的图像处理技术运用到激光错位散斑检测干涉特征的相位提取中,并结合某型飞机蜂窝复合材料缺陷进行了具体化的应用。研究发现,该技术能够较好地处理缺陷散斑图像特征,提高了检测的有效性和可靠性。
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
包装学报(2022年2期)2022-05-13
现代装饰(2021年1期)2021-03-29
天津医科大学学报(2021年1期)2021-01-26
中国信息技术教育(2020年2期)2020-02-02
小福尔摩斯(2019年2期)2019-09-10
知识就是力量(2018年3期)2018-03-08
都市丽人(2017年4期)2017-04-12
Coco薇(2016年3期)2016-04-06
娃娃画报(2014年9期)2014-10-15