
安装支架成形工艺分析与模具设计
2020-11-12 09:32郭喜禄
模具工业 2020年11期
郭喜禄
(陕西烽火通信集团有限公司,陕西 宝鸡 721006)
0 引言
Z形双向弯曲件应用广泛,传统生产方法是采用单工序模成形,工序分散,所需设备和人员多、劳动强度大,生产周期长、制造成本高,生产效率低。现介绍1种Z形双向弯曲件采用1副弯曲模成形,成形的零件质量好、生产效率高,可满足大批量生产的需求。
1 零件结构分析
图1~图3所示为某车型高度阀安装支架,属于典型的Z形弯曲件,零件的主要成形工序是弯曲和压筋,有向上和向下2个方向的弯曲,Z形中间局部有高7.5 mm、宽48.8 mm、与弯曲线成76°夹角的加强筋。
零件材料为Q235,厚度为2.5 mm,抗拉强度σb为370~500 MPa,屈服强度σs为235 MPa,含碳量适中,综合性能较好,用途广泛。Q235属于低碳钢,冲压性能接近于20#钢,塑性较好,所需冲压力较大,零件未注公差要求一般为GB/T 13914-2002,精度中等。零件2处弯曲均为110°,实际弯曲变形角为70°,零件成形回弹可控。

图1 Z形零件一

图2 Z形零件二
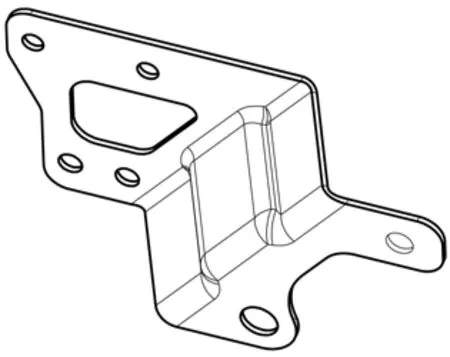
图3 Z形零件三
2 模具结构设计
2.1 模具结构方案
方案1的模具结构如图4所示,待成形零件Z形部分面积大的一端放置在模具的托料板上,托料板上设置2个定位销,利用零件上的孔对其进行定位。零件成形过程:上模下行,Z形凸模与定位在托料板上的毛坯接触并将其压紧,上模继续下行,毛坯开始弯曲成形,随着凸模与凹模之间间隙的缩小,毛坯一边向下运动一边向左运动,上、下模合模后,凸模与凹模之间间隙为一个料厚,零件成形结束。
(1)由于毛坯开始变形时待成形零件上不需要弯曲变形的部位已经发生了弯曲变形,毛坯在成形过程中向下运动的阻力较大,毛坯沿运动方向被拉长,随着材料状态的变化,成形的零件尺寸一致性较差。
(2)毛坯在模具中的放置应保证模具合模方向(上下方向)与待成形零件中部的筋的方向平行,这导致弯曲线与水平面形成一定的夹角,所以凸模和凹模的成形面应与水平面形成一定的夹角,增加加工成本。
方案2的模具结构如图5所示,待成形零件在模具中的位置是Z形弯曲角度(120°)的分中线沿合模方向放置。下模设置定位板对毛坯进行定位。零件成形过程:模具合模Z形凸模与定位在下模上的毛坯接触,继续合模,毛坯开始弯曲成形,随着凸模与凹模之间间隙的缩小,毛坯一边向下运动一边向左或右运动,完全合模后零件成形结束。方案2存在的问题与方案1类似。

图4 模具结构方案1

图5 模具结构方案2
方案3的模具结构如图6所示,待成形零件在模具中的位置是Z形弯曲的中间部分与水平面平行放置。毛坯沿上110°和下110°两个方向弯曲,下凹模上设置定位板对毛坯进行定位。零件成形过程:模具合模,上凸模向下运动与定位在下活动凸模上的毛坯接触,毛坯被压紧,上模继续向下运动,毛坯沿110°方向向上弯曲。弯曲后上模继续向下运动,上凹模与毛坯相接触沿110°方向向下弯曲,向下运动一定距离后2个110°方向弯曲成形,下固定凸模与毛坯接触,继续向下运动,模具合模到位,零件Z形中部宽48.8 mm、高7.5 mm的筋成形,整个零件成形结束。

图6 模具结构方案3
针对上述3种成形方案的比较,对于高度阀安装支架采用方案3成形最合理。
2.2 模具结构特点
固定板6与上模座1通过螺钉与圆柱销固定连接,导柱7紧固在固定板6上,固定板加工有长方形孔将凹模9定位,通过螺钉将凹模9紧固在上模座上。压板10通过限位螺钉3和矩形弹簧2与上模座1弹性定距连接。
活动凸模21、25与下模座17通过限位钉26连接在下模座上,活动凸模21由凹模15、右限位板16、后限位板19和固定凸模24构成四周封闭的空间对其进行定位;活动凸模25由凹模15、右限位板16、前限位板27和固定凸模24构成四周封闭的空间对其进行定位。
凸模的结构如图7所示,在未受外力时其下端面比凹模9高约5 mm,当凸模12受到大于矩形弹簧2的弹力时,凹模9高于凸模12,直到压板10与固定板6相接触,凸模12与凹模9形成设定的高度差。

图7 凸 模
在压力机顶出器的作用下推动限位钉26向上运动,继而推动活动凸模21(见图8)和25向上运动,限位钉26的长度为有顶出力作用时顶起活动凸模21、25上端面高出凹模15约0.5~1.0 mm。当施加在活动凸模21、25上端面外力大于顶出力时,活动凸模21、25向下运动直至其下端面与下模座上表面接触;活动凸模21、25的上端面与凹模15的上端面形成成形零件要求的高度差。
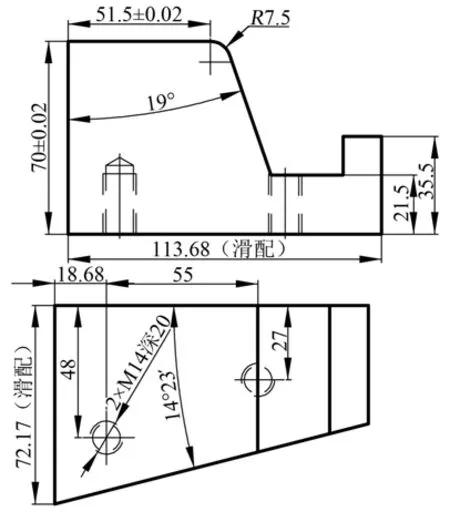
图8 活动凸模21结构
将毛坯放置在活动凸模21、25与凹模15的上端面,左端紧靠在定位板14的定位面上。在压力机滑块驱动下模具合模,当凸模12下端面与毛坯上表面接触,这时活动凸模21、25与凸模12同时对毛坯产生作用力,将其压紧,使毛坯不能在模具内移动。模具继续合模,顺序进行向上110°和向下110°两个方向弯曲,Z形中部宽48.8 mm、高7.5 mm的筋成形,整个零件成形结束。该模具成形的特点是不需要弯曲塑性变形的部位发生塑性变形,成形过程合理,成形零件尺寸稳定。
3 结束语
设计的模具一次试模成功,模具成形的零件尺寸符合图纸要求,批量生产后,零件成形质量稳定,生产效率高,取得了良好的经济效益。
猜你喜欢
模具制造(2022年2期)2022-03-25
模具制造(2022年1期)2022-02-23
模具制造(2021年8期)2021-10-20
模具工业(2021年2期)2021-03-18
制造技术与机床(2018年11期)2018-11-23
机械研究与应用(2018年3期)2018-07-11
中国塑料(2016年6期)2016-06-27
中国塑料(2016年9期)2016-06-13
中国塑料(2016年1期)2016-05-17
中国科技纵横(2015年1期)2015-12-27
