
不同功率的Er∶YAG 激光对白榴石玻璃陶瓷与树脂粘接面粘接强度的影响
2020-10-21 23:49秦娇娇马昂王静吴庆翠李怡然朱亚平焦珊王成坤
吉林大学学报(医学版) 2020年5期
秦娇娇,马昂,王静,吴庆翠,李怡然,朱亚平,焦珊,王成坤
(吉林大学口腔医院牙体牙髓科,吉林 长春 130021)
随着口腔临床技术的发展,计算机辅助设计和计算机辅助制造(computer aided design/computer aided manufacture,CAD/CAM)修复技术的应用越来越普遍。由于优异的生物相容性[1]、独特的美学性能[2-4]以及优良的物理性能[2],玻璃陶瓷被广泛应用于CAD/CAM 修复技术。白榴石玻璃陶瓷是临床最为常见的可切削玻璃陶瓷之一。近年来,掺铒钇铝石榴石(erbium-doped∶ yttriumaluminium-garnet,Er∶YAG)激光被引入口腔医学领域,且在口腔软硬组织疾病的治疗中起到至关重要的作用[5-6]。由于Er∶YAG 激光对硬组织的蚀刻作用[7],许多研究者考虑将Er∶YAG 激光用于瓷修复体粘接面的预处理[2,8-11],但迄今为止,Er∶YAG 激光对于瓷修复体粘接面粘接强度的影响是否达到临床预期并未得到一致的结论[11-13]。本研究旨在使用不同功率的Er∶YAG 激光处理白榴石玻璃陶瓷表面,研究其对瓷修复体粘接面粘接强度的影响,以期指导Er∶YAG 激光在临床上的应用。
1 材料与方法
1.1 实验材料和仪器IPS Empress CAD 白榴石玻璃陶瓷块、光固化复合树脂(型号Tetric N-Ceram)、硅烷预处理剂(型号Monobond N)和树脂粘合剂套装(型号Multilink N)均购自列支敦士登义获嘉伟瓦登特公司,9.5%氢氟酸(吉林省登泰克牙科材料有限公司)。金刚石线切割机(型号STX-202A,沈阳科晶公司),数控超声波清洗器(型号KQ3200DB,昆山市超声仪器有限公司),LIGHTWALKER AT 双波长激光治疗仪(型号M021-5AF/1,德国Fotona 公司),电热恒温培养箱(型号DHP-9052 型,上海一恒科学仪器有限公司),电子万能试验机(型号DNS20,长春试验机研究所有限公司),光学立体显微镜(型号SZX16,日本Olympus 公司),场发射环境扫描电子显微镜(型号XL-30 ESEM FEG,美国FEI 公司)。
1.2 样本分组及表面处理使用金刚石线切割机将IPS Empress CAD 白榴石玻璃陶瓷块切割为84 个7 mm×6 mm×3 mm 的瓷片样本,所有样本根据不同处理方法随机分为对照组、酸蚀组、2 W激光组、4 W 激光组、6 W 激光组、8 W 激光组和10 W 激光组,每组12 个样本。各组分别随机选取10 个样本行硬石膏包埋处理,然后将所有样本依次在600 目、800 目和1 200 目的砂纸上打磨至光滑后进行超声清洗。干燥后对各组所有样本进行表面处理,其中对照组不作处理;酸蚀组使用9.5%的氢氟酸酸蚀处理60 s 后,进行充分的冲洗和干燥;2 W 激光组、4 W 激光组、6 W 激光组、8 W 激光组和10 W 激光组均使用Er∶YAG 激光处理,各组处理功率分别为2、4、6、8 和10 W(对应能量分别为100、200、300、400 和500 mJ,频率均为20 Hz),各组均选用SP 脉宽模式,水气值均为4,使用非接触式手具H02,喷嘴垂直放置在距离样本表面7 mm 的位置,对样本的表面进行20 s 扫描,全过程伴随冷却。将所有样本进行超声清洗,取未包埋样本以备扫描电镜(SEM)观察(n=2),包埋样本进行粘接处理(n=10)。
1.3 粘接样本制备用毛刷在包埋样本上均匀涂布硅烷预处理剂,待其反应60 s 后,用强气流吹掉多余材料,并用毛刷均匀涂布树脂粘合剂。将光固化复合树脂填入直径约4 mm、高度约9 mm 的模具中,施加稳定的载荷,将树脂与瓷样本进行粘接。用探针去除多余粘合剂和树脂,而后将样本进行80 s(每侧20 s)的光固化。最后将样本于37℃的蒸馏水中水浴保存24 h,以备剪切粘接强度(shear bond strength,SBS)测试。
1.4 SBS 测试测量水浴完成后的样本粘接直径,而后置于电子万能试验机的模具中,以0.75 mm·min-1的恒定速度垂直施加载荷,直至样本发生粘接破坏。记录粘接破坏时的最大载荷,采用公式计算SBS 值。SBS(MPa)=P/A=4P/πd²,其中P 为粘接破坏时的最大载荷(N),A 为粘接面积(mm²),d 为粘接直径(mm)。
1.5 粘接失效模式观察及统计使用光学立体显微镜(20 倍放大倍率)检查粘接断面,确定其失效模式并进行个数统计。粘接断面失效模式分为3 种:①粘合剂失效模式(adhesive failure mode),粘接失效完全发生在树脂与陶瓷材料的粘接界面;②内聚失效模式(cohesive failure mode),粘接失效完全发生在树脂材料或者陶瓷材料内部;③混合失效模式(mixed failure mode),粘合剂失效模式和内聚失效模式的组合。
1.6 统计学分析采用SPSS 26.0 统计软件进行统计学分析。各组样本的SBS 值均符合正态分布,以表示,多组间样本均数比较采用单因素方差分析,组间两两比较采用LSD-t检验。以P<0.05 为差异有统计学意义。
2 结果
2.1 各组样本的SBS 值与对照组比较,其他各组样本SBS 值均升高(P<0.01)。2 W 激光组、4 W 激光组、6 W 激光组、8 W 激光组和10 W 激光组样本SBS 值依次升高且各组间比较差异均有统计学意义(P<0.01)。与酸蚀组比较,2 W 激光组、4 W 激光组、6 W 激光组和8 W 激光组样本SBS 值均降低(P<0.01),但10 W 激光组样本SBS 值差异无统计学意义(P>0.05)。见表1。
表1 不同方法处理后各组样本SBS 值Tab.1 SBS values of samples in various groups after treated with different methods(n=10,,P/MPa)
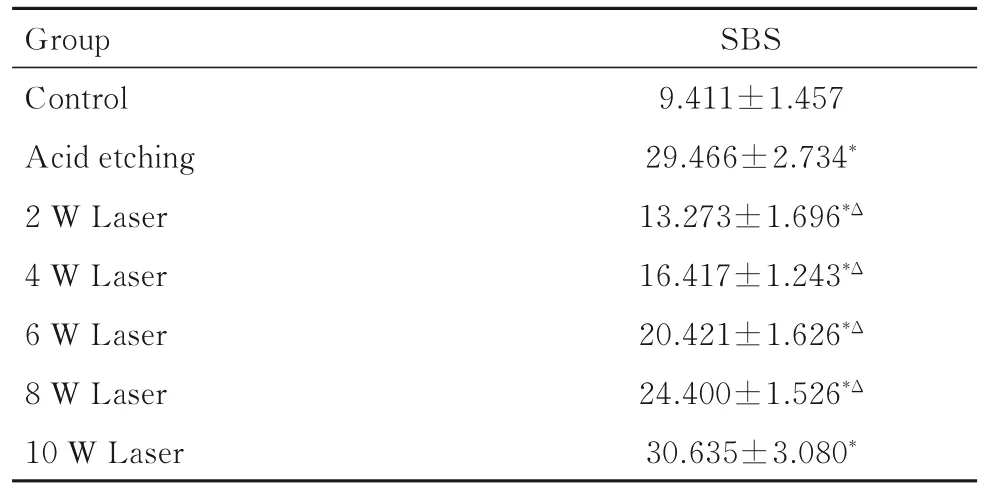
表1 不同方法处理后各组样本SBS 值Tab.1 SBS values of samples in various groups after treated with different methods(n=10,,P/MPa)
*P<0.01 compared with control group;ΔP<0.01 compared with acid etching group.
2.2 各组样本粘接失效模式除6 W 激光组出现1 个混合失效模式以外,其余各组均为粘合剂失效模式,无内聚失效模式出现。见表2。
2.3 各组样本的表面形貌各组处理后瓷片样本表面的SEM 图片见图1,放大倍数均为4 000 倍。对照组为未经处理的陶瓷表面,相对较为光滑(图1A);酸蚀组样本表面可见许多深浅不一的不规则凹槽,呈现出十分明显的“蜂窝状”结构(图1B);2 W 激光组样本表面可见小范围的瓷层剥脱形成的凹坑状改变,4 W 激光组样本表面凹坑的面积和深度有所增加,6 W 激光组样本表面可见连续的大块剥脱,8 W 激光组和10 W 激光组样本表面可见凹坑数量增多,呈现出明显的“鳞片状”外观(图1C~G)。

表2 不同方法处理后各组样本失效模式Tab.2 Failure modes of samples in various groups after treated with different methods
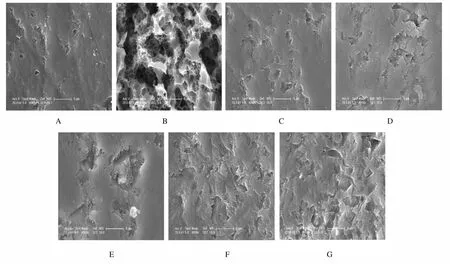
图1 不同方法处理后各组样本的表面形态(SEM,×4 000)Fig.1 Surface morphology of samples in various groups after treated with different methods(SEM,×4 000)
3 讨论
间接陶瓷修复体的远期效果主要取决于树脂粘合剂与陶瓷之间持久且稳定的微机械互锁或者化学键合[14],增加两者微机械互锁主要是通过增加瓷修复体粘接面的表面粗糙度,通常采用机械和化学方法,机械方法包括金刚石钻头处理[4]、砂纸盘打磨及喷砂[11]等,化学方法主要是指采用氢氟酸酸蚀[4,11]处理。根据陶瓷种类的不同,表面处理的方法也不同,对于玻璃陶瓷而言,氢氟酸处理是目前临床上最有效[4]且最常用[10]的方法。氢氟酸蚀刻主要是消除玻璃陶瓷的玻璃相,使晶体颗粒暴露出来,在陶瓷表面形成了普遍的微孔,从而促进树脂水门汀的微机械固位,因而可以提供有效的粘接强度[4,11]。但这种方法也有存在缺点:氢氟酸处理不但临床操作时间长且处理后难以完全去除,还会增加软组织烧伤的风险[15]。因此,寻找一种合适的处理瓷修复体粘接面的方法是必要的。近年来,Er∶YAG 激光被认为是处理瓷修复体粘接面可能的替代方法[15],目前关于这方面的研究正在进行但尚有不足。因此,本文作者考虑使用Er∶YAG激光来处理玻璃陶瓷表面,并以氢氟酸酸蚀处理组作为对比标准。
在通过各种方法处理完瓷修复体粘接面后,使用硅烷偶联剂可以提高处理表面的润湿性并促进树脂的甲基丙烯酸酯基与陶瓷中的二氧化硅之间形成共价键,从而形成促进粘合的结构层[2,10]。因此本实验同时使用硅烷预处理剂处理瓷修复体粘接面。
在本研究中,使用不同功率的Er∶YAG 激光处理白榴石玻璃陶瓷表面,并且测定了处理后的陶瓷材料与树脂之间的SBS 值,结果显示:与对照组比较,氢氟酸处理组和激光处理各组样本的SBS 值均有不同程度升高,提示Er∶YAG 激光辐照可以在一定程度上增强白榴石玻璃陶瓷表面的粘接性能,但不同功率激光所引起的增强效果并不相同。目前认为可以应用Er∶YAG 激光处理牙科陶瓷材料表面[16],因Er∶YAG 激光蚀刻通过将光能转化成热能,局部高温可以在陶瓷表面形成微爆破[17],从而去除陶瓷的玻璃相[12]而产生粗糙的表面[18],以此来增加陶瓷表面的粘接强度。但激光参数不同时所释放的能量不同,对陶瓷表面粘接效果的影响亦不相同,本研究选择不同功率作为研究变量。
本研究结果显示:随着Er∶YAG 激光处理功率的增加,玻璃陶瓷表面与树脂之间的SBS 亦增加,这与其他学者的研究结果[12-13]一致。其原理可能是随着激光功率的增加,提供给陶瓷表面的热量也增加,进而可以提供更加粗糙的陶瓷表面,促进了陶瓷与树脂粘合剂之间的微机械互锁,因而检测到的SBS 值随之增加。但其功率并非越大越好,过高的功率可能会引起材料的过度老化[19]及陶瓷表面的破坏,因此本实验结合临床操作及以往研究的数据设置,以10 W 作为研究的最大功率。
本研究结果显示:当Er∶YAG 激光的处理功率未达到10 W 时,陶瓷与树脂之间的SBS 值并不能够达到类似氢氟酸组的程度,但当功率达到10 W 时,则可达到。研究[12]表明:尽管以5 W 的Er∶YAG 激光照射能有效地增强树脂与长石质瓷之间的粘接强度,但仍不能作为氢氟酸的替代方法,这一结果与本研究结果相符。YAVUZ 等[11]研究结果表明:Er∶YAG(10 W)激光处理长石质玻璃陶瓷时,可以得到与氢氟酸处理瓷表面相似的粘接强度。但上述研究与本实验的玻璃陶瓷种类不同,由于成分不同,不同种类陶瓷对于激光处理的反应是否相同,仍有待进一步研究。
本研究同时进行了粘接断面失效模式统计,结果显示:失效模式主要表现为粘合剂失效,还有极少数混合失效,但并未出现内聚失效模式。有研究者[9]提出:混合失效在临床上较粘合剂失效更可取,因为这种类型的失效通常显示出足够的界面粘接力。由此可以推断,尽管通过各种表面处理可提高树脂与白榴石玻璃陶瓷表面之间的粘接强度,但这种结合仍然不够牢固,并且低于树脂复合材料和陶瓷的内聚力。同时,本研究中内聚失效模式的缺失也表明:Er∶YAG 激光处理并未引起陶瓷的内部弱化,这与其他文献[20-24]的结论一致,也为Er∶YAG 激光应用于临床提供了理论依据。
本研究结果表明:氢氟酸处理及不同功率的Er∶YAG 激光处理均不同程度地改变白榴石玻璃陶瓷的表面形貌。氢氟酸蚀刻的陶瓷表面表现出十分明显的“蜂窝状”结构。激光处理的陶瓷表面则呈现出不同程度的凹坑样改变,当处理功率为2 W、4 W 和6 W 时,陶瓷表面表现为随处理功率增加,凹坑的面积和深度增加,当激光处理功率达到8 和10 W 时,陶瓷表面凹坑面积和深度有所下降但数量增加呈现出“鳞片状”外观。结合本实验中SBS 值的变化可以推断:广泛的粗糙表面更有助于瓷修复体粘接面与树脂粘合剂之间的微机械互锁。氢氟酸处理后陶瓷表面的SBS 值与10 W 功率的Er∶YAG 激光处理结果相似,但是两者的样本表面形貌却差异较大。可能与本实验中氢氟酸酸蚀的时间有关,有研究者[23]提出:氢氟酸腐蚀60 s或更长时间可能会产生负面影响,因为会在陶瓷表面形成深而薄的不规则区域,粘合剂难以扩散至其中,从而存在降低粘接效果的可能性。同时,也可能是由于氢氟酸处理后陶瓷表面的酸蚀剂难以完全去除,残余的酸蚀剂影响了树脂粘合剂进入玻璃陶瓷的微孔区域,进而影响微机械互锁的形成,因而一定程度上降低了粘接强度。
综上所述,Er∶YAG 激光辐照可以在一定程度上增强树脂与白榴石玻璃陶瓷表面之间的SBS,并且当激光功率达到10 W 时,可以考虑将Er ∶YAG 激光作为氢氟酸的替代来进行白榴石玻璃陶瓷表面的预处理。
猜你喜欢
天津化工(2022年2期)2022-04-26
阅读(快乐英语高年级)(2021年11期)2021-03-08
发明与创新·中学生(2019年6期)2019-06-26
中国盐业(2018年18期)2019-01-14
中国房地产业(2018年10期)2018-02-10
浙江化工(2018年1期)2018-02-03
汽车文摘(2017年5期)2017-12-05
粘接(2016年3期)2016-02-07
汽车零部件(2015年1期)2015-12-05
汽车文摘(2014年10期)2014-12-13
