J422焊条最优药皮质量系数研究与探索
2020-10-21 01:45陈辰
湖北农机化 2020年16期
陈 辰
(青海高等职业技术学院,青海 海东 810700)
1 试验方法及过程
1.1 试验材料
本次试验选用母材为200mm×100mm×12mm的45钢钢板,选用焊芯材料为H08A,其板材和焊芯的化学成分见表1;本试验药皮的配料主要有水玻璃、大理石、钛铁矿、长石、云母、金红石、海泡石、钛白粉、锰铁。
1.2 试验方案
首先依照结构钢焊条参考配方,见表2。配制成药皮质量系数分别为20%、50%和80%的焊条,共3根,并进行焊接,通过在焊接过程中的工艺性能、显微组织、硬度等,确定最优药品质量系数。
1.3 焊条的制备
将3根φ3.2mm的焊芯打磨干净,用天平称取其重量,取平均值得到焊丝重量为36.4g,按照药皮质量系数配制好药粉,将药粉倒入瓷钵并用磁棒搅拌均匀,覆盖在焊丝表面,将搓制完成的焊条按照顺序编号放置在干燥处晾干。
2 最优药皮质量系数的确定
2.1 不同药皮质量系数对J422焊条工艺性的影响
如表3所示,在45钢试样上进行堆焊时,不同药皮质量系数对J422焊条工艺性的影响。
从表3中可以看出,在其他条件一定的情况下,当药皮质量系数为50%,焊条的引弧性、稳弧性最好,飞溅小,脱渣性好,利于施焊者施焊,并且焊缝成形美观。当药皮质量系数为20%时,焊条的引弧性和稳弧形较差,难于施焊。焊接渣覆盖率差,焊缝成形差,焊接质量和效率都很低。当药皮质量系数为80%,飞溅大,脱渣性差。综合考虑药皮质量系数为50%工艺性能最优。
2.2 不同药皮质量系数对45钢焊接接头力学性能的影响
由表4可知焊缝区硬度在药皮质量系数为50%的时候最大,药皮质量系数为20%和80%相差不多。当药皮质量系数为50%时焊接接头的热影响区硬度最大,当药皮质量系数为80%时焊接接头的热影响区硬度值最小。综上所述,当药皮质量系数为50%时,焊缝区和热影响区的硬度值达到最大,此时45钢焊接接头具有最优的力学性能。

表1 45钢化学成分质量分数ω(%)

表2 J422焊条参考配方

表3 不同药皮质量系数对焊条工艺性的影响

表4 45钢焊接接头硬度值表(HRC)
2.3 不同药皮质量系数对45钢焊接接头组织的影响
由上述硬度分析可知,药皮质量系数为50%时,45钢焊接接头的硬度值最大,此时焊接接头具有最佳的工艺性能和力学性能。图1和图2分别为不同药皮质量系数在焊缝区和热影响区的500倍的显微组织。
根据图1可知,在同一区域内,随着药皮质量系数的增加,组织晶粒度逐渐变大,由单一的细晶状白色铁素体转变为黑色珠光体组织,焊缝区应该存在索氏体,所以硬度值较大。熔合区和热影响区都分布着贝氏体、珠光体、高碳马氏体。图2可以观察到热影响区熔合线两侧组织差异很大,热影响区比焊缝区存在更多的珠光体和马氏体。药皮质量系数为50%时,熔合线两侧组织均匀细密,熔合区组织存在较多的珠光体和贝氏体,高碳马氏体较少,结合硬度分析可知,药皮质量系数为50%力学性能和组织最好。
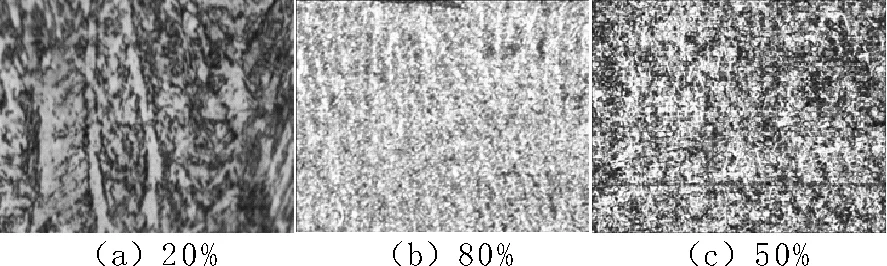
图1 不同药皮质量系数的焊缝区的显微组织500×
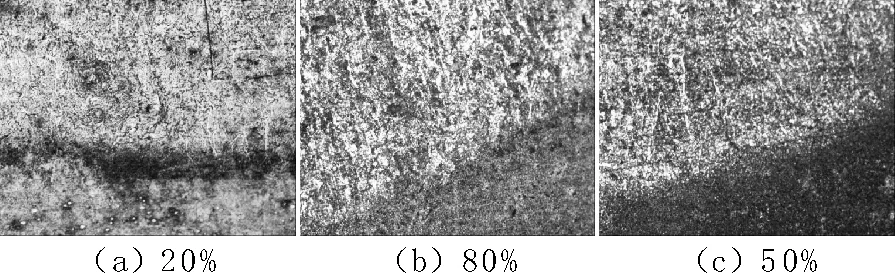
图2 不同药皮质量系数的热影响区显微组织 500×
由此可见,焊缝金属在熔化焊时,同样经历重新熔化、结晶凝固、转变过程,它的组织特征表现为铁素体转变成珠光体、马氏体和贝氏体。在焊缝区堆焊金属中组织成细条状和块状分布;在热影响区,冷却速度快组织的晶粒有所长大。
综上所述,药皮质量系数为50%时,45钢焊接接头的工艺性和力学性能最优,因此最优药皮质量系数选择50%。
3 结论
(1)在其它条件一定的情况下,当药皮质量系数为50%,焊条的引弧性、稳弧性最好,飞溅小,脱渣性好,利于施焊者施焊,并且焊缝成形美观。
(2)焊缝区硬度在焊条药皮质量系数为50%的时候最大,药皮质量系数为20%和80%相差不多。药皮质量系数为50%时,焊接接头的热影响区硬度较大,在熔合区和热影响区则均匀的分布着珠光体、马氏体,贝氏体等组织。当药皮质量系数为50%时,熔合线两侧组织均匀细密,存在较多的珠光体、铁素体和贝氏体以及部分索氏体,药皮质量系数为50%,焊接接头的力学性能最好,组织最均匀。
猜你喜欢
钢管(2022年4期)2023-01-05
金属热处理(2022年9期)2022-10-21
航空制造技术(2022年5期)2022-07-15
汽车工艺与材料(2021年4期)2021-04-23
焊管(2020年8期)2020-09-08
汽车维护与修理(2019年22期)2019-12-30
热处理技术与装备(2019年3期)2019-12-22
武汉科技大学学报(2019年4期)2019-07-04
热处理技术与装备(2019年1期)2019-03-14
机械制造文摘·焊接分册(2014年3期)2014-08-14