
CFRP表面的激光处理及其结构与性能研究
2020-09-16 11:17:24周柄岑孔海娟倪雨萌晏其凤
合成纤维工业 2020年4期
周柄岑,吴 瑶,孔海娟,3*,倪雨萌,晏其凤,冯 龙
(1.上海工程技术大学 材料工程学院,上海 201620; 2.上海市轻质复合材料重点实验室,上海 201620; 3.上海工程技术大学 上海市激光先进制造技术协同创新中心,上海 201620)
碳纤维增强复合材料(CFRP)作为最先进的一类汽车轻质材料,具有比强度和比模量高、设计自由度大、抗疲劳性和阻尼性好等特点[1]。目前,国内外汽车设计研究表明CFRP的应用提高了燃油经济性,改善了结构承载能力与抗冲击性能,也大大减少零件数和装配成本。
对于复合材料与复合材料、复合材料与金属的连接一般采用胶接连接方式,一方面可以避免机械铆接打孔对纤维的破坏和应力集中,同时胶层还可以阻止碳纤维和金属之间的电化学腐蚀。但是由于CFRP表面富树脂且比较光滑,与结构胶之间的界面结合性能较差。目前,一般采用化学处理、机械打磨、等离子体处理等方法对CFRP和金属进行表面处理,以去除表面残留杂质,提高活化能,增大表面粗糙度,但这些方法存在污染较大、效率低、表面处理后不均匀等缺点[2-7]。
激光由于热效应小,加工速度快,在连接领域已经被应用在烧蚀材料制备表面织构以改善材料润湿性和连接强度。F.FISCHER等[8]利用准分子紫外激光器对CFRP表面进行预处理,发现这种激光处理适合于在粘结剂的强度和粘结强度的范围内实现内聚性破坏,这种经激光处理后的CFRP表面与粘结剂的粘结强度与经砂纸打磨的粘结强度相当或是超过经砂纸打磨的粘结强度。F.L.PALMIERI[9]等采用三倍频掺铝钇铝石榴石(Nd:YAG)激光器对CFRP进行处理,发现使用355 ns脉冲Nd:YAG激光对CFRP烧蚀,烧蚀厚度为10~12 μm时,碳纤维损伤很小。T.YOKOZEKI[10]对CFRP进行激光处理,认为激光处理之后胶接性能提高主要是跟CFRP表面粗糙度增加、C—O等活性基团增加、表面脱模剂等杂质的去除有关。飞秒激光由于更短脉宽、更鲜明“冷加工”特性,在处理CFRP表面时可以有效去除环氧树脂而最大程度地不损伤碳纤维,里斯本大学V. OLIVEIRA[11]利用550 fs的飞秒激光获得了无损伤的碳纤维(直径10 μm),且在碳纤维表面诱导生成了亚波长周期性微纳结构(300 nm),对复合材料的表面影响较大。
作者采用光纤激光器对CFRP表面进行处理,通过研究激光的光斑直径(Dg)和Z轴距离(LZ)的关系,研究了LZ对CFRP表面形貌、结构的影响,以及对CFRP与铝合金单搭接胶接接头的拉伸剪切强度(τ)的影响,为CFRP的应用提供参考。
1 实验
1.1 材料及试样
铝合金:牌号为6063,市购; HY-J661高强结构胶:自制;丙酮:分析纯,上海凌峰化学试剂有限公司产;碳纤维预浸料:规格为T700,12 K,日本东丽株式会社产。
1.2 设备与仪器
热压罐:有效工作尺寸为φ1 m×2 m,西安龙德科技有限公司制; DZF-6020烘箱:上海齐欣科学仪器有限公司制;SB-5200DT超声清洗机:宁波新芝生物科技有限公司制;5000W光纤激光焊接机:深圳市弗镭斯激光技术有限公司制;ACS-30电子台秤:康市华鹰衡器有限公司制;Quanta 250环境扫描电子显微镜(SEM):美国FEI公司制:NT9100光学轮廓仪:美国维易科精密仪器有限公司公司制; LD23型万能拉伸试验机:深圳兰博三思材料检测有限公司制。
1.3 实验方法
CFRP层压板的制备:以东丽12 K碳纤维预浸料,通过热压罐法制备CFRP;再按照GB/T 7124—2008对CFRP进行水切割制备标准样条,样条大小为100 mm×25 mm×1.5 mm。
激光处理CFRP表面:采用长脉冲光纤激光器(功率5 000 W)处理CFRP样条表面。操作条件为:激光波长1 064 nm,频率60 Hz,脉宽1.0 ms,扫描速度200 mm/min,能量0.12 J,通过调节激光器与试样之间的距离即LZ(15~35mm)调试Dg处理CFRP。
CFRP与铝合金单搭接胶接试样的制备:将激光处理后的CFRP样条置于适量丙酮中超声清洗15 min后,放入60 ℃鼓风烘箱中干燥2 h。将铝合金板用砂纸打磨处理后,裁剪成100 mm×25 mm×1.5 mm尺寸大小放入干燥箱中烘2 h,胶接备用。利用模具将处理好的铝合金板和CFRP按GB/T 7124—2008进行单搭接胶接,然后将胶接试样置入60 ℃烘箱中,待胶黏剂交联固化2 h后,将所得的试样至于常温固化6~8 d,即得到CFRP与铝合金单搭接胶接试样。
1.4 分析与测试
Dg:移动激光头与工作台的距离,LZ以5 mm为间隔,频率设置为60 Hz。将激光光纤打标纸放置工作台上,用游标卡尺测出测量打出的Dg大小,即为不同LZ下激光器的Dg。
表面粗糙度:采用NT9100光学轮廓仪对激光处理后的CFRP中表面粗糙度进行测试,材料表面任选5个点进行测试,粗糙度的最终值通过计算5个点的平均值而得到。
拉伸剪切强度(τ):采用万能拉伸试验机对胶接样条进行强度测试。试样尺寸为100 mm×25mm的样条单搭接,胶接区域为12.5mm×25mm。试样拉伸速率为2 mm/min。每组测试5个试样,取平均值。对搭接的胶粘剂的τ按式(1)计算:
τ=F/(b×l)
(1)
式中:F为试样剪切破坏的最大负荷;b为试样搭接面宽度;l为试样搭接面长度。
表观形貌:对处理后的CFRP纤维表面通过喷金处理之后,采用SEM观察其形貌并拍照。
CFRP表面烧蚀率:在单位时间内,将激光作用在CFRP材料表面,测定CFRP材料的质量损失。CFRP表面烧蚀率按激光辐照前后的质量差与激光辐照时间之比进行计算。
2 结果与讨论
2.1 Dg与LZ的关系
从图1可以看出,当LZ为35 mm时,得到的激光束光斑不圆,这是由于聚焦效果较分散,能量不均匀造成的,得不到比较规整的圆形;随着LZ的降低,其光斑逐渐趋于圆形,在LZ为10 mm时,激光的Dg达到最小为1.25 mm,这表明激光器的焦点在LZ为10 mm处聚焦效果最好,能量最高。LZ大于10 mm后,可以通过增加LZ,进而改变激光Dg的大小,分散激光聚焦能量,使CFRP中心场效应减小。
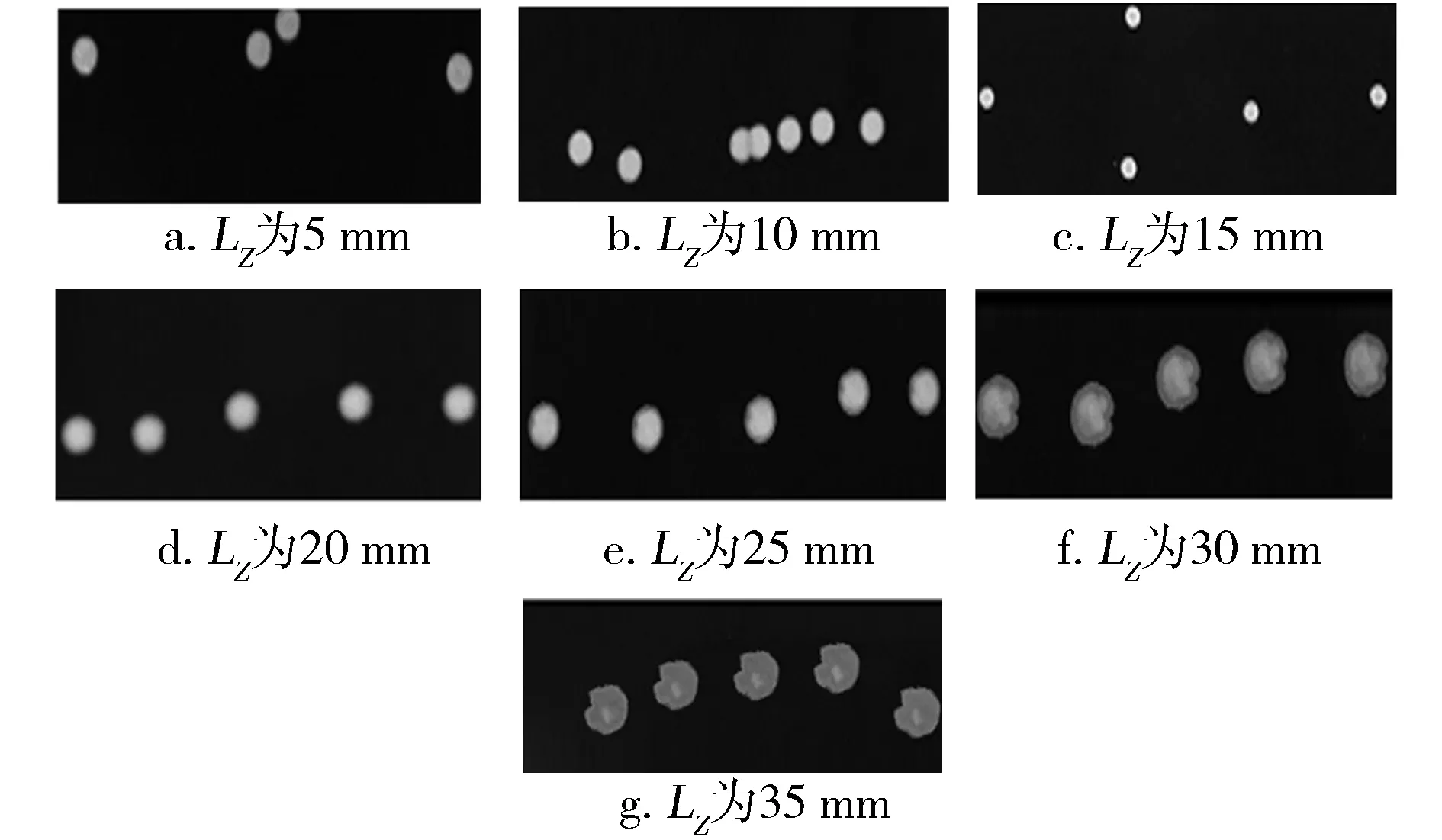
图1 不同LZ下的激光作用CFRP表面的光斑
从图1还可以看出,当LZ值增大到一定值(LZ为30 mm)时,激光束在工作台的聚焦效果差,光斑聚焦形成的图形不是圆形,是无规则图像,Dg无法测量,所以激光处理CFRP表面时LZ不能太大。LZ为5~25 mm时激光作用CFRP表面的Dg如表1所示。由表1可看出,随着LZ的增加,Dg增大,这是由于当提高 Z 轴的距离,分散激光聚焦功率,使 CFRP表面中心场效应减小,因而Dg增大。

表1 Dg与LZ的关系
2.2 LZ对激光处理CFRP表面形貌的影响
从图2可以看出:对于表面未处理的CFRP,其表面相对比较平滑,没有碳纤维显现出来(见图2g);当LZ为20 mm时,CFRP表面富有的环氧树脂基本去除,碳纤维几乎没有被破坏,排列仍然规整,方向基本保持不变;而从其放大图(见图2b)中可以看出,此条件处理下的碳纤维表面基本上不含有环氧树脂,相对比较干净,环氧树脂去除的效果较好;在LZ为25 mm时,碳纤维表面含有部分环氧树脂,未完全除去,但是不会有环氧树脂累积和碳纤维的断裂;在LZ为30 mm时, CFRP表面环氧树脂基本得到去除,但通过其放大图(见图2f)可知碳纤维上仍包覆有环氧树脂。
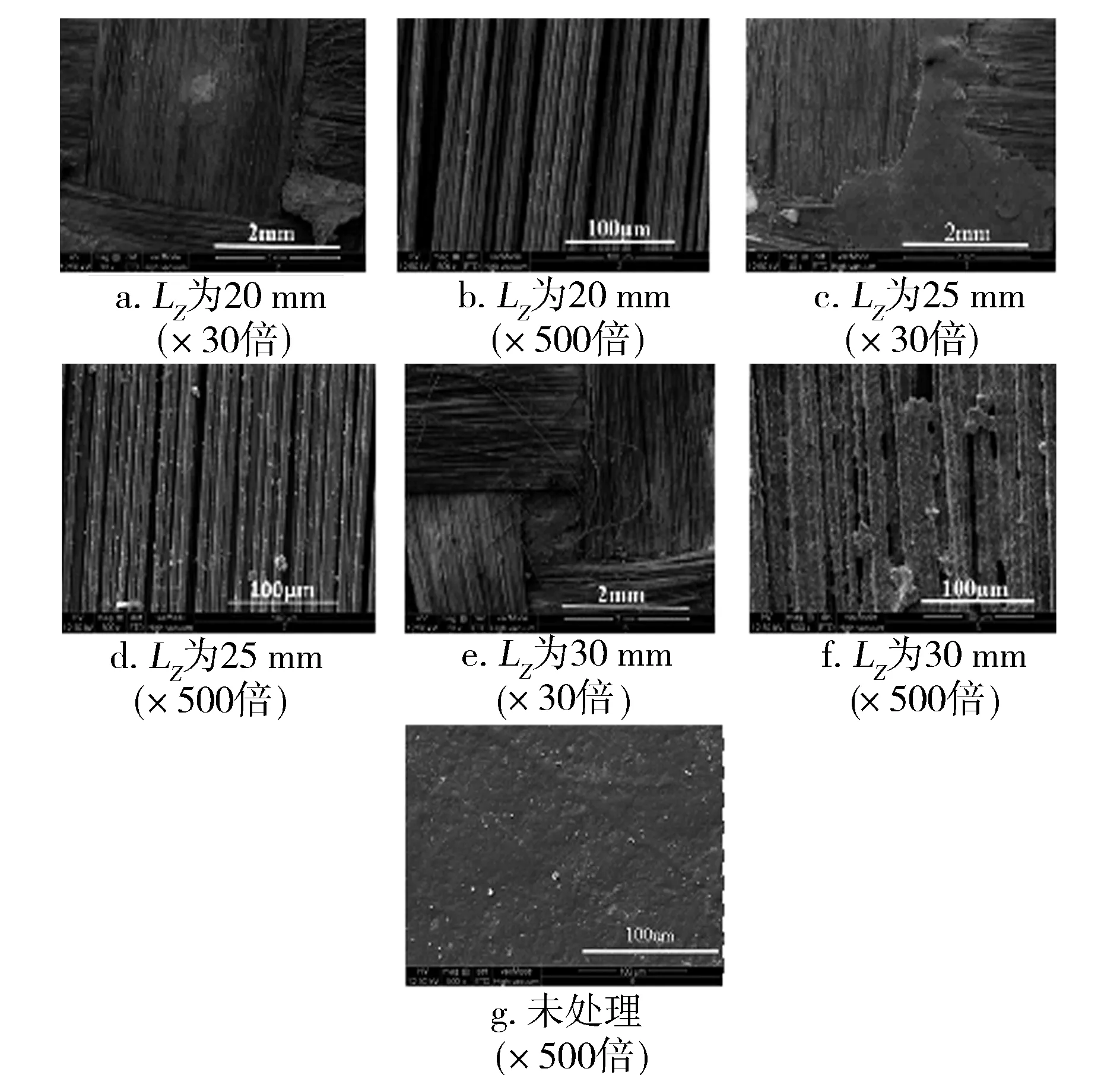
图2 不同LZ下激光处理CFRP表面的SEM照片
这是因为随着LZ的增加,激光照射在CFRP表面的Dg增大,而实际激光作用在CFRP的功率降低,能量较小,故对环氧树脂去除量减少。所以,通过改变LZ,可实现激光作用在CFRP表面光束能量大小,在LZ为20 mm,CFRP表面环氧树脂基本去除,且CFRP基体中碳纤维没有发生部分氧化和裂解,保持原有状态。
2.3 LZ对激光处理CFRP表面烧蚀率的影响
由图3可知:在LZ为15~20 mm时,CFRP 表面烧蚀率增大,当LZ为20 mm时CFRP 表面烧蚀率达到最大,为7.6 g/s;在LZ为20~35 mm时,随着LZ的增大,CFRP表面烧蚀率下降。这是因为在LZ为15 mm时,激光聚焦在CFRP上的Dg小,作用能量集中,CFRP表面环氧树脂发生气化,基体内部的环氧树脂发生气化,产生的气体使碳纤维发生热膨胀和部分氧化,同时气体能量过高,产生的气体压力较大时会通过碳纤维间的缝隙溢出或者对碳纤维造成损伤;LZ为20 mm时Dg稍大,CFRP吸收能量相对较小,碳纤维内部环氧树脂熔融、裂解,但裂解的气体压力不大,不对基体中的碳纤维产生作用,基体碳纤维基本没发生变化,烧蚀率增加;随着LZ继续增加,激光作用CFRP表面的Dg越来越大,能量愈加发散,CFRP吸收的能量减少,表面环氧树脂熔融量及裂解量变少,导致CFRP表面烧蚀率下降。
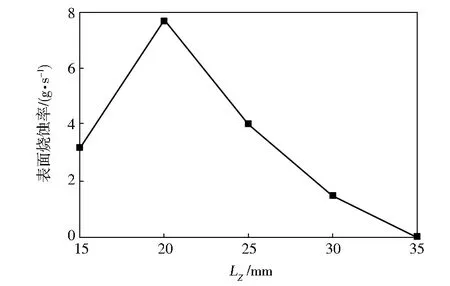
图3 CFRP表面烧蚀率与LZ的关系曲线
2.4 LZ对激光处理CFRP表面粗糙度的影响
从图4可知,在LZ为25 mm时,CFRP表面粗糙度最小;LZ为30 mm时,表面粗糙度最大。这是由于在LZ为20 mm时,CFRP表面的环氧树脂全部熔融,表面呈现为排列规整的碳纤维(见图2b),表面粗糙度较低;LZ为25 mm时,激光束作用在CFRP表面的Dg增大,表面环氧树脂熔融和裂解量较小,碳纤维上包覆少量环氧树脂,填充了碳纤维之间的间隙,CFRP表面粗糙度降低;随着Dg的不断增加,CFRP表面包覆环氧树脂量增加,表面粗糙度增加;当LZ为35 mm时,作用在CFRP表面的光斑已不是圆形,激光能量损失多,CFRP表面吸收能量少,CFRP表面环氧树脂只有部分熔融,表面粗糙度降低。以上结果表明,LZ越大时,Dg减小,聚焦在激光表面上的能量发生变化,对CFRP表面形貌的影响较大。

图4 CFRP表面粗糙度与LZ的关系曲线
2.5 CFRP与铝合金单搭接接头的τ
从表2可知,LZ为20 mm时,CFRP与铝合金单搭接接头的τ最高;在LZ为25~35 mm时,随LZ增大,CFRP与铝合金单搭接接头的τ变小。

表2 LZ对CFRP与铝合金单搭接接头的τ的影响
这是由于在LZ为15,20 mm时,Dg较小,CFRP表面环氧树脂基本去除,胶黏剂与纤维与上浆剂之间相互作用,使CFRP与铝合金单搭接接头的τ提高;随着LZ进一步增加,CFRP表面环氧树脂去除量较少,胶黏剂主要与融化环氧树脂和未融化环氧树脂,以及部分碳纤维相互作用,各个部分作用力不相同,导致CFRP与铝合金单搭接接头的τ较低。而在LZ为30 mm时,CFRP与铝合金单搭接接头的τ突然增大的原因是,LZ为30 mm时的表面粗糙度最大,从而导致在一定程度上会使得τ增加。
3 结论
a. 激光的LZ影响激光的Dg和功率,从而使LZ对激光处理后的CFRP表面形貌、烧蚀率、表面粗糙度以及对铝合金胶接时单搭接接头的τ影响不同。
b. 在不破坏CFRP中的碳纤维的前提下,CFRP表面烧蚀率越高,CFRP与铝合金胶接强度越高。
c.LZ为20 mm时,激光处理后的CFRP表面烧蚀率最大为7.6 g/s,CFRP与铝合金单搭接接头的τ最大为15.46 MPa。
猜你喜欢
安徽师范大学学报(自然科学版)(2022年3期)2022-07-14 03:54:42
甘肃科技(2020年20期)2020-04-13 00:30:18
模具制造(2019年4期)2019-06-24 03:36:48
制造技术与机床(2017年7期)2018-01-19 02:30:00
软件(2017年6期)2017-09-23 20:56:27
上海建材(2017年2期)2017-07-21 14:02:10
计算机测量与控制(2017年6期)2017-07-01 16:24:14
制造技术与机床(2017年12期)2017-02-02 07:05:05
材料科学与工程学报(2016年2期)2017-01-15 13:34:40
浙江大学学报(工学版)(2016年9期)2016-06-05 09:20:52
