AH70DBD焊接性能研究
2020-09-10 06:16徐党委陈尹泽
河南冶金 2020年3期
孙 斌 徐党委 陈尹泽
(安阳钢铁集团有限责任公司)
0 前言
随着冶金和制造技术的发展,人们在设计钢结构和工程机械结构时,希望用高强高韧材料代替低强度材料,达到安全、降低自重等要求。同时,随着焊接技术的发展,人们在钢结构制造中越来越追求无预热或低预热焊接,以适应恶劣条件下的焊接要求。因此,低碳贝氏体高强度钢的设计思想应运而生。其思想是通过降低钢中的碳含量,充分利用微合金和淬透性元素,获得细小的低碳贝氏体组织,达到使钢具有高强、高韧、良好焊接性能的目的。国内煤矿液压支架用钢铁材料的更新换代,为高强度钢的发展提供了广阔的市场,推动了低碳贝氏体钢的发展,煤矿综采设备中液压支架的消费达到60%左右,其中钢板焊接结构件约占支架重量的75%。液压支架用高强钢板在近10 余年内得到了飞速发展。2000年前普遍采用16Mn、 15MnVN,之后屈服强度460 MPa、550 MPa、和690 MPa级高强钢板相继得到使用并被逐步推广[1],其中仅煤机行业700 MPa级以上的高强度钢板一年的用量就达到了20万吨以上。
随着具有高强度、高韧性和低焊接裂纹敏感性低碳贝氏体钢的出现,又使得通过降低碳含量来改善焊接性能的趋势更为明显[2]。
1 AH70DB的钢板实物质量
对AH70DB钢板进行了全面测试,其实测化学成分、力学性能、系列温度冲击功分别见表1、表2和表3。

表1 实际测试AH70DB钢化学成分 %

表2 对应测试AH70DB钢力学性能

表3 系列温度冲击功
通过以上测试,说明AH70DB具备良好的强度、优异的韧性、良好的延伸性能,其组织为低碳贝氏体,同时具备低的碳当量(Ceq≤0.42%)和低的焊接裂纹敏感性指数(Pcm≤0.19%),有良好的焊接性能。为确定其焊接性能,进行了焊接性能试验。
2 AH70DB焊接性能
2.1 AH70DB钢的临界点
试验按GB5056《钢的临界点测定方法》进行,AH70DB钢的临界点测定结果见表4(表中:AC1—铁素体向奥氏体转变的开始温度;AC3—铁素体向奥氏体转变的终了温度;MS—奥氏体转变为马氏体的开始温度)。

表4 AH70DB钢临界点测定结果 ℃
2.2 焊接CCT图
焊接CCT图测定按GB5057《钢的连续冷却转变曲线图的测定方法》进行,不同冷却条件下AH70DB钢模拟热影响区过热区硬度见表5(表中:Cbs——贝氏体开始转变的临界冷却时间;Cmf——马氏体转变终了临界冷却时间;Cfs——铁素体开始转变的临界冷却时间;Cps——珠光体开始转变的临界冷却时间),AH70DB钢焊接CCT图,如图1所示。

表5 AH70DB焊接CCT测试数据
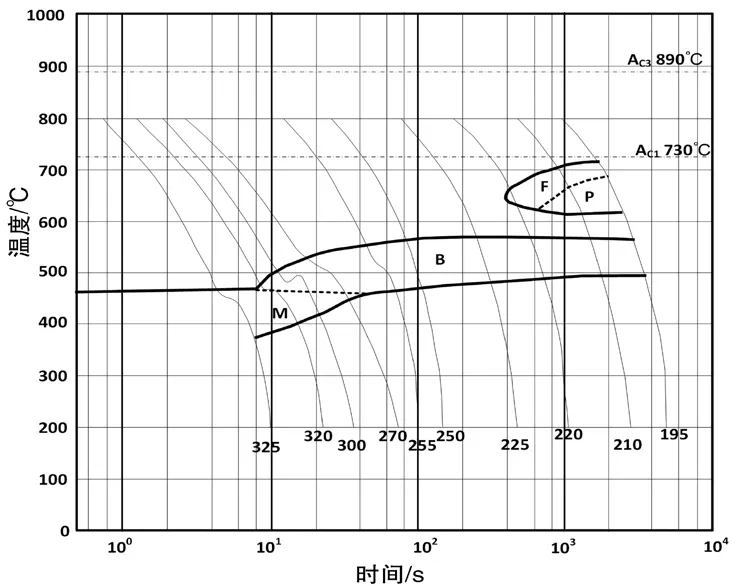
图1 AH70DB钢焊接CCT图
从图1可以看出,AH70DB钢出现贝氏体的临界冷却时间为16.9 s,马氏体转变终了的临界冷却时间为74 s,出现铁素体的临界冷却时间670 s,出现珠光体的临界冷却时间为1 050 s。当t8/3≤16.9 s时,焊接热影响区过热区组织为100%马氏体,硬度为325(HV5);当16.9 s<t8/3≤74 s时,热影响区过热区组织为马氏体+贝氏体混合组织,随着t8/3的增加,马氏体逐渐减少,贝氏体逐渐增加,硬度逐渐降低,由325(HV5)逐渐降低到260(HV5)以下;当74 s<t8/3≤670 s时,过热区组织为100%贝氏体,HV5降低到240左右;当670 s<t8/3≤1 050 s时,过热区除贝氏体外开始出现铁素体,HV5降低到 220左右;t8/3>1 050 s以后,开始出现珠光体,过热区组织为贝氏体+铁素体+少量珠光体,随着t8/3的增加相应的硬度值降低到200(HV5)左右。
2.3 AH70DB钢焊接冷裂纹敏感性
针对AH70DB低碳贝氏体高强度钢,进行了插销冷裂纹试验及斜Y坡口焊接裂纹试验。插销试验使用HCL-3MC微机自动控制五头插销试验机,按GB9446《焊接用插销冷裂纹试验方法》规定进行,采用GHS70焊丝进行试验,在室温(26 ℃)不预热条件下焊接,AH70DB插销临界断裂应力超过钢材的实际屈服强度(620 MPa)。斜Y坡口焊接裂纹试验按照GB4675.1规定执行,采用GHS70焊丝分别在室温(25 ℃)不预热、50 ℃预热两种条件下进行了焊接裂纹试验。试件焊后放置48 h,进行表面、断面裂纹检查。检查结果表明,30 mm厚AH70DB钢板在室温不预热条件下焊接,小铁研试验的表面裂纹率为零,断面裂纹率为7.9%;当预热温度为50 ℃时,小铁研试验的表面裂纹率及断面裂纹率均为零。综合AH70DB钢两项焊接试验的结果可以得出,AH70DB钢板焊接热影响区淬硬倾向不是很大。在中等拘束条件下(如普通联系焊缝、角焊缝等),采用实心焊丝富氩混合气体保护焊,室温不预热焊接不会产生焊接冷裂纹,但在苛刻的拘束条件下(如定位焊、对接焊根部焊道、补焊等)焊接,应采取必要的预热措施,预热温度应不低于50 ℃。由于不同厚度钢板焊接时结构的拘束程度不同,在同样焊接条件下防止焊接冷裂纹所需要的预热温度是不一样的,如果实际结构AH70DB钢板的板厚小于30 mm,预热温度可相应降低或可以不预热。
2.4 AH70DB钢焊接接头综合力学性能评定
分别采用MK.GHS70(等匹配)和SLD-60(低匹配)两种焊丝,按表6中煤机厂推荐的焊接工艺参数,采用60型坡口,焊接20 mm厚AH70DB钢对接接头,试板尺寸为20 mm×150 mm×500 mm,试板焊后进行250 ℃保温2 h消氢处理。按照GB2650~2655—89规定,分别对焊接接头的拉伸性能、冲击性能、弯曲性能及硬度进行了试验。焊接接头综合力学性能见表7,MK.GHS70(等匹配)焊接接头宏观金相如图2所示,焊接接头的硬度分布情况如图3所示。

表6 试板焊接条件

表7 AH70DB对接接头综合力学性能
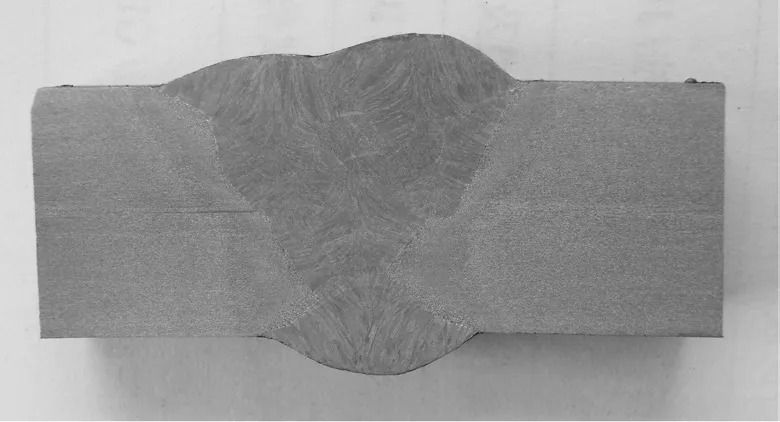
图2 GHS70焊接接头宏观金相
从表6、表7、图2和图3可以看出,采用煤机厂推荐的焊接工艺焊接AH70DB对接接头,焊接接头熔合情况良好,无宏观焊接缺陷;采用MK.GHS70焊丝焊接的“等匹配”接头,接头横向拉伸断于母材,抗拉强度分别为695 MPa和690 MPa;采用SLD-60焊丝焊接的“低匹配”接头,接头横向拉伸断于母材,抗拉强度分别为690 MPa和705 MPa;两种匹配焊接接头弯曲性能良好(侧弯 d=3a,α=180°), 焊缝金属及焊接热影响区的平均冲击功AKV-20 ℃较高,焊接接头的最高硬度位于焊接热影响区,HV10<300,接头硬度分布比较均匀,没有出现明显的硬化和软化现象。试验结果表明,AH70DB钢板焊接接头的焊接质量良好、综合力学性能优良,能够满足工程及矿山机械的设计和使用要求。

图3 GHS70焊接接头硬度分布
3 结论
(1)AH70DB钢焊接CCT图测试结果表明:当t8/3≤16.9 s时,焊接热影响区过热区组织为100%马氏体,硬度325(HV5);当16.9 s≤t8/3≤74 s时,过热区组织为M+B混合组织,硬度为325~260(HV5);当74 s<t8/3≤670 s时,过热区组织为100%贝氏体,HV5降低到240左右。这表明AH70DB钢板焊接热影响区淬硬倾向不明显。
(2)焊接冷裂纹敏感性试验研究表明:在中等拘束条件下,30 mm厚AH70DB钢采用实心焊丝富氩混合气体保护焊,在不预热条件下焊接可以防止冷裂纹产生,但在苛刻的拘束条件下,最低预热温度应该不低于50 ℃。
(3)AH70DB钢焊后热处理工艺试验结果表明:焊后采用250 ℃保温2 h消氢处理时AH70DB钢焊接接头的力学性能较好。
(4)采用煤机厂推荐的焊接工艺焊接AH70DB钢对接接头,焊接接头的综合力学性能良好,能够满足工矿产品的设计要求,实际应用中全部采用无预热焊接。
猜你喜欢
钢管(2022年4期)2023-01-05
电焊机(2022年5期)2022-06-01
大连交通大学学报(2021年6期)2021-12-13
汽车工艺与材料(2021年4期)2021-04-23
热处理技术与装备(2019年3期)2019-12-22
热处理技术与装备(2019年4期)2019-09-13
表面技术(2019年6期)2019-06-27
热处理技术与装备(2019年1期)2019-03-14
航天制造技术(2018年6期)2019-01-11
汽车零部件(2014年5期)2014-11-11