C12A闸板等离子堆焊工艺探析
2020-08-25 07:20徐晓庆
湖北农机化 2020年10期
徐晓庆
(机械工业苏州高级技工学校,江苏 苏州 215101)
1 焊接方法选择
目前工厂常用的焊接工艺方法中能够实现自动化的焊接方法有钨极气体保护焊(GTAW)、埋弧焊(SAW)和等离子弧焊(PAW)以及电渣焊等。由于各种堆焊工艺方法的特点不同,亦产生不同的稀释率,且不同的堆焊材料堆焊在不同的基体母材上,由稀释率所产生的作用也不尽相同。欲获得低稀释率或无稀释率的表面工作层,首先需要选择低稀释率的焊接方法,再根据堆焊材料和堆焊方法,调整焊接工艺,合理地选择堆焊层数和厚度。
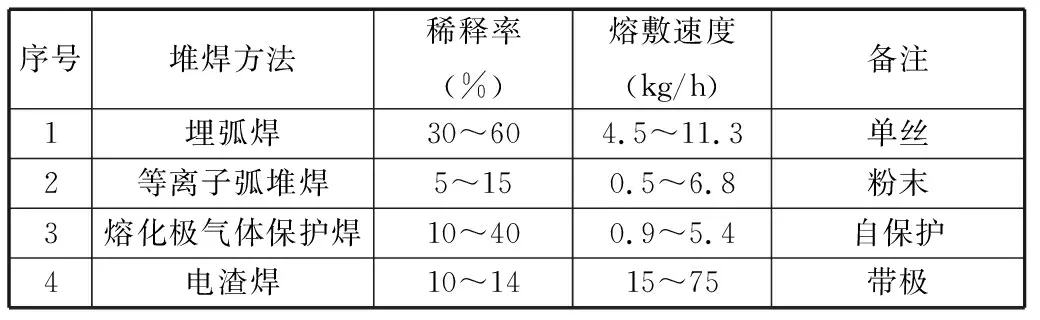
表1 几种常见焊接方法在堆焊应用中的性能比较
综合上表不难看出,等离子焊属于优选的堆焊焊接方法。
2 等离子堆焊简介
离子弧粉末堆焊是一种先进的堆焊工艺(亦称等离子喷焊,国外称为PTA工艺),是采用氩气等离子弧作高温热源,粉末状合金作填充材料由送粉器按设定量连续供给,借助送粉气流送入焊枪,并吹入电弧中。其特点是:(1)等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。(2)等离子粉末堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高;堆焊层组织致密,耐蚀及耐磨性好。(3)基体材料与堆焊材料的稀释减少,材料特性变化小。(4)利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性。(5)易于实现机械化和自动化操作,减轻劳动强度。(6)质量不受人为控制,质量稳定性好。
3 母材
低合金耐热钢(15CrMo、20CrMo、12CrMoV、WC6、WC9等)应用比较广泛,其焊接性良好,只要采取合适的预热温度和焊后消除应力热处理,可以得到满足要求的优质焊缝。而P91/F91/C12A材料合金元素较高,焊接性明显下降,就母材本体而言给焊接带了一定的难度。

表2 C12A母材的化学成分以(%)

表3 C12A材质的力学性能
通过上表不难发现,其C12A中的合金元素的含量比较高,材质的延伸率比较小、硬度比较高,材料的淬硬倾向比较大,从而焊接的裂纹倾向比较大,相对而言其焊接性能比较差。
4 堆焊焊材
司特立合金的组织与含碳量密切相关,当含碳量较低时,其组织是由树枝状结晶的铬、钨初晶和奥氏体与铬、钨复合碳化物的共晶体组成。随着含碳量的增加,奥氏体数量减少,共晶体增多,这种组织属于亚共晶型。当含碳量较高时,则显现为过共晶组织,由粗大的一次铬、钨复合碳化物加固溶体与碳化物的共晶体组成。通常司特立合金可以通过调整碳和钨的含量来改变其硬度和韧性,以适应不同的用途。

表4 司太立21#合金的化学成分以及相应的力学性能
钴基合金整体来说属于一种焊接性能极差的填充材料,以及没有延展性,焊接裂纹倾向比较大。焊接性能无法通过预热以及对应的焊后热处理来予以提高和改善,焊接质量受焊接线能量的影响比较大。
5 工艺探析
5.1 工件本体要求
工件表面粗糙度Ra值应在12.5μm以下,并应严格清除表面的水、锈及油、氧化皮等污物,基体不得有裂纹、气孔或包砂等缺陷。
闸板工件上坡口要求有足够的斜度,同时不允许存在尖锐的倒角,坡口斜面与基面的交接要求采用R3的圆角过渡。结合焊接方法的特点此圆角不宜过大。
闸板本体铸件质量至关重要,如果本体存在夹渣、砂孔、裂纹等现象,由于钴基合金材料的韧性差,堆焊过程,熔池收缩过程中会产生开裂。
5.2 焊前预热
对于焊接性能差、合金含量高的C12A基体而言,保证优良的焊接性能焊前200℃预热是不可或缺的一部分。无论采用整体预热还是火焰局部预热,其预热要求保证其闸板工件的温度均匀性以减少其由于温差造成的应力。
5.3 焊接工艺要求
(1)焊接电流。焊接电流过小不仅引弧困难,而且电弧也不稳定,会造成未焊透和夹渣等缺陷。由于焊接电流过小使热量不够,还会造成焊条的熔滴堆积在表面,使焊缝成形不美观。
焊接电流过大使得熔深较大,而且还会使合金元素烧损过多,并使焊缝过热,造成接头热影响区晶粒粗大,影响焊缝机械性能。
(2)焊接速度。焊接速度过大过小对焊接质量均会造成影响,对于堆焊而言,过大造成了未熔合,过小则造成焊层太厚,铁水溢出熔池。
(3)送粉量。焊接速度同时考虑焊层厚度而定,一定电流下,送粉量过大会造成粉末熔化不完全不彻底而造成熔合不良和夹渣甚至裂纹。送粉量过小,会造成粉末烧损厉害,熔敷厚度不够,化学性能无法满足,且其稀释率会增大。
(4)送粉气。送粉气的大小和送粉量有关联,送粉量大,送粉气必须大,但是过大也会造成其粉末的冲击力度过大,造成了对熔池冲击大从而提高熔深,增加了焊缝的稀释率,但同时也降低粉末的熔化率从而造成一定夹杂,影响了堆焊层的质量。送粉量过小,其熔融粉末的挺度不够,对熔池的搅动减少,从而未熔合的可能性加大。
(5)离子气。离子气对电弧有一定的压缩作用,从而离子气对电弧的能量密度有大的影响。过小对电弧的压缩力度不够,影响电弧的热效应,从而造成熔深减小,电弧分散。过大,造成气体的紊乱和熔池的紊乱。
(6)粉末的粒度。粒度直接影响焊缝的成型和外观。
5.4 焊接过程
为保证母材的焊接性能,焊接过程要保证其层间温度不低于其预热温度,对于堆焊层的以后各层,其层间温度除了满足不得低于预热温度以外,对于其钴基合金的特性,层间温度过高焊缝热裂纹倾向加大。
5.5 焊后热处理
保证其母材基体的性能,保证质量,同时由于2种材质的物理性能存在很大差异,为消除其由于热、组织等产生的应力,应进行相应的去应力退火,保证产品的质量。
由于C12A的淬硬倾向很大,焊接完毕后必须立即进行焊后去应力退火,从而保证焊接质量。
6 结论
经过多次的产品试焊,严格控制以上几点,对于C12A材质产品的堆焊不再是焊接生产的难点。对于阀门C12A材质钴基加硬层的堆焊主要工艺参数如下表5。

表5 C12A材质钴基加硬层的堆焊主要工艺参数
猜你喜欢
中国设备工程(2022年2期)2023-01-02
材料保护(2022年5期)2022-12-07
矿冶工程(2022年3期)2022-07-06
材料科学与工艺(2022年1期)2022-03-11
东北大学学报(自然科学版)(2020年10期)2020-10-19
理论与创新(2020年11期)2020-07-26
物理学报(2019年4期)2019-03-16
汽车文摘(2016年1期)2016-12-10
中国科技纵横(2014年7期)2014-12-07