FA506系列细纱机取消位叉装置的改造
2020-08-18 02:31李胜,肖际洲
纺织器材 2020年3期
为了减少细纱断头,我公司对FA506系列细纱机的导纱板升降曲线轨迹进行了改造。钢领板、导纱板升降轨迹见图1。
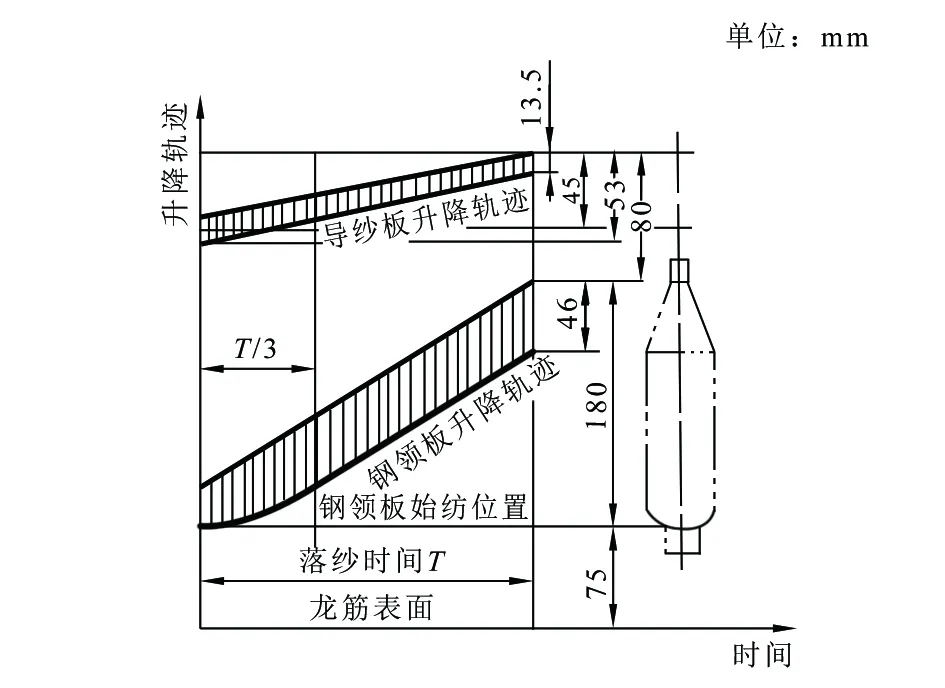
图1 钢领板、导纱板升降轨迹
细纱机设计技改工作在摸索过程中,前期借鉴了他人经验,基本取得预期效果,但也造成了断链条问题不断发生,给设备检修和运转效率带来影响。恰逢我公司进行新旧功能转换,新上BS-519型细纱机,笔者吸取该型细纱机改变位叉升降传动原理,采取变更上下分配轴传动比和取消位叉装置来改变导纱板升降轨迹的经验,最终形成FA506系列细纱机型的技术改造方案。
拆下上分配轴,将下分配轴右侧的钢领板链轮(即导纱板主链轮)直径由原来的78.5mm车削为62.2 mm,拆除位叉座装置,并将原位叉链条去除搭扣装置改为38节,再按照原拆卸顺序反向安装即可,见图2。
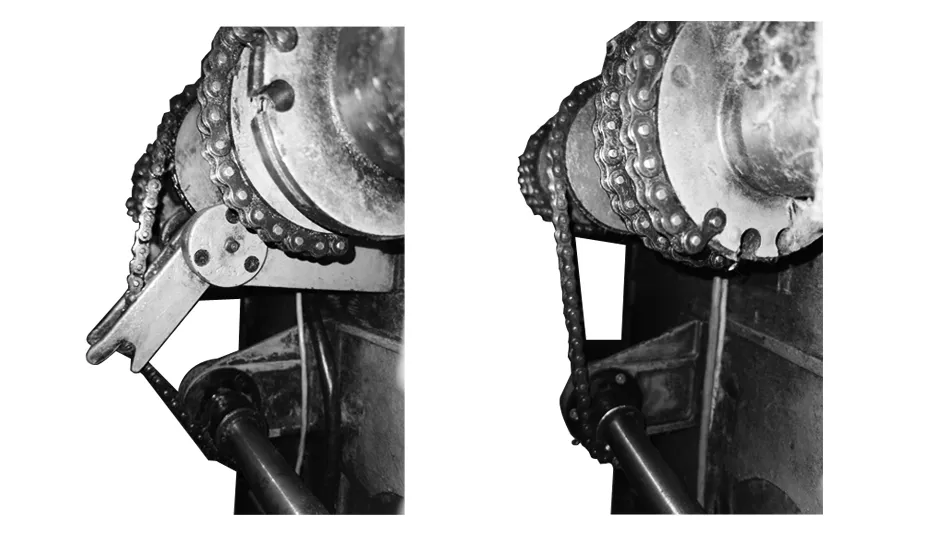
a) 改造前 b) 改造后图2 FA506系列细纱机导纱板升降轨迹改造前后对比
技改后,FA506系列细纱机优势明显:① 大纱段气圈形态稳定、有效减小大纱段纱线张力;② 去掉位叉装置,使大纱段导纱板高度升高约15 mm,便于值车工接头操作;③ 减小了无捻纱段的长度,增加了纺纱段纱条的动态捻度。
改造取得了很好的预期效果,大大降低了大纱段断头率,也减少了后工序自落再加工时高速脱圈的难题,相较于其他技改方式,改造后无链条磨损风险,有效降低设备保全工维修难度。
猜你喜欢
棉纺织技术(2022年10期)2022-11-21
纺织器材(2022年4期)2022-08-18
西安工业大学学报(2022年3期)2022-06-29
煤(2022年6期)2022-06-13
西安工程大学学报(2022年1期)2022-03-17
小资CHIC!ELEGANCE(2021年46期)2021-01-11
科技与创新(2020年15期)2020-08-12
中国自行车(2020年2期)2020-04-26
当代陕西(2019年13期)2019-08-20
汽车维修技师(2018年8期)2019-01-15