
G32型Elite集聚纺细纱机提高锭速的探讨
2020-08-18 02:31:10黄克华曾凯新
纺织器材 2020年3期
黄克华,张 盼,曾凯新
(1.阿克苏华孚色纺有限公司,新疆 阿克苏 843000;2.立达(中国)纺织仪器有限公司,江苏 常州 213100)
1 提高锭速的意义
关于提高细纱机锭速的意义这一问题,业内一直存在争议。很多人认为高锭速必然会导致千锭时断头增加,成纱质量大幅恶化,从而增加管理难度和用工成本等[1-2]。笔者认为,在谈论细纱机高锭速前需增加2项限制条件:① 提高锭速后成纱质量和千锭时断头需相对稳定;② 高速下设备运行稳定性需可靠,可长期稳定地批量生产。不难看出,提高细纱机锭速可提高企业单位时间的盈利能力,也是检验新设备、新器材是否适合高速生产的方法,可考验企业的管理水平。所以,提高细纱机锭速对促进设备和专件器材的研发、提高纺织企业自身管理水平和收益等方面都有着积极的推动作用[3]。
2 提速前设备准备
2.1 全面检查和校准设备基础状态
设备状态的优劣直接影响纺纱质量和生产生活情况,为了提高G32型Elite集聚纺细纱机锭速,同时保证成纱质量稳定,提高锭速前先要对设备的基础状态做全面检查和校准。主要项目:① 机架水平;② 钢领板和导纱板水平、钢领水平;③ 喇叭口位置和网格圈状态,即喇叭口横动范围应严格控制在4 mm以内,且横动的中心与异型管的负压吸风槽中心对正,以减少因横动过大或横动偏向一侧造成纱线须条阶段性偏离吸风负压槽,在一定程度上导致纱线的集聚效果变差,从而引起成纱质量和断头波动;④ 锭子、钢领、气圈环和导纱钩中心的检查和精确校准,因为细纱机锭速越高对三中心的要求越高;⑤ 钢丝圈清洁器隔距校准,保证钢丝圈在运行时最外侧与清洁器间的距离约为0.5 mm,杜绝挂花问题;⑥ 检查并剔除不合格锭带以降低锭速的离散程度,减少因个别锭子失速导致的成纱捻度偏低、断头增加问题;⑦ 锭子、主电机和牵伸电机等重要部位进行补油等[4]。总之,良好的设备状态是保证G32型Elite集聚纺细纱机在高锭速下正常、稳定运行的基础,也是保证成纱质量的关键因素之一。
2.2 胶辊可翻转技术与钢领对中专用工具
2.2.1 胶辊可翻转技术
绪森新一代胶辊可翻转技术中,可翻转式胶辊架并非将胶辊采用非对称设计,而是将负压异型管进行非对称设计,可将牵伸输出胶辊使用周期延长1倍以上。这对喂入喇叭口的调整与定位也产生了一定的影响,需特别注意。在调整喂入喇叭口位置时要打破喇叭口中心与罗拉莱丝线[5]中心对正的惯性思维,应严格按照绪森提供的专用工具进行设定,即喇叭口中心与异型管负压槽入口中心对正。
2.2.2 钢领对中专用工具
目前最新版本的立达钢领对中工具Center-P+内置了陀螺仪,要求在检查校准钢领中心前必须保证钢领水平。传统对中方法依靠肉眼,对中水平主要取决于操作者的技术水平和工作状态,不能保证同台机器上1152个锭位的所有钢领对中一致性。立达钢领对中工具Center-P+可解决这一难题,任何人经过简单培训即可很好地校准钢领中心,且可保证所有锭位对中的一致性。
Center-P+的指示灯由2圈红色指示灯和中心1个绿色指示灯组成,见图1。应用实例见图2。其中:① 示意1中间绿灯亮,说明钢领在x方向和y方向的对中偏差均小于0.15 mm;② 示意2中间绿灯灭同时2个红灯亮,说明钢领在x方向和y方向的对中偏差为0.15 mm~0.25 mm;③ 示意3为x方向的对中偏差为0.15 mm~0.25 mm,y方向的对中偏差为0.25 mm~0.40 mm。以此类推,若只有y方向最外侧红灯亮,说明y方向的对中偏差大于0.40 mm,x方向的对中偏差小于0.15 mm。
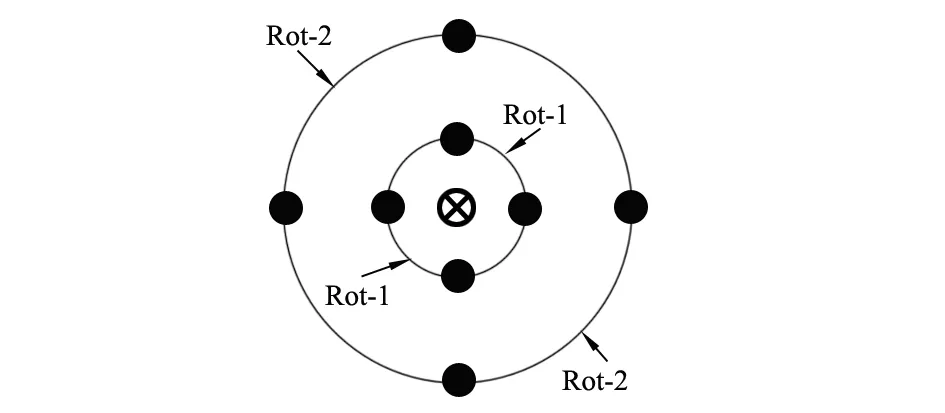
●—红色指示灯;⊗—绿色指示灯。图1 Center-P+指示灯示意
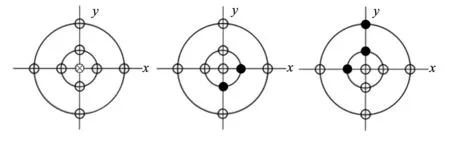
a) 示意1 b) 示意2 c) 示意3图2 应用实例示意
3 提速后成纱质量变化
通过前期良好的设备状态准备,逐步将锭速从16.7 kr/min提高到20.5 kr/min,并记录提高锭速过程中的成纱质量和断头情况。试纺数据表明,如果仅改变锭速不做相应的调整和优化,纱线条干水平等指标虽无明显恶化,但千锭时断头由31.47根增加到43.47根,通过优化速度曲线和钢丝圈型号及质(重)量,并全部安装立达Q-package部件后,千锭时断头降到14.32根。锭速达到19 kr/min后,将提速步幅降为0.5 kr/min,并逐步将锭速提高到20.5 kr/min。从试纺数据看,纱线条干CVm等指标不仅未恶化,且略有改善,千锭时断头基本可控制在18根以内。通过半年多的观察,成纱质量和千锭时断头基本维持在表1所示水平。

表1 不同锭速下成纱质量和断头情况对比
4 提速注意事项
笔者在提高锭速过程中,遇到当提高到某一锭速出现断头、飞圈等问题,应仔细分析并找出解决问题的办法,而不应急于恢复到原锭速。以下3点是提高锭速过程中需要特别注意的问题。
a) 提高锭速的步骤。实现锭速突破切忌急功近利,更不能在无把握和问题充分暴露前贪大。锭速每上升1个台阶后需要稳定一段时间再继续进行下一步,且应以1~2台机器作为样机进行试验,以找出可能存在的问题并将其解决后再逐步推广。
b) 钢丝圈质(重)量的选择。随着细纱锭速不断提高,钢丝圈线速度随之增加,当其线速度超过38 m/s时需特别留意。因为当钢丝圈超过该速度后,若钢丝圈的钢领通道纤维润滑不够,很可能造成断头严重增加,甚至导致飞圈等,故要避免因钢丝圈质(重)量不合适导致其在钢领上的运行角度发生变化,造成钢丝圈圈脚与钢领接触,加大钢丝圈通道和钢领通道间的距离,降低钢丝圈的钢领通道纤维润滑效果。另外,钢丝圈质(重)量选择应参考钢领直径、锭速、纱号、气圈形态等信息,特别是当气圈形态达到或接近图3所示状态时要引起注意。
c) 钢领的磨合。钢领磨合一般在刚上车时都会严格按照要求进行,但是大多数情况都不会在19 kr/min以上速度进行。这就要求当锭速提高到19 kr/min以上时,需特别对钢领轨道进行磨合,必要时需要根据钢丝圈的磨损情况临时缩短钢丝圈使用周期,待钢领轨道在高速下磨合完成后再恢复到合理的钢丝圈使用周期。

图3 气圈状态示意
5 结语
要实现高锭速长期稳定生产,从设备选型(包括设备配置水平等)到投产后的设备保养以及工艺优化,都必须科学、严谨地对待。只要选择合适的工艺设定,做好基础管理工作,G32型Elite细纱机就可在高锭速下长期稳定生产高品质纱线。通过测算,提高锭速可在一定程度上提高企业的投资回报率,同时缩短企业投资回收期。
猜你喜欢
国际纺织导报(2022年4期)2022-11-04 01:45:44
棉纺织技术(2020年12期)2020-12-24 02:56:12
棉纺织技术(2020年12期)2020-12-24 02:56:12
纺织器材(2020年1期)2020-03-24 09:14:34
国际纺织导报(2019年2期)2019-05-30 07:31:48
轮胎工业(2017年7期)2017-07-23 01:57:32
纺织器材(2017年2期)2017-04-06 02:20:38
纺织器材(2016年5期)2016-11-22 10:55:13
纺织器材(2016年5期)2016-11-22 10:55:13
纺织器材(2015年1期)2015-06-01 09:02:46
