
纺差别化纤维纱用器材的选择
2020-08-18 06:28:20侯芝富
纺织器材 2020年3期
侯芝富
(山东超越纺织有限公司,山东 聊城 252800)
0 引言
纺织工业积极探寻绿色、环保、科技型的纺织品,成为产业调结构、转方式,实现纺织强国梦的必由之路。差别化、功能性纤维多元化纺纱品推出,虽然满足了人们的时尚需求,但其纺纱工艺难度较大、现场管理要求高。纺纱器材作为纺织系统工程的关键工艺件,对提升纱线品质至关重要,应针对差别化纤维原料特性和纺纱要求进行优选。
1 差别化纤维与纺纱特性
1.1 差别化纤维
差别化纤维一词源于日本,指有别于常规性能的化学纤维,即通过化学或物理的方法使其结构、形态等特性发生改变,从而具有某种或多种特殊功能的化学纤维[1]。当今的差别化纤维主要包括阳离子、高收缩、异形截面(十字、三角、扁平、哑铃、三叶等)、超细特、抗起毛起球、有色、活性炭、纳米及高阻燃、抗静电、导电、抗菌防臭、防辐射等多功能的复合纤维。
1.2 功能性纤维
功能性纤维不仅具有一般纤维的物理机械性能,还具有某种特殊功能,所谓的特殊功能则指其具有反渗透、分离混合气体、透析、超滤、吸附、吸油、离子交换、高效过滤、导光和导电等功能。功能性纤维在纺织品中的应用,如生物质石墨烯改性纤维可由人体激发其远红外,具有抗菌抑菌、预防螨虫、防静电、抗紫外线、吸湿快干、调节人体微循环、促进深度睡眠等功能;功能性纤维的发展是现代纤维科学进步的象征[2]。
1.3 特种非棉天然纤维
天然纤维是自然界生长或形成的适用于纺织的纤维材料,包括天然纤维素纤维、蛋白纤维及矿物质纤维等。按纤维原料不同,纺纱生产分为棉纺(含化学纤维)、毛纺、麻纺、绢纺4大类,而其设备型式和工艺技术要求大不相同。通常,细绒棉、长绒棉作为天然植物纤维,在棉纺工业广泛应用。亚麻、苎麻作为天然植物韧皮纤维,绵羊绒、山羊绒、驼绒作为天然动物蛋白毛发纤维,桑蚕丝、绢丝作为天然动物蛋白腺体纤维,纺纱难度大,在棉纺工业应用量相对较少,但会在品质好、档次高的棉纺制品中使用。
1.4 差别化纤维纺纱特性
差别化纤维包括功能性纤维和特种非棉天然纤维,纤维静电性、抱合力、纤维强力、线密度、长度、色泽、回潮等特性差异很大。差别化纤维纺纱特点是多品种、小批量,品种翻改多,与多种腈纶纤维混纺形成单染、双染及套染等产品,对纺纱质量要求更高[3];差别化纤维和特种非棉天然纤维适纺性相对较低,必须优化纺纱器材的配置,以适应纺纱需求。
2 纺纱器材的选择
2.1 选择原则
由于差别化纤维品种多、纤维特性差异大、纺纱难度大,必须通过生产试验优选纺纱器材以提高其适纺性、满足纺纱需求,优选需从棉网梳理、纤维损伤、须条牵伸、毛羽、断头及成纱指标等考虑。
2.2 选择示例
差别化纱线的生产实践表明:应用AC2030×01550-54型、AC2030×01740-50型及AC2525×01360-54型锡林金属针布齿条,AD4030×01880P-33.5型、AD4030×01890P-32型道夫金属针布齿条,TPT45-110型和MCH52-110型弹性盖板针布,AT5610×05611型刺辊金属针布齿条,规格为19mm×31mm×28 mm的WRC868型及CE-684型铝衬管胶管,规格为80 mm×30 mm×1 mm的HD68型下胶圈,规格为37 mm×28 mm×0.9 mm的HD68型上胶圈,PG1-4254JGC型、PG1-4054GC型高精度轴承钢镀铬钢领,C1EL型、C1UL型、772型钢丝圈,能满足多品种差别化纤维纺纱需求。其中,胶辊采用无色-III9112型和变色环保涂料,根据差别化纤维静电和缠绕性,按1∶3,1∶6,1∶10,1∶15或1∶20的比例板涂后上机使用。
2.3 差别化纤维纱线质量检测示例
2.3.1 示例1
生产双抗腈纶/兰精莫代尔/桑蚕丝 60/32/8 11.8 tex集聚赛络混纺纱,3只筒纱样品经山东省纺织产品质量监督检验测试中心检测,所检项目符合FZ/T 12051—2016《腈纶粘胶纤维混纺本色纱线》优等品技术要求。检测结果见表1。
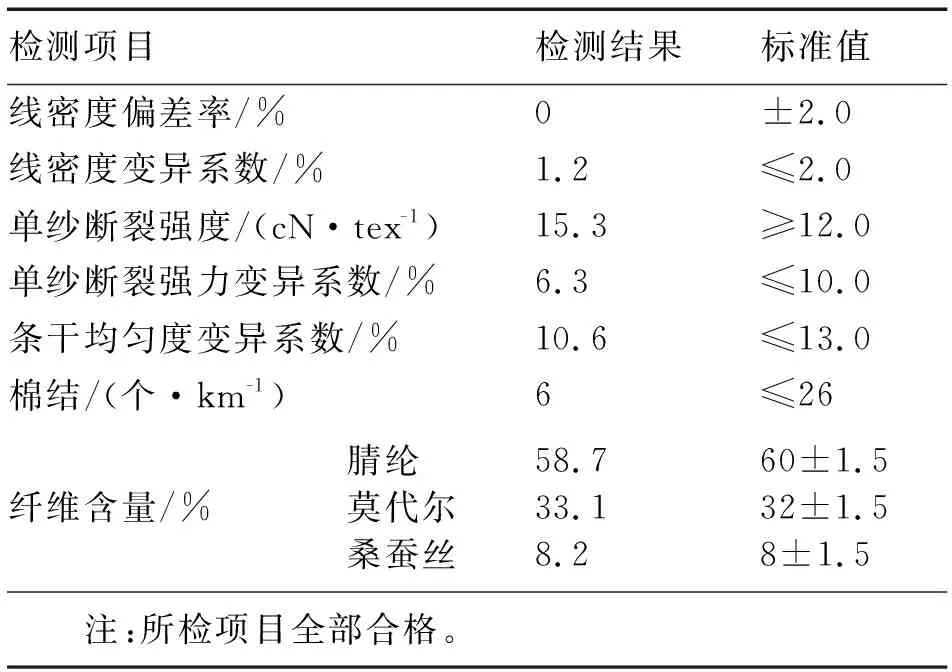
表1 双抗腈纶/兰精莫代尔/桑蚕丝 60/32/8 11.8 tex集聚赛络混纺纱质量检测结果
2.3.2 示例2
生产A/艾草/R 60/20/20 11.8 tex集聚赛络纺纱:A为0.89 dtex×38 mm细特腈纶;艾草纤维为1.11dtex×38mm粘胶型纤维;R为1.11dtex×38 mm粘胶纤维,成纱质量见表2[4]。
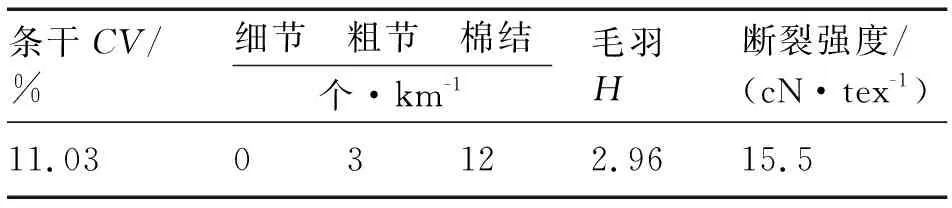
表2 A/艾草/R 60/20/20 11.8 tex集聚赛络纺成纱质量
2.3.3 示例3
石墨烯/莫代尔/腈纶 40/30/30 11.8 tex集聚赛络纺纱:1.33 dtex×38 mm的2.5%生物质石墨烯改性粘胶纤维(简称“石墨烯纤维”),1.30 dtex×39 mm的奥地利兰精莫代尔,1.30 dtex×40 mm的dralon有光腈纶纤维,成纱质量见表3。
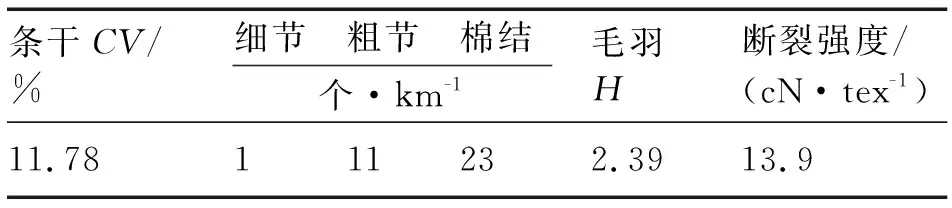
表3 石墨烯/莫代尔/腈纶 40/30/30 11.8 tex集聚赛络纺成纱质量
2.3.4 示例4
生产天丝A/亚麻80/2014.8tex赛络纺纱:1.25dtex×38mm的天丝A100,其主体长度为32 mm~35 mm的A级亚麻,该亚麻纤维线密度为0.357 tex~0.333 tex,双氧水漂白[5]。成纱质量详见表4。

表4 天丝A/亚麻 80/20 14.8 tex赛络纺成纱质量
2.3.5 示例5
A/R/羊毛 60/33/7 14.8 tex集聚赛络纺纱:A为0.89 dtex×38 mm细特腈纶,R为1.33 dtex×38 mm粘胶纤维,主体长度为32 mm~37 mm的羊毛平均直径为17.56 μm(带原产地证书的丝光美利奴澳服散)。成纱质量详见表5。

表5 A/R/羊毛 60/33/7 14.8 tex集聚赛络纺成纱质量
3 巧用纺纱器材颜色识别纱线品种
差别化纤维纱线除色纺外,颜色多为本白色,且为多品种、小批量生产。由于本白色纱线品种识别难度大,应在生产中通过各工序用条筒、纱管等器材的颜色及图案(色头)加以区分,即1种颜色或图案(色头)代表1种纱线品种,严防出现错号、错品种等质量事故的发生。如:清花工序棉卷标签颜色不同,可代表不同品种的棉卷;梳棉条筒用不同颜色或图案代表不同品种的梳棉条;并条条筒用不同颜色或图案区分不同品种;粗纱管、经纱管以及络筒筒管可用不同颜色或色圈、色头代表不同品种的粗纱、管纱及筒纱。
4 特种差别化纤维纺纱要点
4.1 清梳联正确使用自调匀整仪
差别化纤维纱线因多品种结构,在清花工序以成卷生产为主;清梳联流程生产差别化纤维纱线,目前需进一步探索。同一列清花轮流生产不同纤维品种,要正确使用FLT-300B型自调匀整仪,以保证棉卷米重不匀率不超过1.0%。同机台纺多品种时,应设定品种编号;调试完毕,按规定品种编号进行操作,生产哪个品种就用哪个品种编号的工艺生产。清花机台应相对固定生产品种,各品种匀整工艺参数不同时,则应根据成卷米重分布情况,进行参数修正补偿。
4.2 清花机台彻底清车与手动灌仓
生产单染混纺及适纺性较差的差别化纤维混纺纱,原料混合方式多以包混为主。为保证不同品种纤维、同品种各组分纤维混合均匀,同一列清花轮流生产不同纤维品种、更换成卷前,从FA002型至A076型各机台及管道连接处,需要清车的机台必须严格按要求彻底清车;不需要清车时也必须把车清干净,不允许有成团原料出现;清(空)车完毕,按指定品种上包。上包后对FA022型多仓混棉机手动灌仓,将每个仓均匀灌满后才能开车。更换品种前应保证棉台下部原料纤维层厚度不小于10 cm,再手动灌仓至原料全部均匀灌入各仓内。按多仓混棉横铺直取工作原理,不得出现调仓或空仓问题,严防混棉不匀造成后道织造的织物横档[6]。
4.3 使用大前冲双压力棒上销
同一混纺纱线如果含长度、细特差异大的多种纤维时,要加强对细纱牵伸须条控制,使用大前冲双压力棒上销。生产多组分羊毛混纺纱,含20%本白赛特纶纤维(1.67 dtex×38 mm),15%天丝A100,10%天丝G100,10%三友粘胶纤维(1.33dtex×38 mm),5%漂白粘胶纤维(5.55 dtex×51 mm),5%希斯特(CD阳离子,4.44 dtex×51 mm),10%丝光羊毛(8.33 tex),25%精梳棉纤维8种成分;大前冲双压力棒上销前沿加大前冲量后,相应在前区布置一个新的动态摩擦力界可有效控制纤维运行状态,须条牵伸更加柔性舒展,条干水平提高约1个百分点,粗、细节减少50%以上。
4.4 增加辅助光源
在用石墨烯、黑竹炭、咖啡碳等白度较低的差别化纤维纺纱时,细纱断头不易被识别,既增加了挡车工看车难度,又因接头不及时增加了细纱风棉回花的生产成本;通过增加辅助光源(激光灯),使细纱断头清晰可辨,方便观察纺纱与断头状态。
4.5 偏大掌握小罗拉直径排查落后锭子
差别化纤维生产集聚赛络纱线时,应加强对集聚纺及牵伸器材的控制,严防产生疙瘩纱疵品[7]。四罗拉集聚纺生产差别化纤维纱线时的小罗拉直径大小十分关键,应根据所纺纤维品种偏大掌握,一般以直径大于18.7 mm为宜,否则,会出现须条牵伸不顺畅问题。遇落纱或临时停车时必须关停负压风机,否则异形管吸风槽会积聚大量灰尘、贴附集聚区须条,从而产生节纱状煤灰疵点纱,停车时间越长则煤灰疵点纱表现越明显。应用DW-1型细纱锭位扫描仪和内含芯片专用纱管,定期排查质量报警的落后锭子,及时进行质量追踪和整改、消灭落后锭子,降低锭间CVb值差异以保持成纱质量稳定一致。
5 结语
5.1纺差别化纤维纱线因纤维特性差异大、可纺性较差,纤维品种及混纺成分配比复杂,纺纱难度增大。纺制时应充分掌握各种差别化纤维特性,通过大量试验对比、优选适宜的差别化纤维用纺纱器材。
5.2多组分差别化纤维纺纱器材的选择及工艺参数配置,首先考虑比例大的纤维成分、再考虑其他纤维组合,按比例大小依次选择、综合考虑,最终确定该种差别化纤维的纺纱方案。
5.3纺特殊品种要结合企业实际,采取有效技术和管理措施,提高分析问题、解决疑难问题的能力。差别化纤维、功能性纤维和高性能纤维的发展,为传统纺织工业技术创新、向高科技产业转化和人类生活水平的提高创造了有利条件。虽然差别化纤维可纺性差、品种结构复杂,仍可通过优选纺纱器材和工序精细化管理,不断探索解决纺纱过程中的问题,从而纺出高品质差别化纤维纱线。
猜你喜欢
纺织报告(2023年1期)2023-03-07 09:42:08
纺织标准与质量(2022年4期)2022-09-05 03:28:12
纺织科学研究(2022年8期)2022-08-22 00:57:00
山东纺织科技(2022年3期)2022-08-11 13:51:40
合成纤维工业(2020年6期)2020-01-12 03:13:05
山东纺织经济(2019年5期)2019-02-19 21:04:40
纺织科技进展(2016年3期)2016-11-29 01:26:52
纺织导报(2015年6期)2015-12-31 19:29:30
化纤与纺织技术(2015年1期)2015-12-26 03:33:40
纺织科技进展(2015年1期)2015-11-28 05:56:13
