
钢丝圈的选配与细纱断头控制实践
2020-08-18 06:28:20盛庆石
纺织器材 2020年3期
盛庆石
(山东飞泰纺织有限公司,山东 莘县 252400)
0 引言
我公司生产的精梳集聚纺18.22 tex纱,有客户反映毛羽指数较高。在实际纺纱过程中,生产该品种的细纱机台常出现钢丝圈飞圈、挂花、磨损等问题。此外,生产该品种的细纱机台更换钢丝圈的前几天较好开车,一周后断头就会增多[1-2]。
1 试验一
试纺品种:精梳集聚纺18.22 tex;试验机台:216号;机台配置:PG1-4254型钢领,进口钢丝圈A;取样方法:固定10只锭位,每天纺至中纱位置取样;试验方法:每只管纱测试3次,共30次;试验长度:10 m;试验速度:30 m/min;试验仪器:YG172型纱线毛羽测试仪。试验一成纱质量见表1。
分析试验一数据可知,试验选用的钢丝圈跟踪测试至第6天,3 mm毛羽指数已达到3.01,从第7天开始,3 mm毛羽指数进一步恶化,到第13天、第14天,3 mm毛羽指数分别达到3.77和3.66,远超出3 mm毛羽指数小于3.0的内控要求。在此选用的钢丝圈为细纱机上该品种大面积使用的钢丝圈,挡车工反映该型钢丝圈出现飞圈、挂花、个别钢丝圈磨损,接头提纱偏紧等问题,车间掌握的钢丝圈使用周期为14 d,根据测试的毛羽指标以及钢丝圈飞圈、挂花、磨损造成的空锭断头情况,认为该钢丝圈是造成毛羽指数偏高、断头多的主要原因之一。

表1 试验一成纱质量
2 试验二
试纺品种:精梳集聚纺18.22 tex;试验机台:216号;机台配置:PG1-4254型钢领,进口钢丝圈B;取样方法:固定10只锭位,每天纺至中纱位置取样;试验方法:每只管纱测试3次,共30次;测试长度:10 m;试验速度:30 m/min;试验仪器:YG172型纱线毛羽测试仪。试验二成纱质量见表2。

表2 试验二成纱质量
分析试验二数据可知,试验选用的钢丝圈连续跟踪14 d,3 mm毛羽指数稳定为2.0~3.0,达到了3 mm毛羽指数小于3.0的内控要求。此钢丝圈已经过试用,现已在该品种上全面推广,取得较好效果。在实际生产中,钢丝圈飞圈、挂花、磨损问题得到大幅度降低。由于钢丝圈原因造成的断头、空锭减少,达到了提高产品质量,减轻挡车工劳动强度,提高生产效率的目的。
经试验分析确认,精梳集聚纺18.22 tex品种上,采用试验二所用进口钢丝圈B进行推广使用,收到较好效果。
3 推广机台抽查跟踪试验
3.1 推广试验一
试纺品种:精梳集聚纺18.22 tex;试验机台:144号;机台配置:PG1-4254型新钢领,前罗拉速度为216 r/min,锭速为14 290 r/min,进口钢丝圈B;取样方法:固定10只锭位,每天纺至中纱位置取样;测试方法:每只管纱测试3次,共30次;测试长度:10 m;测试速度:30 m/min;测试仪器:YG172型纱线毛羽测试仪。推广试验一成纱质量见表3。

表3 推广试验一成纱质量
由推广试验一结果可知,在机台配置PG1-4254型新钢领、前罗拉速度为216 r/min、锭速为14 290 r/min条件下,采用进口钢丝圈B,3 mm毛羽指数能达到3.0以内的内控要求。
3.2 推广试验二
试验品种:精梳集聚纺18.22 tex;试验机台:152号;机台配置:PG1-4254型旧钢领,前罗拉速度为196 r/min,锭速为13 099 r/min,进口钢丝圈B;取样方法:固定10只锭位,每天纺至中纱位置取样;测试方法:每只管纱测试3次,共30次;测试长度:10 m;测试速度:30 m/min;测试仪器:YG172型纱线毛羽测试仪。推广试验二成纱质量见表4。
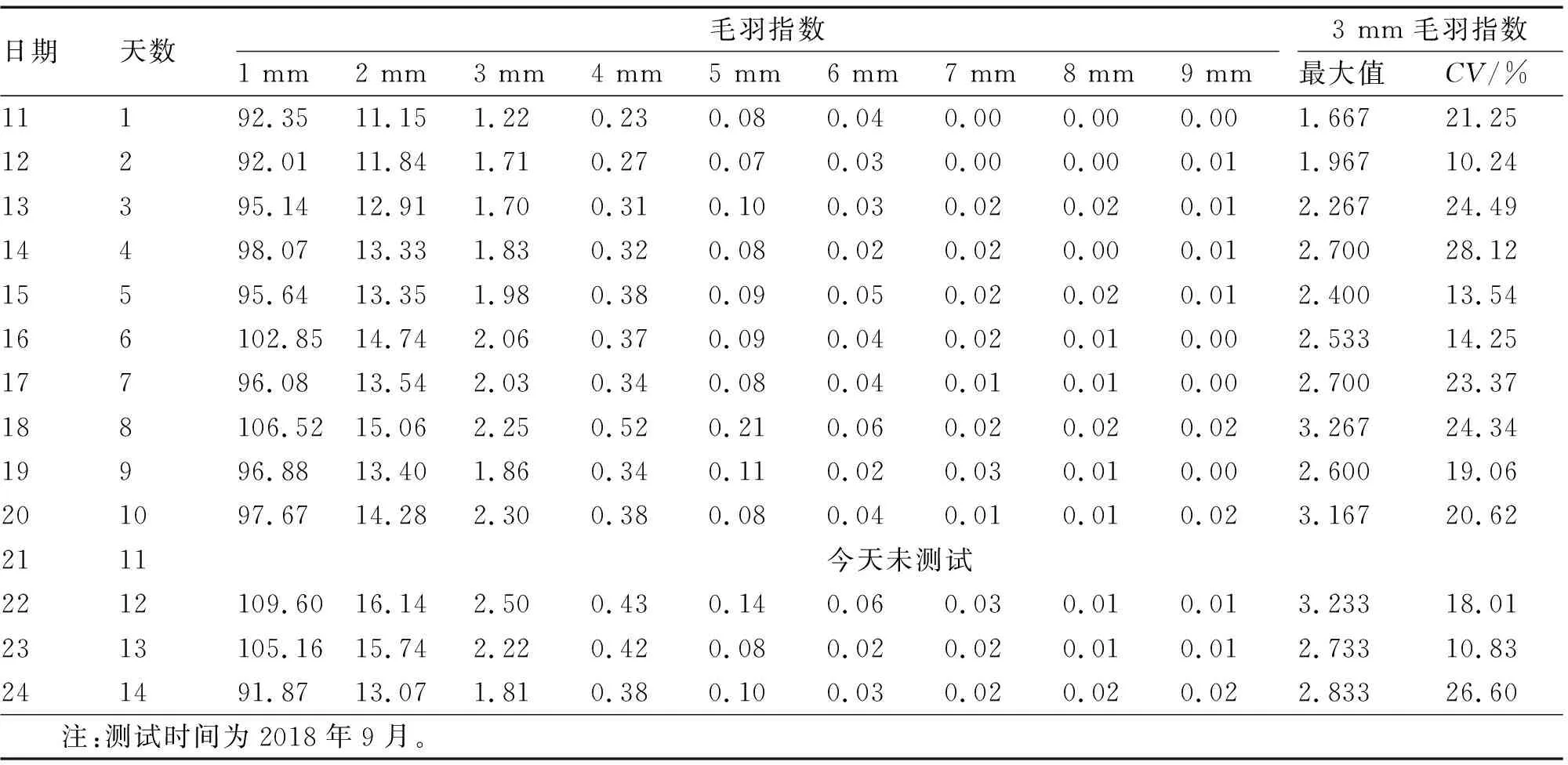
表4 推广试验二成纱质量
由推广试验二结果可知,在机台配置PG1-4254型旧钢领、前罗拉速度为196 r/min、锭速为13 099 r/min条件下,采用进口钢丝圈B,3 mm毛羽指数能达到3.0以内的内控要求。
4 结论
在精梳集聚纺18.22 tex品种生产机台上,根据细纱机加捻卷绕部件的配置情况,通过在同机台、同锭条件下,配置不同的进口钢丝圈,分别经过连续14 d的毛羽指标跟踪试验,从3 mm毛羽指数对比指标可以看出,进口钢丝圈B的毛羽指标较好,能够达到3 mm毛羽指数3.0以内的内控要求。同时采用进口钢丝圈B后,减少了钢丝圈的飞圈、挂花和磨损,减少了细纱空锭和断头,达到了既提高产品质量,又减轻挡车工劳动强度的目的,同时提高了生产效率。目前,该型号钢丝圈已在该品种上全面推广。
猜你喜欢
国际纺织导报(2022年4期)2022-11-04 01:45:44
纺织标准与质量(2022年5期)2022-10-27 06:52:38
纺织学报(2022年9期)2022-09-22 14:29:16
纺织标准与质量(2022年2期)2022-07-12 06:12:34
棉纺织技术(2022年5期)2022-05-18 09:44:32
毛纺科技(2021年8期)2021-10-14 06:51:34
福建基础教育研究(2020年3期)2020-05-28 08:39:55
纺织学报(2017年8期)2017-09-03 10:00:23
轮胎工业(2017年7期)2017-07-23 01:57:32
纺织器材(2017年2期)2017-04-06 02:20:38
