
无固定基础往复压缩机组振动控制设计
2020-07-26 09:55:20
压缩机技术 2020年3期
(1.中国石油集团济柴动力有限公司成都压缩机分公司,四川成都 610100;2.中国石油工程设计有限公司西南分公司,四川成都 610000;3.中加压缩机撬及管道工程公司,卡尔加里加拿大)
1 引言
往复压缩机组作为天然气采集、增压和运输工程中的关键设备,其运行性能直接影响到天然气能源的安全生产和应用。而往复压缩机组的振动控制设计又是保证其安全运行的重要环节,特别是对于无固定基础的往复压缩机组来说,振动控制设计对保证机组安全运行尤为重要。
目前应用于天然气工程的压缩机组一般采用二种安装形式:即有固定基础安装和无固定基础安装。其中有固定基础安装是将压缩机组和块状基础通过地脚螺栓直接连接,无固定基础安装则是将压缩机组与基础分离,二者之间通过一定厚度的砂石连接、或直接将机组放置在地基上。与之相应的,采用二种不同安装形式的压缩机组则分别称为有固定基础机组和无固定基础机组。相对有固定基础的机组来说,无固定基础机组的最大优点是机组建成后可以方便地在不同工作地点之间进行整撬移动,这样既缩减了项目成本又缩短了施工周期。其缺点是由于无固定基础,导致不仅需要控制撬上设备和管线的振动,而且还需控制底撬结构甚至基础的振动,即其振动控制设计要困难得多,机组振动超标的风险也相对较高。
我国自2010年在四川盆地实现页岩气开采工业化突破以来,页岩气开采和应用在国内得到了快速发展。由于页岩气开采周期相对较短,开采应用的压缩机组在某一固定地点的使用周期也相对较短。这就需要发展和应用无固定基础压缩机组,以满足机组在实际工程中不断更换工作地点的需要。但到目前为止,关于无固定基础压缩机组的振动控制设计技术还不完全成熟,使得机组在实际应用中振动风险较高,因而需要发展出一套有效的振动控制设计方法,以降低机组运行风险、满足天然气安全生产的需要。
本文以某无固定基础页岩气增压压缩机组(图1)为例,探讨了如何对无固定基础压缩机组进行振动控制设计,包括气流脉动和机械振动控制设计、底撬灌浆设计及地基设计等,并比较了不同设计对机组振动水平的影响,为有效控制无固定基础压缩机组的振动提供了技术参考。
2 机组振动控制设计
2.1 气流脉动及机械振动控制设计
气流脉动及机械振动控制设计是通过对机组进行气流脉动及机械振动分析,根据分析结果提出振动控制设计建议,达到控制系统振动的目的。
(1)气流脉动控制设计
气流脉动控制是通过合理利用声阻、声抗及声容等脉动控制措施减小系统的气流脉动,从而达到降低系统脉动不平衡力的目的。进行气流脉动分析就是应用声学模拟软件建立机组系统的气流脉动模型,应用该模型计算得到系统各处的气流脉动及脉动不平衡力,根据计算结果提出相应的脉动控制措施,如设计缓冲罐结构包括滤波装置,确定孔板大小和安装位置等,达到控制系统气流脉动及脉动不平衡力的目的。
图2~3显示了应用Bentley Puls Option 3软件建立的该机组一级进气、以及一级排气和二级进气脉动系统分析模型。图4至图7显示了相应的气流脉动分析结果。其中图4和图5显示了一级排气和二级进气系统在实施气流脉动控制措施前后的气流脉动值与API 618标准允许值的比值,可以看到实施气流脉动控制措施前后,系统气流脉动值有明显降低。图6和图7则分别显示了二级进气缓冲罐上气流脉动不平衡力在实施脉动控制措施前后的变化,可以看到实施气流脉动控制措施后,缓冲罐上气流脉动不平衡力减小到API 618标准允许值范围。

图1 某页岩气增压DTY315压缩机组总图布置

图2 一级进气脉动系统模型

图3 一级排气和二级进气脉动系统模型
根据气流脉动分析结果,对该机组实施的气流脉动控制措施包括优化缓冲罐尺寸及结构设计以及添加孔板等。作为示例,图8和图9分别显示推荐的二级进气孔板位置以及二级进气缓冲罐结构设计。
(2)机械振动控制设计

图4 一级排气和二级进气气流脉动比值(优化前)
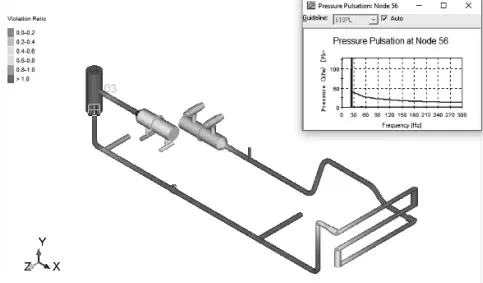
图5 一级排气和二级进气气流脉动比值(优化后)
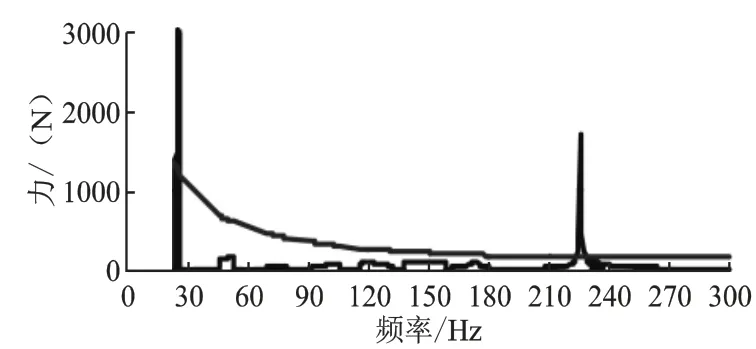
图6 二级进气缓冲罐脉动不平衡力(优化前)
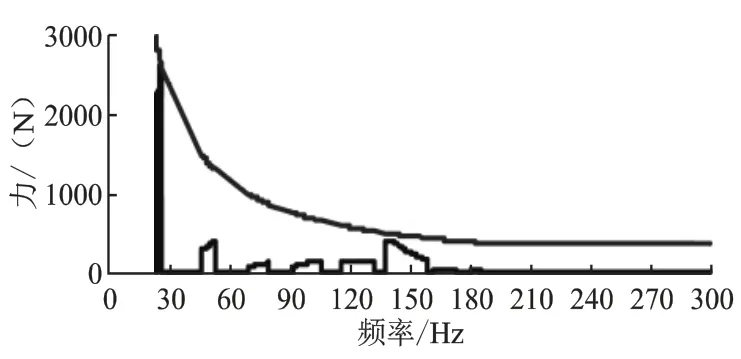
图7 二级进气缓冲罐脉动不平衡力(优化后)
机械振动控制则是通过优化机械设备和管道的布局及支撑设计,达到控制机组系统机械振动的目的。进行机械振动分析就是应用有限元分析软件建立的机械振动分析模型,将气流脉动分析计算得到的气流脉动不平衡力、气缸气体力等加载在该模型上,计算系统的动态响应。并根据分析结果,提出相应的机械振动控制措施,典型的如增加或调整对气缸、缓冲罐、洗涤罐、阀门及管道等的支撑,达到控制机组系统振动的目的。
图10显示了应用Bentley AutoPIPE建立的机组机械振动分析模型。图11至图14显示了部分机械振动分析结果。其中,图11显示了系统前8阶机械固有频率与运行频率的比较。图12显示了二级进气缓冲罐对应模态频率为66.6 Hz,对照图6可以看出二级进气缓冲罐在该频率上无激振力,这样就避免了二级进气缓冲罐的共振问题。类似的分析(如图13显示的一级进气缓冲罐模态频率85.6 Hz)表明系统主要设备的模态均避开了共振,说明优化设计是有效的。脉动及机械设计优化后系统的动态位移响应如图14所示,满足机组安全运行要求。
根据机械振动分析结果,对该机组实施的机械振动控制措施包括排气缓冲罐加楔形支撑、洗涤罐加斜支撑,加强中体支撑等。
2.2 底撬结构和基础的振动控制设计
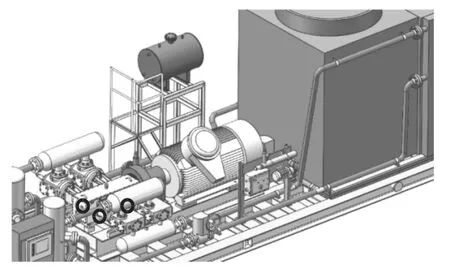
图8 二级进气孔板设计(○表示孔板位置)
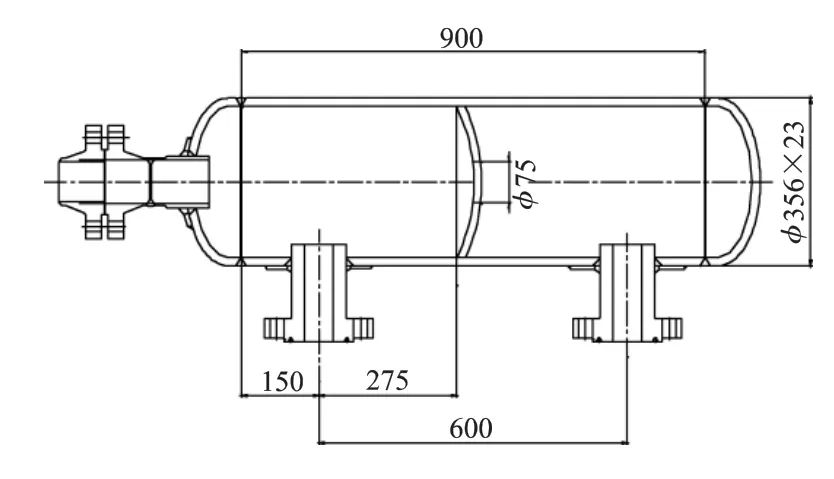
图9 二级进气缓冲罐结构设计
对于有固定基础的压缩机组来说,基础为固定边界条件,完成了上述气流脉动和机械振动控制设计即可基本控制整个机组的振动。但对于无固定基础的压缩机组,仅仅进行上述气流脉动和机械振动分析是不够的,还需进行底撬结构和基础的振动分析,以控制机组底撬结构和基础的振动,达到控制机组振动水平在允许范围内的目的。
(1)计算模型

图10 机组机械振动分析模型
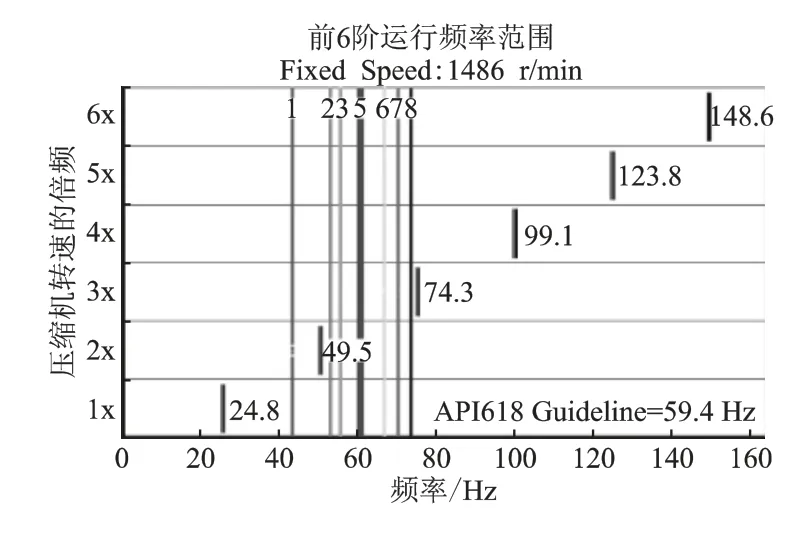
图11 系统机械固有频率与运行频率的比较
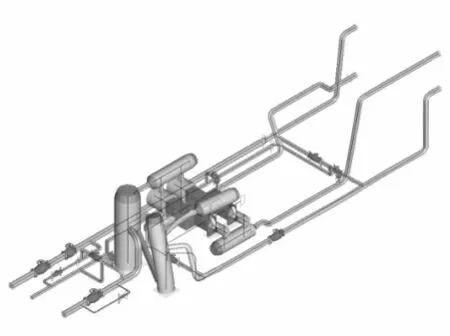
图12 系统第6阶振型(f=66.6 Hz)
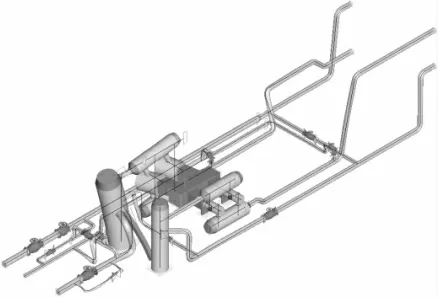
图13 系统第14阶振型(f=85.6 Hz)
使用STAAD Pro结构分析软件建立的机组底撬结构和基础振动分析模型。该模型包括了机组底撬梁结构、压缩机本体、电机、冷却器、缓冲罐以及洗涤罐等主要机械设备。这些设备均采用梁单元进行模拟,并通过调整设备单元的截面特性和材料密度使得模型中设备的计算重量和重心位置与它们的实际值保持一致。对于模型中没有包括进来的其它设备或部件重量,则等效到撬体结构中,并通过调整撬体结构配重使得模型总重量和重心位置与实际机组一致。该机组直接放置在经过处理的地基表面。
(2)边界条件
该机组由地基进行支撑,模型中采用平板弹簧模拟地基对机组的支撑作用,其抗压及抗剪刚度系数根据深度范围内的地基等效刚度系数得到,其中A为底撬截面积。
(3)机组不平衡力和不平衡力矩
机组激振力包括电机旋转产生的不平衡力、压缩机旋转产生的不平衡力和不平衡力矩、压缩机气缸产生的气体力以及气流脉动产生的脉动不平衡力。
电机产生的不平衡力根据电机转子的重量和转速确定。电机的不平衡力由下面的公式给出

其中 Fo——电机的不平衡力
Wr——电机转子重量
f——电机转速
电机不平衡力在分析模型中的作用点是电机的重心位置。
压缩机组的旋转不平衡力和不平衡力矩由压缩机生产厂家提供,数值结果汇总在表1中。压缩机不平衡力和不平衡力矩在分析模型中的作用点是压缩机的重心位置。
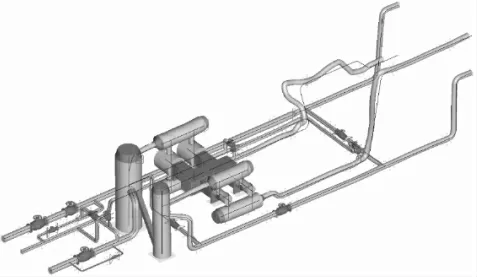
图14 计算的机组动态响应
(4)气流脉动不平衡力及气缸气体力
气流脉动产生的脉动不平衡力由脉动分析得到。
压缩机气缸产生的气体力由机组运行工况确定,典型的气缸气体力(如第一列气缸)如图15所示。
3 机组振动分析结果及讨论
(1)气流脉动不平衡力对机组振动的影响
减低气流脉动不平衡力可以显著减低机组的振动水平。如前所示,脉动控制措施可以将二级进气缓冲罐轴向(x方向)最大脉动不平衡力从3 kN降低到1.4 kN。图16和图17显示了脉动控制措施实施前后,该二级进气缓冲罐的振动速度。对比图16和图17可以看出,当轴向脉动不平衡力下降后,其轴向振动速度从10.5 mm/s降为3.08 mm/s,说明通过控制脉动不平衡力来控制设备在对应方向的振动是切实有效的。从图中还可以看出,二级进气缓冲罐轴向脉动不平衡力的变化,不仅改变了其轴向振动,同时改变了该缓冲罐在其它两个方向的振动。说明作用力和力的动态响应是非线性的,其响应与整个系统有关。
图18和图19显示了采取脉动控制措施前后底撬的振动速度。对比图18和图19可以看出降低二级进气缓冲罐的脉动不平衡力后,底撬的振动速度在x方向虽有所减少,但底撬总体振动依然超标,其振动需要采用其它措施来进行控制。
(2)底撬灌浆设计对机组振动的影响
图17和图19显示的振动是在实施脉动控制措施但底撬没有灌浆的情况下得出的。同样条件下,如对底撬全部进行灌浆,计算得到的底撬和二级进气缓冲罐振动速度分别如图20和图21所示。比较图19和图20可以看出,底撬灌浆可以极大地降低底撬的振动速度。其3个方向振动速度分别从3.02 mm/s、4.67 mm/s和1.04 mm/s变为1.14 mm/s、1.42 mm/s和1.06 mm/s。工程经验告诉我们,增加底撬的重量和刚度都能降低系统的振动速度。底撬灌浆既增加了底撬重量又增加了底撬刚度,底撬振动能通过灌浆得到有效控制。底撬振动的计算结果表明灌浆效果的确与工程经验的认知一致。
底撬灌浆能极大地降低底撬的振动,但它对设备振动的影响相对比较复杂。比较图20和图24可以看出底撬灌浆虽然降低了二级进气缓冲罐在非激振力方向振动速度,但在激振力方向振动速度反而有所增加,再次说明局部振动是由系统对激振力的总体动态响应决定的。因此,机组振动控制需要同时兼顾撬上设备和底撬的振动控制,才能得到满意的振动控制效果。
(3)地基对机组振动的影响
对无基础压缩机组,由于底撬直接放在地基上,因此地基设计直接影响机组振动。地基设计除了需要满足地基承载力的要求外,还要满足刚度要求,以达到控制机组振动的目的。那么如何设计地基才能达到振动控制的目的?
上一节图20和图21显示的机组振动是在地基抗压刚度系数为30000 kN/m3时计算得到的。在保持其它条件不变的情况下,将地基改为硬地基时(抗压刚度系数55000 kN/m3)底撬和二级进气缓冲罐的振动分别如图22和图23所示。从图中可以看出,地基刚度系数增加对二级进气缓冲罐总体振动影响不大,但对底撬振动影响很大。该地基改变引起底撬在x方向振动从1.14 mm/s增加到6.38 mm/s。模态分析表明该振动主要由机组共振引起的。因此在设计中需准确计算系统固有频率,以避开共振。
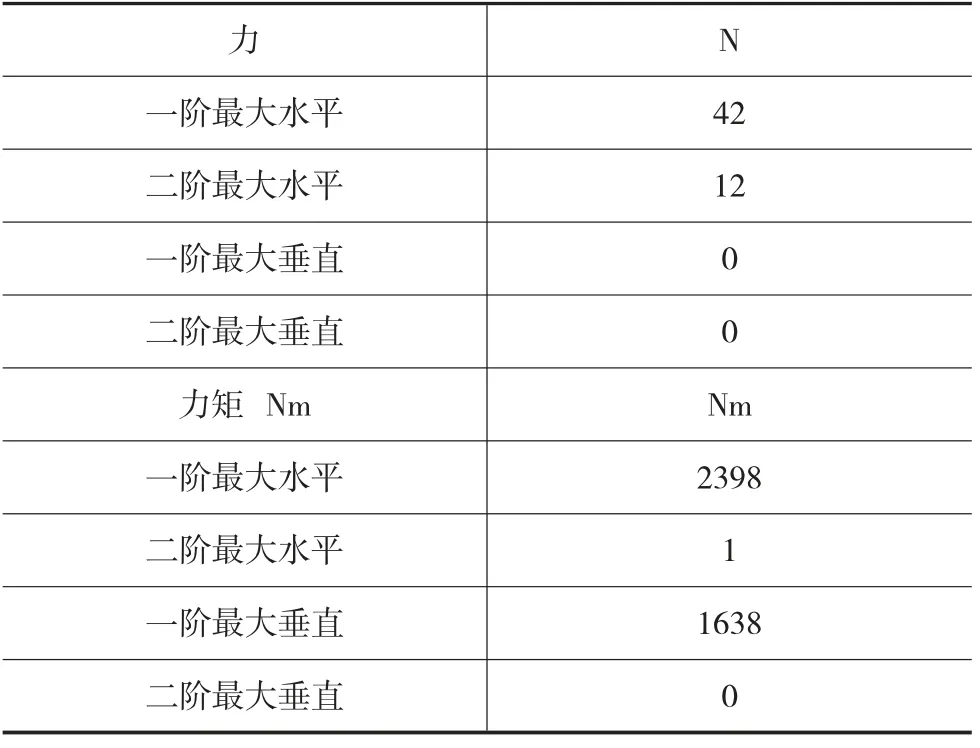
表1 压缩机的不平衡力和不平衡力矩

图15 第一列气缸气体力
对于硬地基,由于其刚度较大导致系统的固有频率往往与运行频率过近而导致共振。那么是否地基越软越好?当地基为软地基时(抗压刚度系数18000 kN/m3)底撬和二级进气缓冲罐的振动分别如图24和图25所示。从图中可以看出,虽然底撬没有振动过高的问题,但二级进气缓冲罐在z方向振动值高达19.6 mm/s,机组振动还是未能得到有效控制。
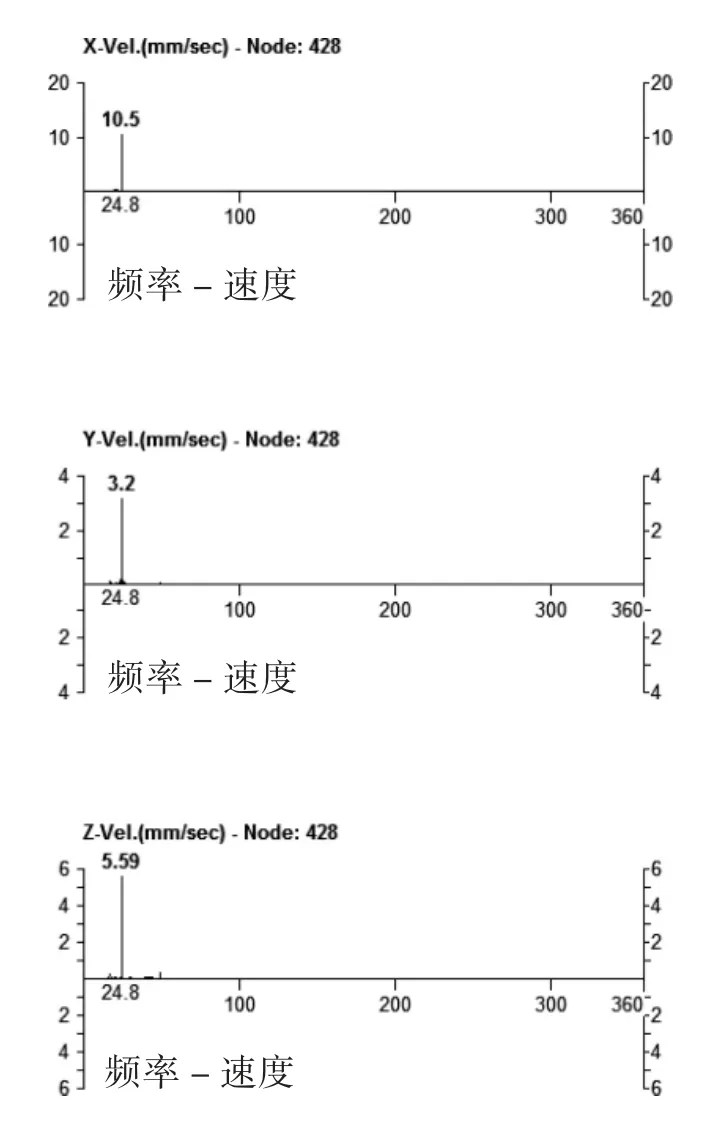
图16 二级进气缓冲罐振动速度(脉动力=3.0 kN)
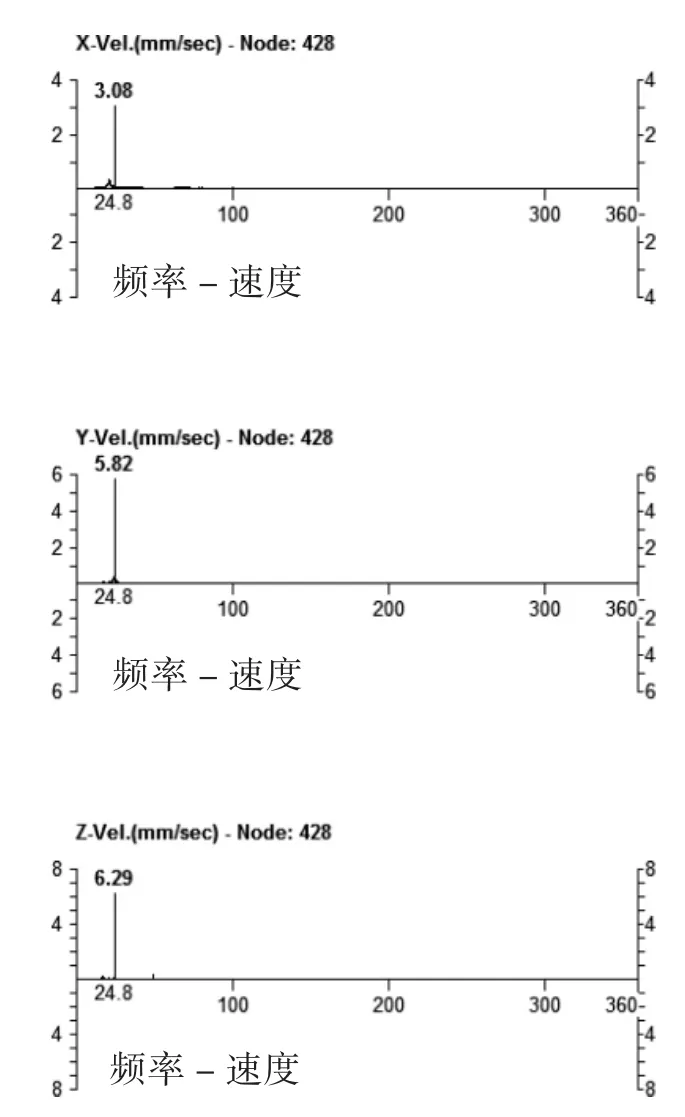
图17 二级进气缓冲罐振动速度(脉动力=1.4 kN)

图18 底撬振动速度(脉动力=3.0 kN)
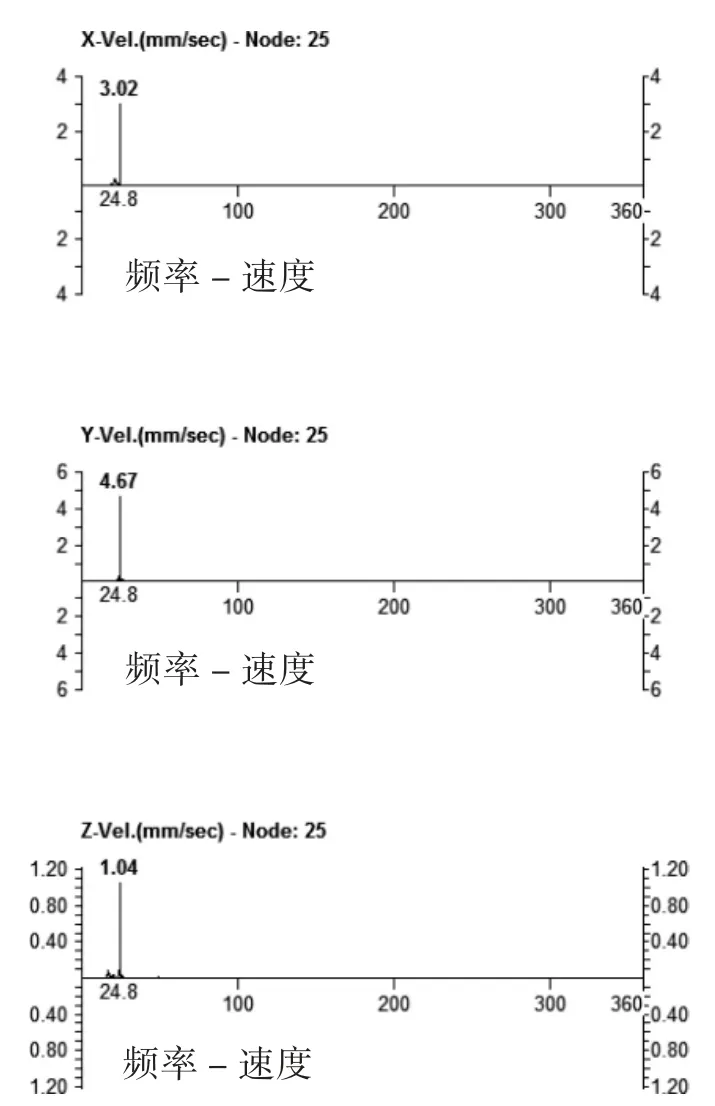
图19 底撬振动速度(脉动力=1.4 kN)
通过上面的分析我们可以看出,如果地基过硬,往往由于共振导致底撬振动过大;如果地基过软,又容易发生撬上设备动态响应过大的问题。只有合适的地基才能达到控制机组振动的目标。那么如何得到合适的地基参数?这就需要对机组进行完整的动态分析,通过分析结果得到符合振动要求的地基参数,然后据此参数选择地基或对地基进行改造。
(4)其它动载荷对机组振动的影响

图20 底撬振动速度(底撬灌浆)
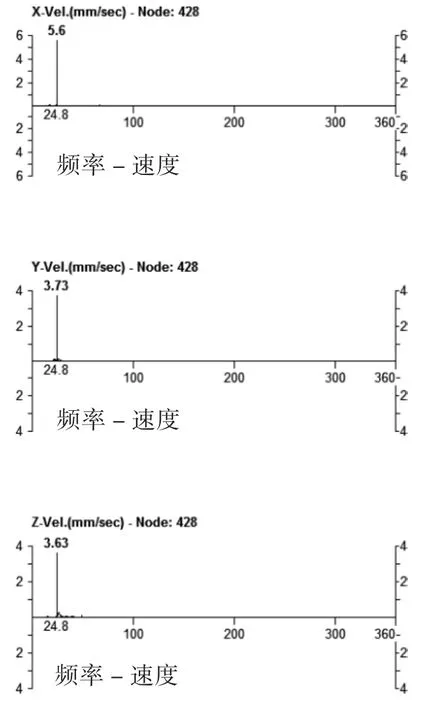
图21 二级进气缓冲罐振动速度(底撬灌浆)

图22 底撬振动速度(硬地基)
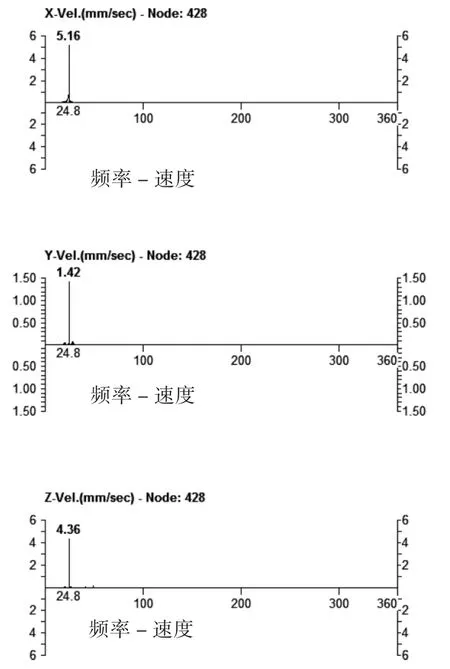
图23 二级进气缓冲罐振动速度(硬地基)
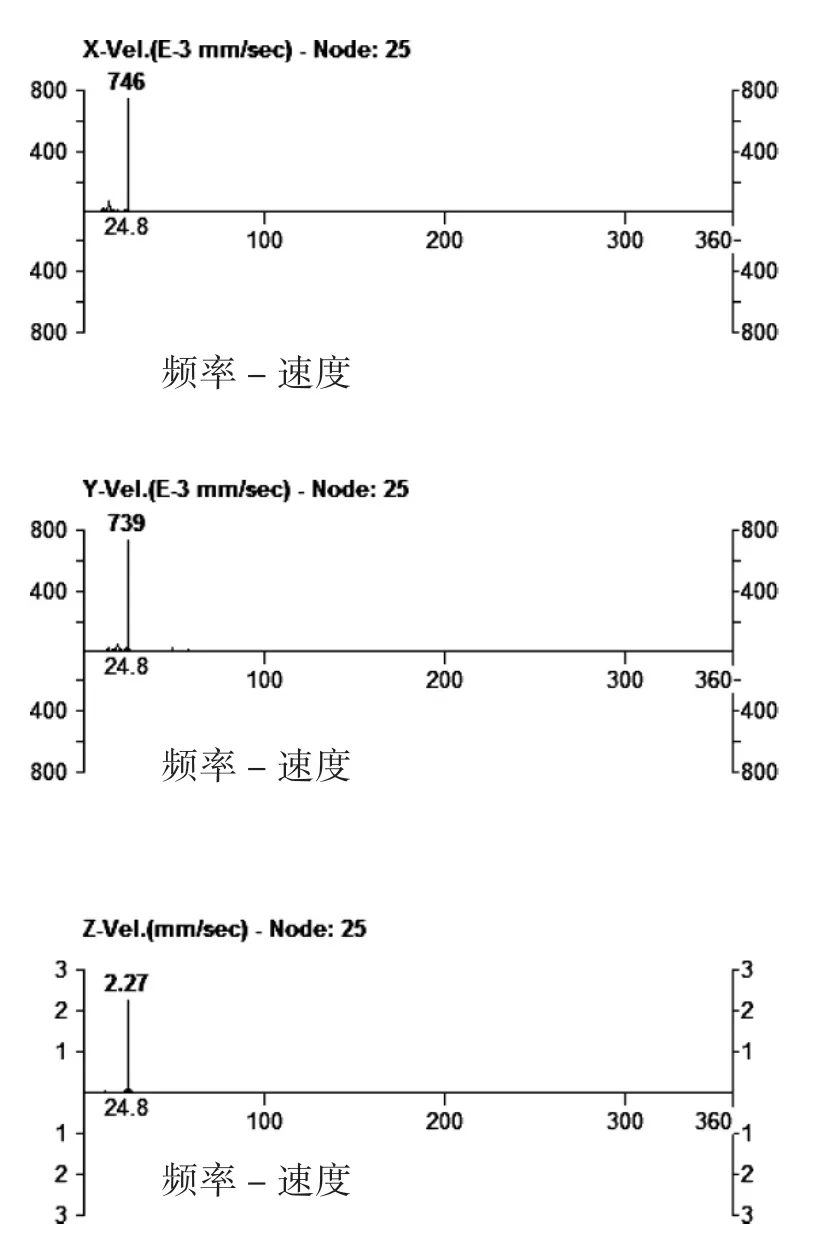
图24 底撬振动速度(软地基)

图25 二级进气缓冲罐振动速度(软地基)
电机和压缩机产生的不平衡力及力矩,以及气缸气体力等动载荷对机组的振动均有显著影响。由于这些动载荷主要是由机组的运行工况,以及电机和压缩机的主要结构特性和设计参数所确定的,它们对机组振动的影响已经包括在模型中,但限于篇幅,在此不作详细讨论。
4 结论
随着无固定基础往复压缩机组的广泛应用,对该型机组进行振动控制设计变得越来越重要。对无固定基础往复压缩机组进行振动控制设计,需要同时兼顾撬上设备和管线,以及底撬甚至基础的振动控制。通过进行气流脉动及机械振动分析可以得到气流脉动及机械振动控制措施,降低撬上机组设备和管道的振动水平。通过进行底撬结构包括基础的振动分析,合理选择底撬结构灌浆部位及合理选择地基可以有效控制底撬结构及撬上设备的振动。其中地基对机组振动的影响相对较复杂,既不能太硬又不能太软,只有合适的地基才能将机组振动降到最小。这就要求对机组整个系统包含底撬结构甚至基础进行完整、系统的振动分析。本文以某页岩气增压DTY315压缩机组为例,说明了如何对无固定基础往复压缩机组进行振动控制设计,为保证无固定基础往复压缩机组的安全运行提供了技术参考。
猜你喜欢
家教世界(2023年25期)2023-10-09 02:11:56
中学生数理化·八年级物理人教版(2023年3期)2023-03-21 00:40:06
中国特种设备安全(2022年3期)2022-07-08 02:21:56
昆明医科大学学报(2022年3期)2022-04-19 14:00:38
初中生学习指导·提升版(2022年3期)2022-03-19 23:01:44
中学生数理化·八年级物理人教版(2022年3期)2022-03-16 05:55:04
高中数理化(2022年2期)2022-02-22 02:16:48
阅读(低年级)(2018年5期)2018-05-14 15:47:44
女子世界(2017年3期)2017-03-13 00:38:31
厦门理工学院学报(2016年1期)2016-12-01 04:50:50
