
304L/ER316L奥氏体不锈钢焊接板的点蚀行为
2020-07-21 03:33李光福纪开强钟志民
腐蚀与防护 2020年1期
赵 迪,李光福,纪开强,郑 会,钟志民
(1.上海材料研究所上海市工程材料应用与评价重点实验室,上海200437;2.国核电站运行服务技术有限公司,上海200233)
腐蚀防护对核电站的安全可靠运行具有重要意义。近年来,一个重要的腐蚀问题是常温水池不锈钢覆面因局部腐蚀而导致的泄漏[1-2],其点蚀、缝隙腐蚀和应力腐蚀破裂问题及其行为规律和机理受人关注,如秦山二期核电站换料水池304L不锈钢覆面发生开裂,失效分析认为裂纹是由与钢覆面接触的混凝土中释放出的Cl-引的起[3]。因此,核电站常温水池不锈钢覆面及部件的腐蚀行为引起了业界重视。张微啸等[4]研究了温度对乏燃料格架304L不锈钢在硼酸溶液中腐蚀行为的影响;郑越等[5]研究了温度、Cl-及SO42-浓度对常温水池不锈钢覆面用304L和S32101不锈钢在硼酸溶液中点蚀行为的影响;姚琳等[6]对304L和S32101不锈钢在硼酸溶液中的晶间腐蚀、缝隙腐蚀及应力腐蚀破裂行为做了进一步探究;徐为民等[7]研究了乏燃料格架304L焊接接头的表面状态对其在硼酸溶液中腐蚀行为的影响。
目前,现有的研究资料主要针对水池用304L不锈钢覆面及部件基体材料,有关焊接板腐蚀行为的信息相对缺乏,而焊缝及周边的腐蚀问题备受关注[8-10],点蚀是其中的重要方面[11-12],了解焊接板不同部位的点蚀倾向性、环境介质及温度,可为核电厂水池的可靠性评估和寿命预测奠定基础。因此,本工作针对二代核电站乏燃料池覆面304L/ER316L奥氏体不锈钢焊接板典型结构进行研究,试验方法包括模拟乏燃料池多种水环境的电化学测试和按标准进行的常规试验如三氯化铁点蚀浸泡和3.5%(质量分数,下同)NaCl电化学测试。
1 试验
1.1 试样
试验用母材为经固溶处理的304L奥氏体不锈钢,板厚约12 mm。采用钨极惰性气体保护焊(GTAW)进行焊接,焊丝为ER316L,如图1所示。母材(BM)及焊缝金属(WM)的化学成分见表1。用王水侵蚀后得到母材区、熔合线周边区、焊缝区的金相组织,见图2。母材组织为等轴奥氏体晶粒+沿轧制方向分布的δ铁素体+细小碳化物颗粒,且有孪晶形貌;焊缝金属组织比较细密,为均匀细长的柱状奥氏体和沿柱状晶分布的δ铁素体;熔合线到热影响区(HAZ)组织变化明显,有少量δ铁素体及垂直于熔合线向母材侧生长的黑色碳化物。

图1 焊接示意图Fig.1 Welding diagram

表1 试验用母材及焊缝金属的化学成分(质量分数)Tab.1 Chemical composition of base metal and weld metal(mass fraction) %
1.2 试验方法
1.2.1 三氯化铁浸泡试验
试验根据GB/T 17897-1999《不锈钢三氯化铁点腐蚀试验方法》[13]进行,采用线切割,平行于焊接板轧制方向取30 mm×20 mm×5 mm的试样。将试样表面用水砂纸研磨至1 500号,焊缝保持原始表面。测量试样尺寸、清洗后称量。用去离子水及分析纯FeCl3·6H2O和优级纯HCl配置6%(质量分数,下同)FeCl3溶液,然后加热至35℃,最后将试样在密封溶液中浸泡24 h。试验结束后,清除试样表面的腐蚀产物,采用光学显微镜和照相机观察记录试样表面形貌,测量腐蚀质量损失并计算试样的腐蚀速率。

图2 焊接板不同区域的金相组织Fig.2 Microstructure of different zones of the welded plate:(a)base metal;(b)zone around fusion line;(c)weld metal
1.2.2 电化学试验
电化学化测试在Gamry Reference 600+电化学工作站上完成。参照GB/T 17899-1999《不锈钢点蚀电位测量方法》[14]和 ASTM G61-1986(2014)《Standard Test Method for Conducting Cyclic Potentiodynamic Polarization Measurements for Localized Corrosion Susceptibility of Iron-,Nickel-,or Cobalt-Based Alloys》[15]进行动电位极化曲线测试,用线切割分别从焊接板的母材、热影响区及焊缝上取尺寸为12 mm×12 mm×12 mm的试样,试验面为板材表面,对立面焊接导线,并用环氧树脂封装。用水砂纸将试验面逐级研磨到1 500号,再用无水乙醇、去离子水冲洗后吹干。为防止缝隙腐蚀,将试样浸泡于50℃、25%(质量分数)的硝酸中1.5 h,最后用硅胶封边,测定前用W28号砂纸在试验面打磨(1 cm2)。用去离子水及分析纯的H3BO3和NaCl试剂配制试验溶液,有三种:溶液1为3.5%NaCl溶液;(2)溶液2为含2 700 mg/L B3+的纯硼酸溶液;(3)溶液3为含2 700 mg/L B3++200 mg/L Cl-的混合溶液。溶液1为点蚀试验的常规溶液,试验温度为30℃;溶液2和溶液3为模拟乏燃料池水溶液,试验温度为30,40,60℃,p H约为4.5。
电化学试验采用三电极体系,辅助电极为铂电极,参比电极为饱和甘汞电极(SCE),工作电极为试样,试验中电极电位均相对于SCE。极化曲线扫描速率为20 mV/min,以电流密度为10μA/cm2和100μA/cm2时所对应的最正电位为名义点蚀电位Eb10和Eb100,部分试样进行返扫测试,即在电流密度达到5 mA/cm2或电位达到3 V时进行返扫描,以返扫曲线和正扫曲线相交的电位为保护电位Ep,极化曲线测试过程持续通N2除氧。电化学阻抗谱(EIS)测试的频率为0.01 Hz~105Hz,振幅10 mV,溶液上方为敞开空气。采用带有能谱仪(energy-dispersive X-ray spectroscopy,EDS)的Philips Quanta 400F扫描电镜(scanning electron microscopy,SEM)观测试验后不同区域试样的表面形貌和微区化学成分。
2 结果与讨论
2.1 三氯化铁浸泡试验结果
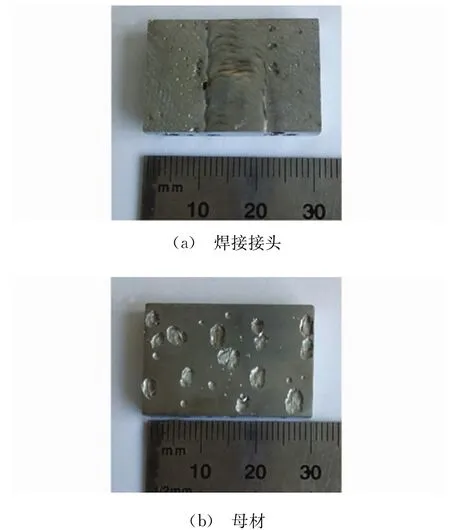
图3 试样在35℃的6%FeCl3溶液中浸泡24 h后的宏观形貌Fig.3 Macro-morphology of specimens after immersion in 6%FeCl3 solution at 35℃for 24 h:(a)weld joint;(b)base metal
由图3可见:焊接板各区域的抗点蚀能力由强到弱依次为焊缝区>母材区>热影响区。原始焊缝表面未发生点蚀,熔合线处蚀坑窄而深并朝纵深扩展,表面热影响区分布许多小蚀坑,侧面热影响区及棱角点蚀严重;母材金属表面和侧面均匀分布宽而浅的椭圆状蚀坑。由表2可见:焊接接头部位试样的腐蚀速率高于母材试样的,这主要是因为热影响区及熔合线附近发生了较严重的腐蚀。

表2 试样在35℃的6%FeCl3溶液中浸泡24 h后的腐蚀速率Tab.2 Corrosion rates of specimens after immersion in 6%FeCl3 solution at 35℃for 24 h
2.2 电化学试验结果
2.2.1 3.5%NaCl溶液中的动电位极化曲线和电化学阻抗谱

图4 试样在30℃3.5%NaCl溶液中的极化曲线Fig.4 Polarization curves of specimens in 3.5%NaCl solution at 30℃
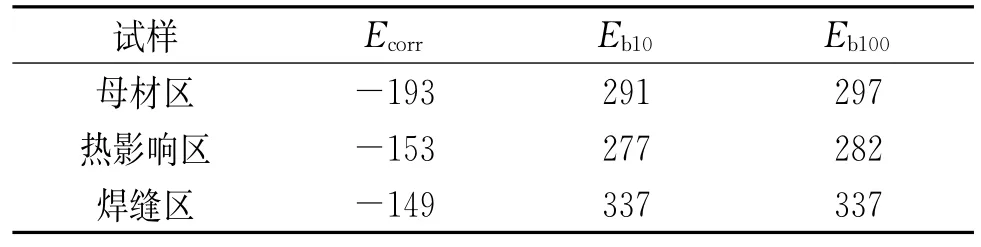
表3 试样在30℃3.5%NaCl溶液中的点蚀电位测试结果Tab.3 Pitting potential test results of specimens after immersion in 3.5%NaCl solution at 30℃for 24 h mV
由图4和表3可见:各区域试样在3.5%NaCl溶液中的极化曲线相似,在270~340 mV的较低电位下发生点蚀击穿,电流迅速增大,回扫环面积较大,说明钝化膜破坏后难以修复。母材和热影响区点蚀严重,焊缝区无明显点蚀,见图5,母材区主要是边缘陷落的“溃疡状”蚀坑,坑内C、Si、Ca含量偏高;热影响区点蚀形貌与母材区的相同,在某一蚀坑内发现富含C、O、Si、Ca的白亮物;由此说明夹杂处为点蚀敏感区域。根据点蚀电位和点蚀形貌可知各区域的抗点蚀能力由强到弱依次为:焊缝区>母材区>热影响区,与FeCl3浸泡试验结果相同。
由图6可见:三种试样的Nyquist图均由一个容抗弧构成,表明电极过程主要受电化学反应步骤控制,扩散过程引起的阻抗可以忽略。根据阻抗谱理论,容抗弧的半径越大,电化学反应发生的阻力越大,耐蚀性越好[10]。EIS试验同样表明焊缝金属耐蚀性较好,母材区和热影响区耐蚀性接近。
根据文献[16-21],选用如图7所示等效电路模型对电化学阻抗谱进行拟合,通过Gamry Echem Analyst软件拟合EIS曲线,结果见表4。等效电路中各元件的物理意义如下[16]:Rsol为溶液电阻,Q1为钝化膜电容,Rf为钝化膜电阻,Q2表示活性溶解区域的双电层电容,Rct表示活性溶解区域的电荷转移电阻。
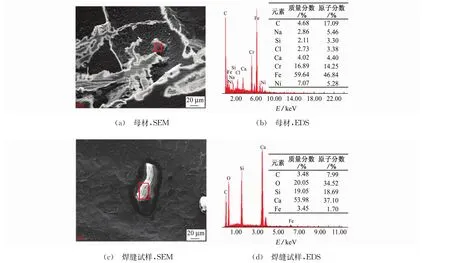
图5 母材和焊缝试样在30℃的3.5%NaCl溶液中经极化测试后的SEM形貌和EDS结果Fig.5 SEM morphology(a,c)and EDS results(b,d)of base metal and weld metal samples after polarization test in 3.5%NaCl solution at 30℃
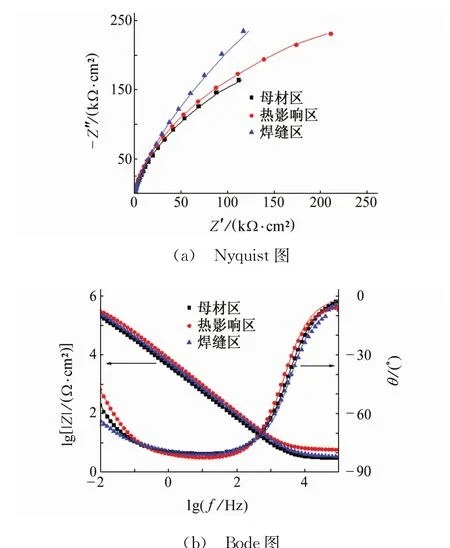
图6 试样在30℃的3.5%NaCl溶液中浸泡24 h后的电化学阻抗谱Fig.6 EIS for specimens after immersion in 3.5%NaCl solution at 30℃for 24 h

图7 试样在30℃的3.5%NaCl溶液中EIS的等效电路图Fig.7 Equivalent electrical circuit of EIS of specimens in 3.5%NaCl at 30℃
由表4可知,母材区和焊缝区试样的n1接近,热影响区试样的n1较小,说明热影响区钝化膜致密性和均匀性较差[16,22];热影响区Rf最小,说明热影响区钝化膜的稳定性最差;Rct值越小说明腐蚀速率越高[23],焊缝区的Rct远高于母材区的,母材区的又高于热影响区的,因此焊缝区的腐蚀速率最小,其次是母材区,热影响区的最大。EIS与浸泡试验和极化曲线得出的结论相同。
2.2.2 两种模拟乏燃料池水溶液中的动电位极化曲线
由图8可见:各区域试样在不同温度溶液2中极化曲线的变化趋势较为相似,曲线上无明显的点蚀击穿,当到达返扫点时,返扫曲线与正扫曲线几乎重合,说明在本试验条件下,试样表面钝化膜完整,也说明符合设计参数的硼酸环境呈良性,极化后试样表观也无明显点蚀现象。由表5可见:各区域试样的Eb10和Eb100都非常高,且Eb100基本在2 000 mV以上。根据试样形貌观测和ASTM G61-1986标准,可认为在30,40,60℃含2 700 mg/L B3+的溶液中,试样在高电位下发生的只是过钝化溶解的均匀腐蚀和析氧(H2O/O2)反应。

表4 试样在30℃3.5%NaCl溶液中的电化学阻抗谱参数拟合结果Tab.4 Fitting results for EIS of specimens in 3.5%NaCl solution at 30℃
由图9和表6可见:在溶液2中加入200 mg/L Cl-后,试样的点蚀倾向显著增加。各区域试样的点蚀电位随温度升高而降低,母材区点蚀电位较高,焊缝区和热影响区的接近,原因是焊缝宽度较小且包含部分热影响区,见图10,焊缝区无明显点蚀,母材区有一深蚀坑,蚀坑边缘存在一个富含C、O、Si、Ca的白亮物,热影响区的蚀坑内Si含量也偏高。研究表明[24],当Si以固溶态形式存在时有利于提高材料的耐点蚀性能,若以夹杂物形式存在或在晶界偏聚则会对材料的耐点蚀性能产生有害影响,所以材料中局部区域偏聚的Si、Ca等杂质是点蚀敏感源。虽然试样在纯硼酸溶液中未发生明显点蚀,但若溶液中存在Cl-,点蚀便会被诱发。
2.3 环境介质及温度对点蚀的影响
三氯化铁、极化曲线和EIS结果均表明304L/ER316L奥氏体不锈钢焊接板的耐点蚀性能由强到弱依次为:焊缝区>母材区>热影响区。由表1可知,焊缝金属点蚀抗力最高主要是由于Mo、Ni含量较高,根据点蚀当量(PERN)计算公式[25]:

图8 试样在不同温度含2 700 mg/L B3+溶液中的极化曲线Fig.8 Polarization curves of specimens in the solution containing 2 700 mg/L B3+at different temperatures

表5 试样在不同温度溶液2中的极化曲线拟合结果Tab.5 Fitting results of polarization curves of specimens in No.2 solution at different temperatures

得到304L的点蚀当量为19.41,ER316L的点蚀当量为23.64,理论计算表明焊缝区的耐点蚀性能较好,与试验结果一致。Ni、Mo的添加能有效改善钢的钝化性能和抗点蚀性能,Ni主要通过与Cr配合来提高钢的耐蚀性,而Mo能有效抑制钝化膜最外层与基体金属之间过渡层Cr的贫化,形成更稳定且保护性更好的膜[26-30]。热影响区点蚀倾向最高的原因是由于靠近高温熔池引起碳化物析出而造成其成分、组织不均匀。
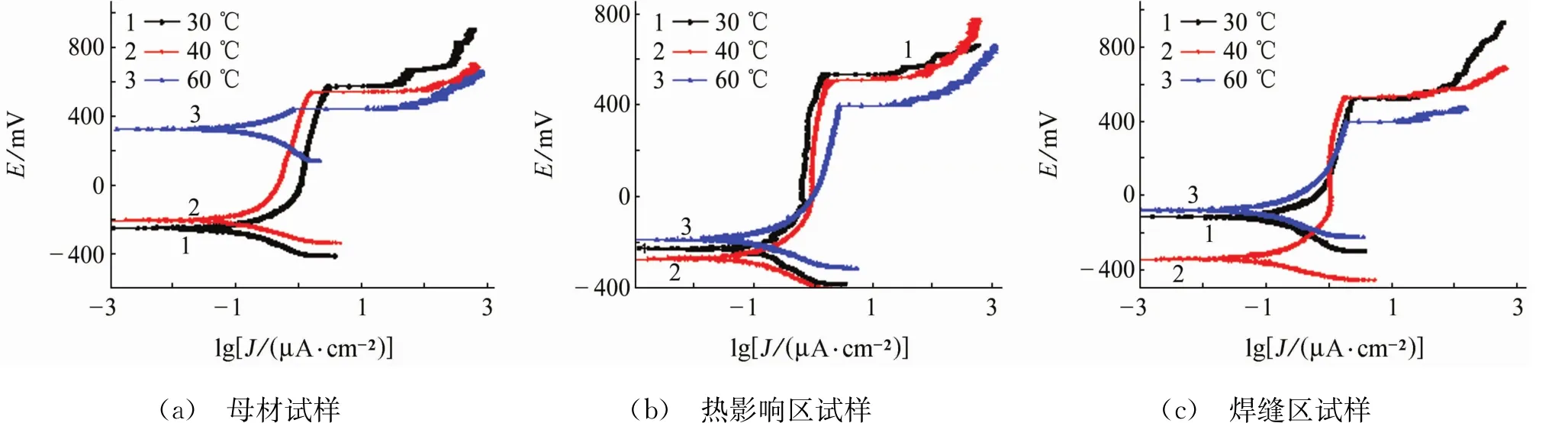
图9 试样在不同温度含2 700 mg/L B3++200 mg/L Cl-溶液中的极化曲线Fig.9 Polarization curves of specimens in the solution containing 2 700 mg/L B3++200 mg/L Clat different temperatures

表6 试样在不同温度溶液3中的极化曲线拟合结果Tab.6 Fitting results of polarization curves of specimens in No.3 solution at different temperatures
由图11可见:随着溶液中Cl-含量及溶液温度的升高,试样的腐蚀敏感性增强。核电站通常都建在沿海地区,海水中NaCl质量分数约为3.5%,而乏燃料池水质要求Cl-限值应小于0.15 mg/L,虽然钢覆面焊接结构在含2 700 mg/L B3+的纯硼酸溶液中未发生点蚀,但加入200 mg/L Cl-(其浓度不及3.5%NaCl的百分之一)后,点蚀倾向显著增加。由于乏燃料池为敞开环境,因此空气中含有的Cl-可能进入硼酸水中,这些Cl-在钢覆面的某些区域富集浓缩后,会产生局部酸化环境,导致这些区域发生严重点蚀直至穿孔泄漏。因此,乏燃料池在工程服役期间应严格监控水质,防止Cl-等侵蚀性离子含量超标。此外,温度升高也会导致焊接板的点蚀抗力下降,因此工程上要注意控制温度。
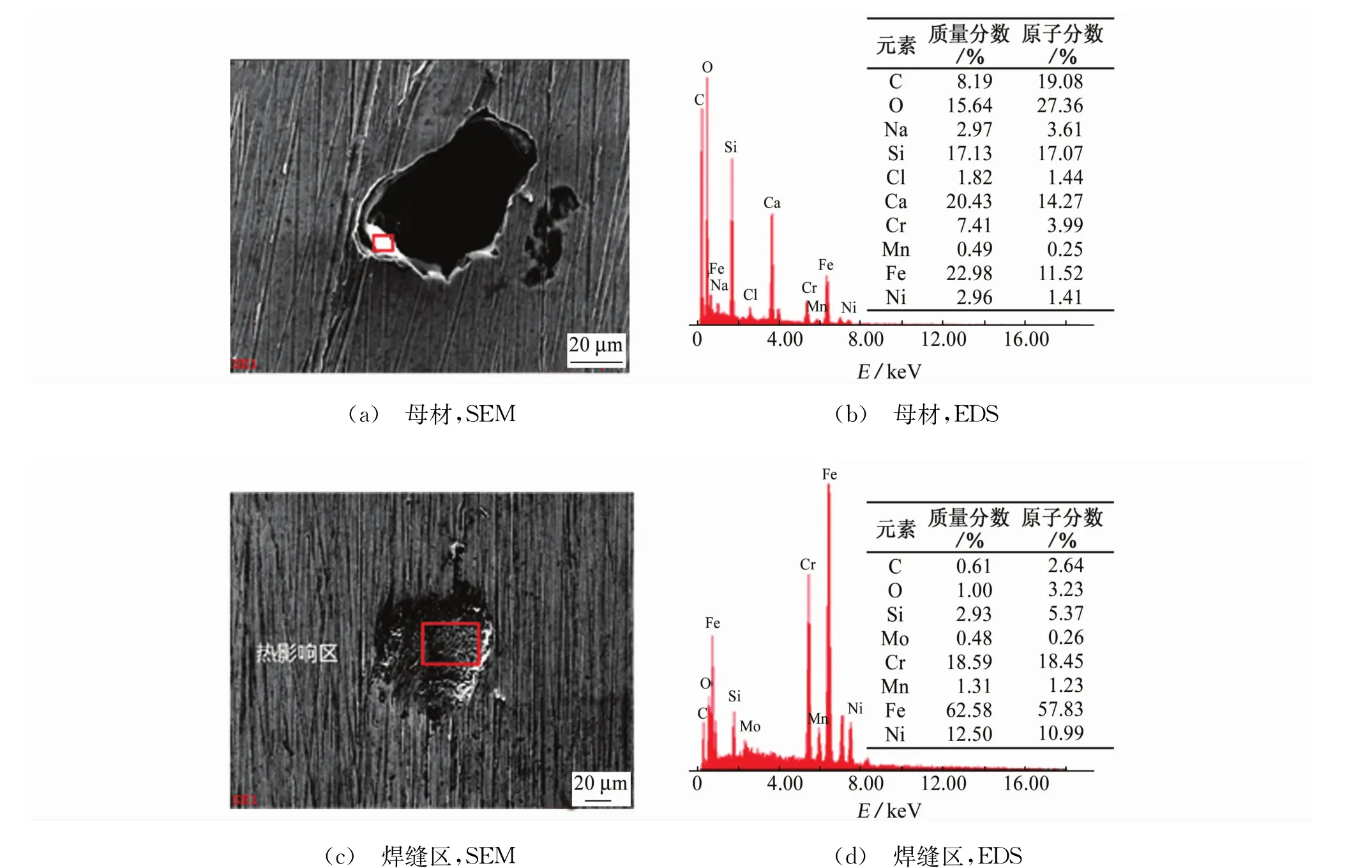
图10 母材试样和焊缝试样在30℃含2 700 mg/L B3++200 mg/L Cl-溶液中极化后的SEM形貌与EDS结果Fig.10 SEM morphology(a,c)and EDS results(b,d)of base metal sample and weld metal sample after polarization test in 2 700 mg/L B3++200 mg/L Cl-solution at 30℃
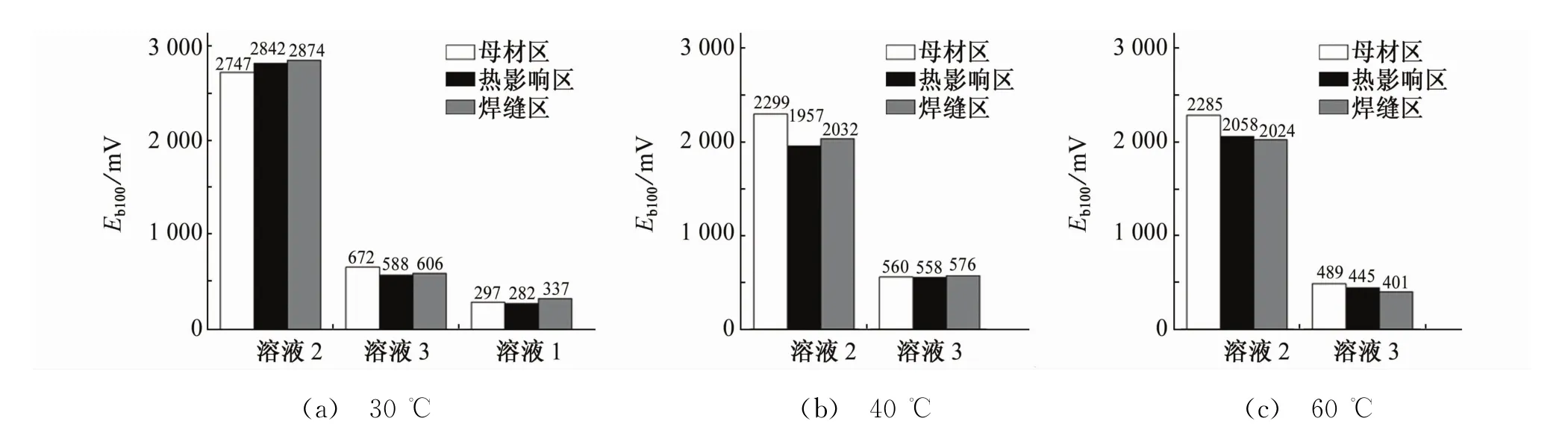
图11 温度和Cl-对试样点蚀电位的影响Fig.11 Eeffects of temperature and Cl-concentrations on pitting potential of sample
3 结论
(1)三氯化铁浸泡、极化曲线和EIS测试结果表明304L/ER316L/304L焊接板的耐点蚀性能由强到弱依次为:焊缝区>母材区>热影响区。焊缝区耐蚀性最优的原因是其Cr、Mo、Ni含量较高,热影响区点蚀倾向较高的主要原因是显微组织不良。
(2)在30,40,60℃含2 700 mg/L B3+的纯硼酸溶液中,焊接板各区域在极化曲线测试中无点蚀,而是在过钝化区和氧析出区发生了均匀腐蚀。当溶液中掺杂200 mg/L Cl-后,焊接板的点蚀倾向增加,主要是母材区和热影响区发生点蚀,点蚀敏感性随温度升高而升高。
(3)符合设计参数的纯硼酸溶液本身是足够好的服役环境,乏燃料池在服役期间,应严格监控水质,避免水中侵蚀性Cl-超过限值,也要控制水温,防止水温长时间过高。
猜你喜欢
山东冶金(2019年1期)2019-03-30
汽车科技(2018年3期)2018-09-04
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
化工设计通讯(2017年2期)2017-05-02
教育教学论坛(2017年7期)2017-03-07
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
制造技术与机床(2015年10期)2015-04-09
