
高散热基板(铝基+FR-4芯板)制作方法
2020-07-21 14:20:02蓝春华张鸿伟沙伟强
印制电路信息 2020年6期
蓝春华 张鸿伟 沙伟强
(景旺电子科技(龙川)有限公司,广东 龙川 517373)
(广东省金属基印制电路板工程技术研究开发中心,广东 河源 517373)
0 前言
随着电子产品向轻、薄、小、高密度和多功能的高速发展,对印制电路板(PCB)的散热性要求越来越高,如何寻求散热及结构设计的最佳解决方案,已成为当今电子产品设计的一大难题[1]。铝基板具有良好的热传导性,将电子器件的热量及时散热,降低模块运行温度,从而延长设备寿命,提升功效,增加可靠性。常规结构的铝基板主要是单面铝基板、双面铝基板,部分多层铝基板设计为环氧树脂基板(FR-4)与铝基混压结构,该产品结构既有多层印制板的功能属性,又具备铝基板快速散热的功效。本文以一款四层印制板与铝基混压的产品为研究对象,重点介绍了工艺流程设计和关键制作技术。
1 产品基本信息
1.1 产品信息
样板为四层印制板(FR-4)与铝基混压结构,表面处理为热风整平,介质厚度(FR-4与铝基的粘结层)50 μm,铝板厚度2.0 mm。产品叠层结构如图1所示。
1.2 制作难点简析
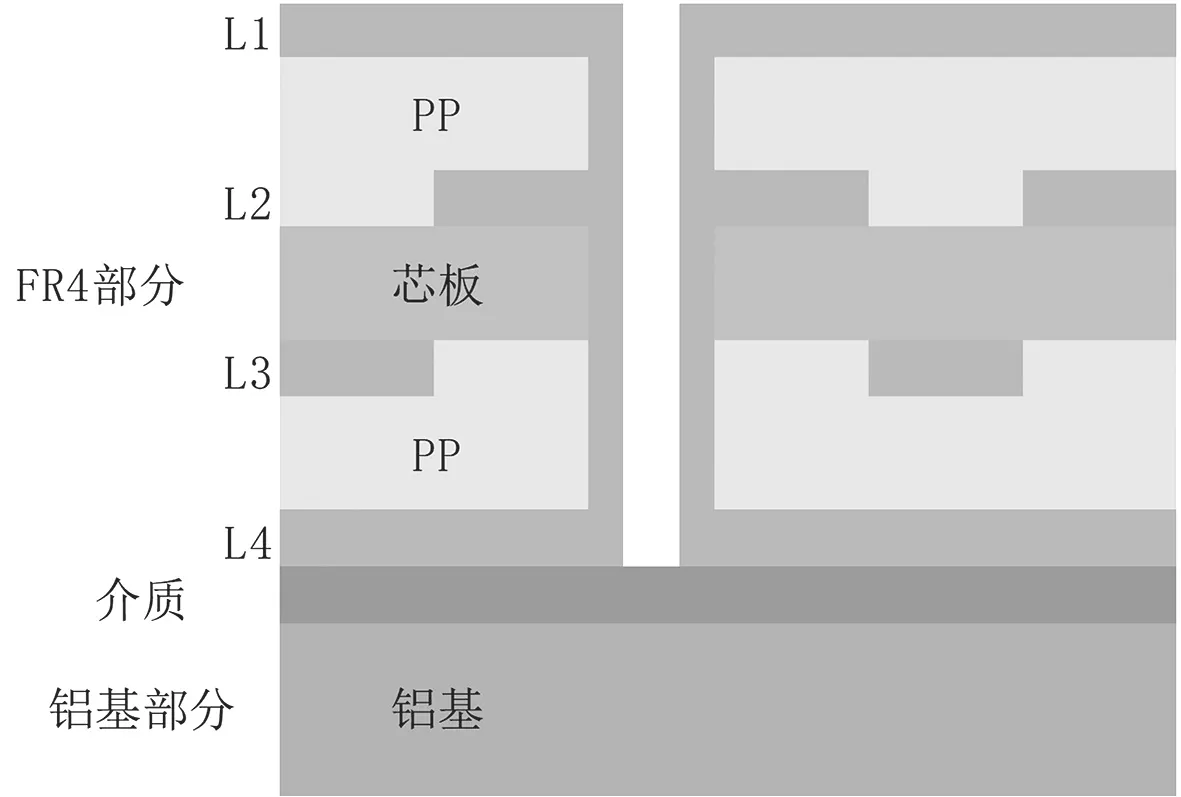
图1 叠层结构图
(1)FR-4芯板与与铝基贴合,容易出现分层问题,因此在选材、压贴处理、压贴参数确定最佳条件,确保无分层,能满足热应力测试品质要求。
(2)FR-4芯板在压贴位置有通孔,压贴后不允许有溢胶入孔。
(3)FR-4芯板与与铝基贴合,因板厚不对称,容易导致板翘问题。
2 工艺流程和关键工序制作方法
2.1 工艺流程
产品主要有FR-4芯板制作流程、热固胶制作流程、铝基制作流程、FR-4与铝基压贴及后续流程。具体流程如下:
(1)铝基加工流程:开料→蚀刻→钻孔→冲板成型;
(2)热固胶加工流程:开料→包板→冲钻定位孔→钻孔→成型;
(3)FR-4多层板制作流程:开料(FR4基板)→内层线路→压合→钻孔→化学镀铜→全板电镀→外层线路→图形电镀→外层蚀刻→外层AOI→阻焊(含塞孔)→文字→热风整平→铣板→测试→外观检验;
(4)铝基+FR-4压合主流程:铝基与热固胶假贴→套膜→快速压合→后固化→高压测试→磨板→FQC→FQA—包装。
2.2 关键工序制作方法
2.2.1 粘结层绝缘材料选择
铝基与FR-4芯板压合容易出现分层、溢胶等问题,因此选择低流动胶、高导热性能绝缘粘结材料。分析三种粘结层绝缘材料的优劣性,选用丙烯酸材料热固胶作为绝缘粘结材料(见表1)。
2.2.2 板翘问题解决
客户原始设计拼版两单元为左右对称,但上下不对称,因此会有板弯板翘的问题,即使反直处理也无法整平。经与客户沟通,在不影响客户表面封装下进行优化,设计为平衡非对称拼版,并在折断边作开槽处理,可完全解决板翘问题。
2.2.3 热固胶钻孔设计
产品压贴位置有FR-4芯板的孔内不允许有溢胶,热固胶相应钻孔。热固胶虽然流胶量低,但并不是完全不流胶,仍有微量流胶会溢流到孔内。对比预大0.3 mm、0.5 mm、0.8 mm的孔溢胶情况,只有预大0.8 mm的孔可以100%无溢胶到孔内。
2.2.4 压贴方法
(1)治具制作。
治具由两部分组成,一是垫板,厚度足够支撑即可,钻定位;二是沉头模板,厚度与铝基和FR-4整板厚度相同,钻定位孔与外形通槽。垫板与沉铜模板通过销钉套合。治具两部分(见图2)。
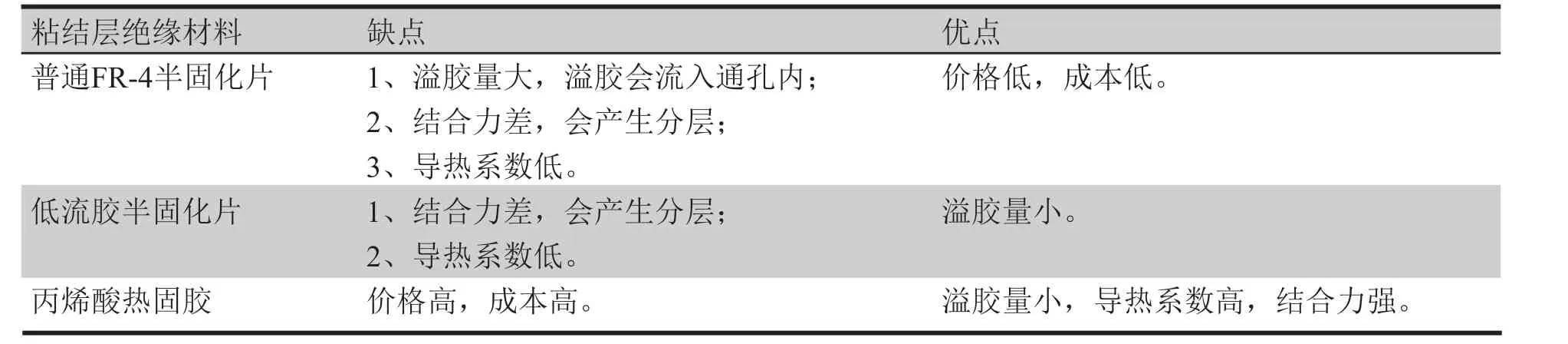
表1 粘结层绝缘材料比较
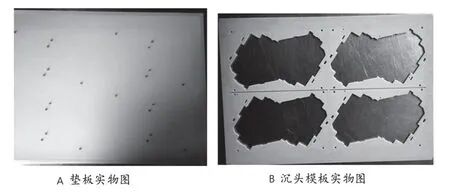
图2 治具实物图
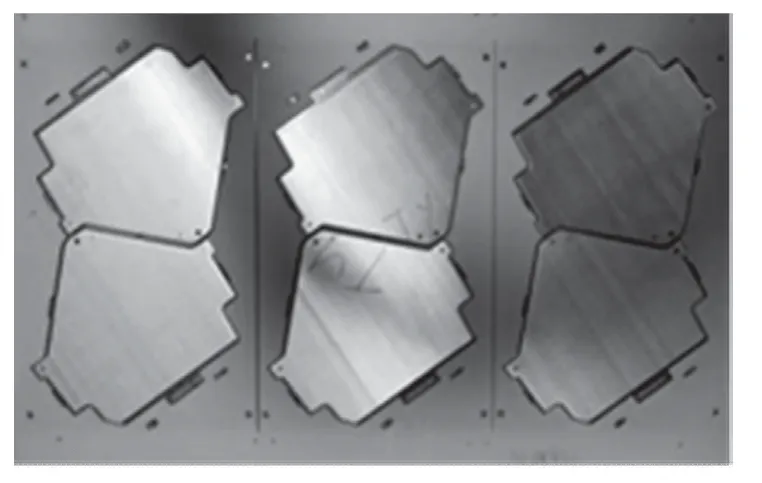
图3 治具套板

表2 不同快压参数试验结果
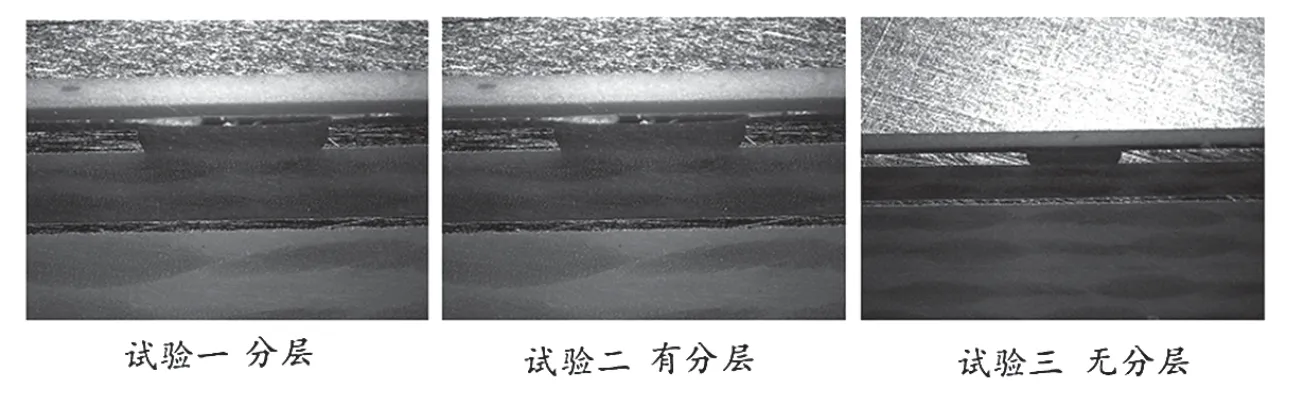
图4 试验结果
(2)压贴步骤。
将清洁后的FR-4芯板按照固定方向摆放在治具上,摆放方式根据PCB上三个孔与治具上相对应位置的三个销钉匹配后套入,需保证所有孔都完全套入销钉内,不允许套偏,保证PCB平整放置在治具上。
在已假贴好热固胶的铝板手撕位置撕开热固胶上层白色离型纸,同样按对应三个销钉位置套入与FR-4板贴合,将上有铝基+FR-4板的载具盖离型膜后放入快压机进行压贴(见图3)。
2.2.5 压贴参数
铝基与FR-4芯板压贴的粘结强度主要与粘结材料、压机、快压参数等方面有关,其中快压参数是该产品的技术关键。通过对温度、预压压力、成型压力、预压时间、成型时间等参数试验,试验参数和结果如表2所列,热应力测试后无分层缺陷。
3 结论
通过以上研究与分析,四层印制板与铝基混压的产品关键制作技术总结如下:
(1)铝基与FR-4芯板的粘结层选为丙烯酸热固胶,满足产品耐热性和无溢胶的品质要求;(2)通过优化拼版,同时工艺边设计开口处理,有效解决板翘问题;(3)通过钻出合适的热固胶孔,可以防止孔内溢胶;(4)铝基与FR-4芯板压贴,增加预压时间和小压力、长时间来成型压,可避免分层的问题;(5)使用套模具,再进行快压贴,然后热固化,是铝基与FR-4芯板压贴结合力强的关键。
猜你喜欢
机械设计与制造工程(2023年9期)2023-10-20 09:00:20
工程力学(2023年8期)2023-08-16 06:03:12
机电工程技术(2023年1期)2023-02-24 05:21:22
印制电路信息(2022年11期)2022-11-30 03:40:50
中国铁路(2022年8期)2022-09-22 02:41:24
轻兵器(2022年3期)2022-03-21 08:37:28
苏州科技大学学报(工程技术版)(2021年1期)2021-04-22 07:59:24
制导与引信(2020年1期)2020-08-25 00:53:38
机械制造文摘(焊接分册)(2018年3期)2018-08-08 02:11:02
电子机械工程(2014年4期)2014-09-08 10:14:20
