球头铣刀加工钛合金零件的铣削力特性
2020-06-16 02:43张耀满李万鹏杨铭宇
东北大学学报(自然科学版) 2020年6期
张耀满, 李万鹏, 杨铭宇
(东北大学 机械工程与自动化学院, 辽宁 沈阳 110819)
Ti-6Al-4V材料具有强度高、抗腐蚀性好、热强度高和低温性能好的特点.Ti-6Al-4V材料的导热系数和变形系数小,易与刀具表面发生摩擦并粘附,加工表面的回弹较大、切削性能差.对Ti-6Al-4V工件加工过程仿真和切削力的研究有助于提高加工效率和质量,增加刀具使用寿命.
国内外学者对铣削力的建模已经做了大量工作.Wu等[1]建立了球头铣刀切削力的预测模型.Hendriko等[2]建立了针对环形铣刀的半精加工过程中铣刀几何形状和铣削力变化的仿真预测模型.张雪薇等[3]建立了铣削动力学稳定性模型,对切削深度参数选择作了深入研究.相较于常规模型,Zamani 等[4]通过Johnson-Cook型材料本构模型预测铣削力.对于模型中的切削力系数,Grossi 等[5]分析了不同主轴转速对它的影响,并基于两种不同切削力系数识别方法对结果进行对比分析.除了常规铣刀,Guo 等[6]提出了一种基于切削厚度补偿的非均匀螺旋铣刀切削力模型.国内外学者对于典型材料的切削加工进行了大量研究.Aydin等[7]基于有限元软件分析了Ti-6Al-4V材料在高速切削中切屑生成的过程,并提出了一种统一的数值分析方法来预测切削力.Chen 等[8]基于立铣刀有限元模型,对Ti-6Al-4V在高速铣削条件下进行铣削仿真分析研究.Parida 等[9]针对新型钛合金Ti-5553进行了二维有限元车削仿真加工,分析了不同环境温度下切削力的变化,并通过车削加工实验对仿真结果进行了验证.Bajpai 等[10]建立有限元仿真模型对Ti-6Al-4V工件的铣削过程进行了仿真分析,并设计铣削实验进行了验证.
综上,目前关于钛合金材料铣削仿真加工的研究多以平头铣刀加工的有限元模型为对象,而对球头铣刀切削力建模与铣削仿真方面的研究较少.本文建立了球头铣刀的铣削力模型并对模型进行了求解,基于材料失效准则建立了球头铣刀铣削加工仿真模型,对铣削加工Ti-6Al-4V工件过程中铣削区域产生的温度场和铣削力进行分析,最后设计铣削加工实验对仿真结果进行了验证.
1 切削力模型的建立和求解
首先根据球头铣刀的实际尺寸建立了球头铣刀几何模型.为了更加准确地预测铣削过程中的切削力,将切削刃线上的切削力离散成切削力微元,如图1所示.
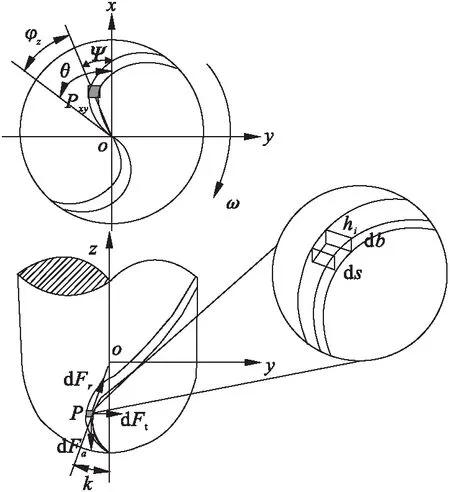
图1 球头铣刀几何模型
图1中ω为球头铣刀的转速,P为铣刀切削刃上的任意一点,k为P点的轴向圆周位置角,将P点投影到坐标xoy平面内,记作Pxy,Ψ为点Pxy的径向位置角.由于球头铣刀切削刃为螺旋结构,在铣削加工过程中切削刃上的任意一点P相对于刀尖会转过一定的角度,称之为螺旋滞后角,用符号φz表示.θ为第一个切削刃的刀尖相对于切削刃上任意一点P所转过的角度.
在球头铣刀的切削刃上取任意单元,其径向切削力微元、切向切削力微元和轴向切削力微元关系式如下:
(1)
其中:Kte,Kre和Kae为摩擦力系数;Ktc,Krc和Kac为剪切力系数;hj为第j个切削刃的未变形切屑厚度;ds为切削刃与工件的接触长度微元;db为切削刃瞬时切削厚度微元,根据球头铣刀几何模型中各个角度之间的关系可得
φz=tanβ(1-cosk) ,
(2)
(3)
式中:β为球头铣刀切削刃的螺旋角;N为球头铣刀的切削刃个数.
将微元切削力关系式(1)变换到球头铣刀的刀具坐标系下可得第j个切削刃微元的微元切削力dFj为
(4)
其中Tj为变换矩阵.
在微元切削力关系式中有2个微元变量,分别为切削刃与工件的接触长度微元ds和切削刃瞬时切削厚度微元db,为了方便对切削力微元进行积分并求得球头铣刀所受到的整体瞬时铣削力,接触长度微元ds可以表示为
(5)
瞬时切削厚度微元db为
db=Rdk.
(6)
瞬时未变形切削厚度hj为
hj=fzsink·sinΨ.
(7)
其中:fz为球头铣刀在铣削加工中的每齿进给量.将式(5)~(7)代入到式(4)中并对微元切削力dFj进行积分求和,可以得到以轴向圆周位置角k为参数的球头铣刀整体瞬时切削力表达式:
(8)

式(8)中摩擦力系数Kte,Kre,Kae和剪切力系数Ktc,Krc,Kac需要根据实验数据进行辨识.采用平均铣削力法可以反解出铣削力系数值.在进行正交试验时选取轴向圆周位置角kmin=0°,kmax=90°,采用平均铣削力法进行求解,旋转一周的平均铣削力可表示为式(9):
(9)
根据以往的研究成果可知,当铣削加工时的工况一定时,摩擦力系数Kte,Kre和Kae一般为常数,剪切力系数Ktc,Krc和Kac可以表示成关于轴向圆周位置角k的函数,因此摩擦力系数和剪切力系数如式(10)所示.
(10)
建立拟合的回归模型:

(11)


(12)
对方程组(12)求解就可得到摩擦力系数和剪切力系数.利用软件程序可以对球头铣刀整体瞬时切削力表达式进行求解,通过分析计算可得转速为1 200 r/min,每齿进给量为0.05 mm,轴向切削深度为0.1 mm,径向切削深度为0.45 mm,铣削力图如图2所示.

图2 铣削力图
由图2可知铣削力随球头铣刀的旋转角度呈周期性变化,并且铣削力随着每齿进给量的增加而增大.由于将球头铣刀的铣削方向设置为沿y轴方向,因此z轴方向受到的铣削力最小,y轴方向的铣削力最大.x轴方向的铣削力与y轴方向的铣削力变化趋势基本一致,但y方向的铣削力变化更陡.因此,y向的铣削力对被加工件表面质量的影响最大.该模型对实际铣削工况进行了简化,因此计算结果与实际的铣削力有一定的差异.
2 铣削加工有限元仿真分析
对铣削加工过程进行仿真,首先要建立球头铣刀和工件的三维模型.将球头铣刀模型和工件模型导入到有限元软件中,并对模型详细参数进行设置.球头铣刀直径为8 mm,螺旋角为30°,切削刃数为4,铣刀长度为63 mm,铣削加工工件的长宽高为50 mm×50 mm×3 mm,铣削加工的工件材料为Ti-6Al-4V,该材料的物理性能、热特性如表1和表2所示.

表1 Ti-6Al-4V的物理性能

表2 Ti-6Al-4V的热特性
球头铣刀材料为硬质合金,刀具型号为1B240-0800-XA 1630.该硬质合金刀具的材料参数如表3所示.

表3 刀具的物理性能
设置完仿真模型材料后,需要根据球头铣刀和工件的特征进行有限元网格划分、接触属性定义和载荷设置等.在仿真分析过程中,将铣刀转速设置为1 200 r/min,每齿进给量为0.08 mm,轴向切削深度为0.1 mm,径向切深为0.45 mm.通过仿真分析得到铣削区的温度场分布及其变化情况,0.6 s 时仿真模型的温度场分布如图3所示.根据图3的铣削区域温度场可以得出,铣削区域的最高温度为452 ℃左右,且铣削产生的切屑带走了大部分热量,铣削加工产生的切屑为断续切屑.

图3 在0.6 s时的铣削区域温度场
在薄壁件模型的铣削区域选取网格单元4 290,通过仿真可视化模块可以得出在铣削时间为0.125 s时球头铣刀的切削刃到达了第4 290子网格单元.对仿真结果文件进行后处理得出该单元沿各方向的主应力变化情况,如图4所示.
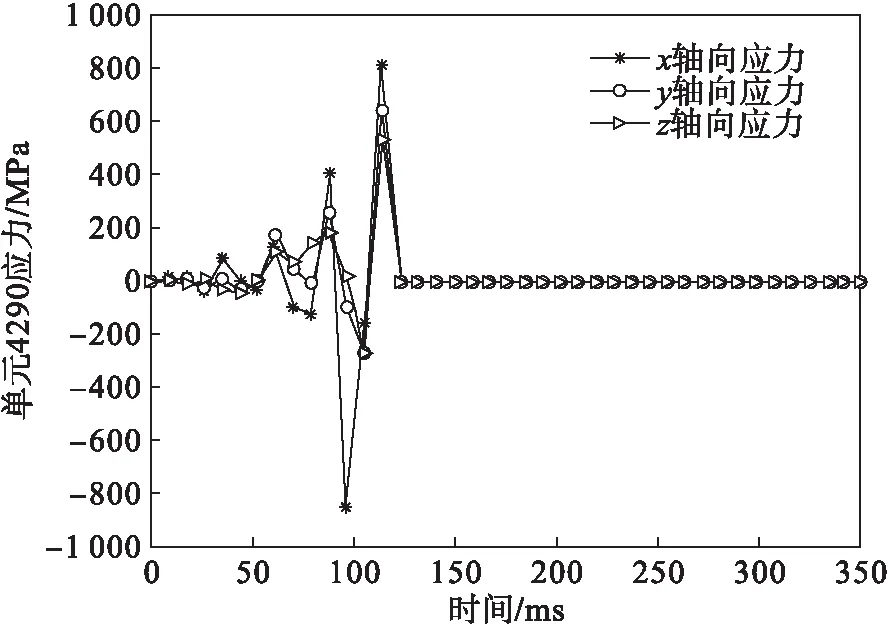
图4 铣削单元主应力图
由图4可以看出:单元主应力的最大值在铣刀与薄壁件工件发生接触的区域.随着铣削加工过程的进行,球头铣刀逐渐切入工件,网格单元主应力的最大值也逐渐增大.网格单元主应力使网格单元产生应变,随着应变的增大,网格单元发生弹塑性变形的损伤演化,逐渐被破坏.发生网格单元破坏后,网格单元主应力迅速降低,应力值发生波动.球头铣刀与工件的接触区域离选定网格单元越近,该网格单元的最大主应力值越大.当球头铣刀的切削刃切到该网格单元时,该网格单元的主应力达到最大值.当该网格单元发生损伤破坏后,其主应力迅速降低为零,随后应力值保持不变.通过对仿真结果的后处理,绘制出了球头铣刀在铣削加工过程中铣削力分别沿x轴、y轴和z轴的变化规律如图5所示.
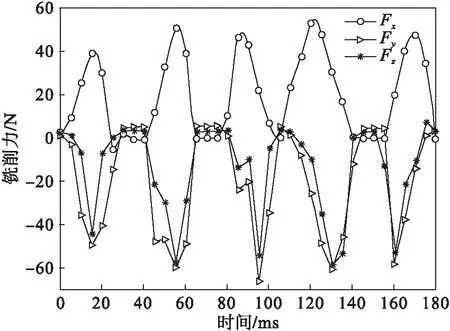
图5 铣削力仿真图
3 铣削力仿真结果验证与分析
实验加工设备采用DMC635V立式加工中心,使用直径为8 mm的4刃球头铣刀对Ti-6Al-4V进行铣削加工,并采用Kistler 9257B压电式测力仪和Kistler5070电荷放大器等测力装置采集记录铣削加工过程中分别沿x轴、y轴和z轴方向的铣削力,实验设备布置如图6所示.
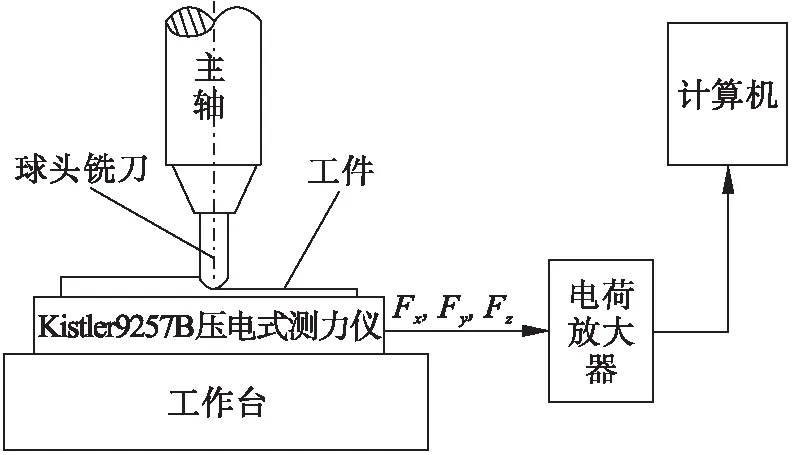
图6 实验设备布置图
将铣削实验测得的数据进行处理后与仿真结果数据进行对比,有限元铣削加工仿真与铣削实验分别沿x轴、y轴和z轴方向铣削力的对比结果如图7所示.由图7可得,通过有限元仿真得到的铣削力变化规律与实验测得的铣削力变化基本一致,误差在可接受范围内,证明了仿真结果的正确性.
为了便于得出铣削加工中切削参数对铣削力的影响,设计了四因素四水平正交铣削试验.将平均铣削力作为响应数据进行正交分析,将轴向切深、每齿进给量、径向切深和主轴转速这4个影响因素分别用A,B,C和D表示,得到各组平均铣削力的均值和标准差的主效应表,如表4和表5所示.
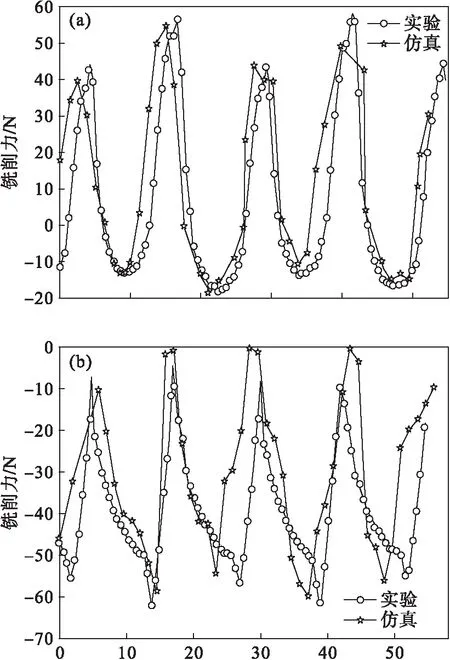

图7 铣削力仿真与实验对比图

表4 均值主效应表
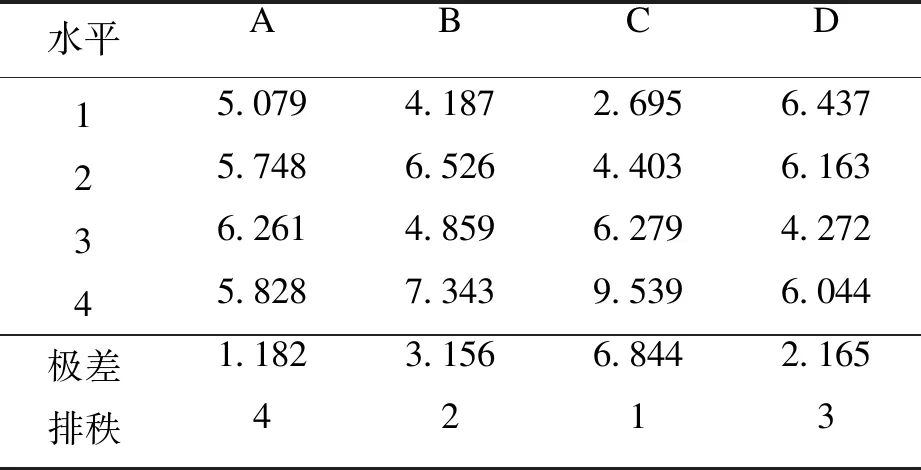
表5 标准差主效应表
由各组实验平均铣削力的均值主效应表与标准差主效应表可以得出各因素对应的平均铣削力的极差大小.通过极差可得到各因素对平均铣削力影响程度大小的主次顺序为:轴向切深、每齿进给量、径向切深和主轴转速.
4 结 论
1) 根据铣削力模型结果得出,x轴方向的铣削力与y轴方向的铣削力变化趋势基本一致,但y方向的铣削力变化更陡,铣削力值更大.因此,y向的铣削力对被加工件表面质量的影响最大.根据仿真结果得出在已加工的表面仍存在残余应力.
2) 钛合金Ti-6Al-4V材料在铣削过程中铣削区的热量主要由铣刀切削刃表面与切屑挤压摩擦产生,且切屑带走了产生的大部分热量,只有部分的热量传递到了工件上.
3) 设计正交铣削试验分析了主要的切削参数对平均铣削力的影响,得出了各参数对平均铣削力影响程度大小的顺序为:轴向切深、每齿进给量、径向切深和主轴转速.
猜你喜欢
工具技术(2022年8期)2022-10-13
林业机械与木工设备(2022年4期)2022-05-08
东方汽轮机(2022年1期)2022-04-13
大连交通大学学报(2022年1期)2022-02-19
上海交通大学学报(2021年6期)2021-06-29
计算机技术与发展(2020年10期)2020-10-28
北京交通大学学报(2019年4期)2019-10-17
科学导报·科学工程与电力(2019年39期)2019-09-10
汽车实用技术(2019年7期)2019-04-18
西部论丛(2017年12期)2017-01-31