基于籽瓜高值绿色加工的生产线设计与应用
2020-06-15 05:18:10徐彦瑞吴劲锋黄晓鹏马军民李晓伟王仁军
林业机械与木工设备 2020年6期
徐彦瑞,吴劲锋,*,黄晓鹏,马军民,李晓伟,王仁军
(1.甘肃农业大学机电工程学院,甘肃 兰州 730070;2.甘肃靖远银农籽瓜科技有限公司,甘肃 靖远 730600)
籽瓜,又名打瓜,属西瓜属普通西瓜种的栽培变种[1],是我国西北地区主要的经济作物之一[2]。虽然籽瓜具有广阔的种植面积,但市场上对籽瓜的利用仅是将占鲜瓜重9%~11%的瓜籽用于食品加工,而将占鲜瓜重约90%的瓜瓤和瓜皮丢弃,忽略了其中的营养物质[3]。这样的生产方式不仅造成了籽瓜可利用资源的极大浪费,而且还带来了严重的土壤板结和环境污染问题[4]。因此,充分开发籽瓜系列产品的经济价值,是籽瓜综合利用亟待解决的问题。
近年来,关于籽瓜副产物加工利用的研究越来越多,但对籽瓜高值全利用及连续生产加工的研究甚少[5]。目前,国内外尚无籽瓜全利用加工生产线的应用报道,本团队在现有研究的基础上,对籽瓜破碎取籽、固液分离等籽瓜深加工领域进行深入研究[6]。张志强等[7]利用自主研制的籽瓜破碎取籽分离机进行了籽瓜破碎取籽试验,系统分析了不同因素对籽瓜破碎分离效果的影响规律;徐金梅等[8]利用卧螺离心机对籽瓜皮瓤混合汁进行了固液分离效果试验,实现了籽瓜全利用加工生产线下游工艺中籽瓜皮瓤混合液高效分离;段维根等[9]以多效蒸发器的各种操作参数为实验因素,研究了其对籽瓜浓缩浆制备过程的影响及变化规律;孙川等[10]基于HACCP原理探索了籽瓜浓缩液制备工艺,进而分离出小分子水分、糖分、膳食纤维。
基于以上研究,设计了一条籽瓜全利用加工生产线,完成了关键设备的配置,确定了关键加工技术和相应的生产工艺。该生产线可实现瓜籽[11]、籽瓜汁[12]、籽瓜细胞水[13]、籽瓜膳食纤维、籽瓜浓缩浆和籽瓜水[14]等籽瓜系列产品的规模化加工生产,本生产线的投入应用有助于推动籽瓜产业的快速发展。
1 籽瓜全利用加工工艺及关键技术的确定
1.1 籽瓜全利用加工生产工艺的确定
籽瓜全利用加工生产线将籽瓜的皮、瓤、籽全利用,生产出瓜籽、籽瓜膳食纤维、籽瓜细胞水、籽瓜浓缩浆和籽瓜水等籽瓜系列产品,且能够规模化、批量化生产。籽瓜全利用生产线加工工艺流程如图1所示。
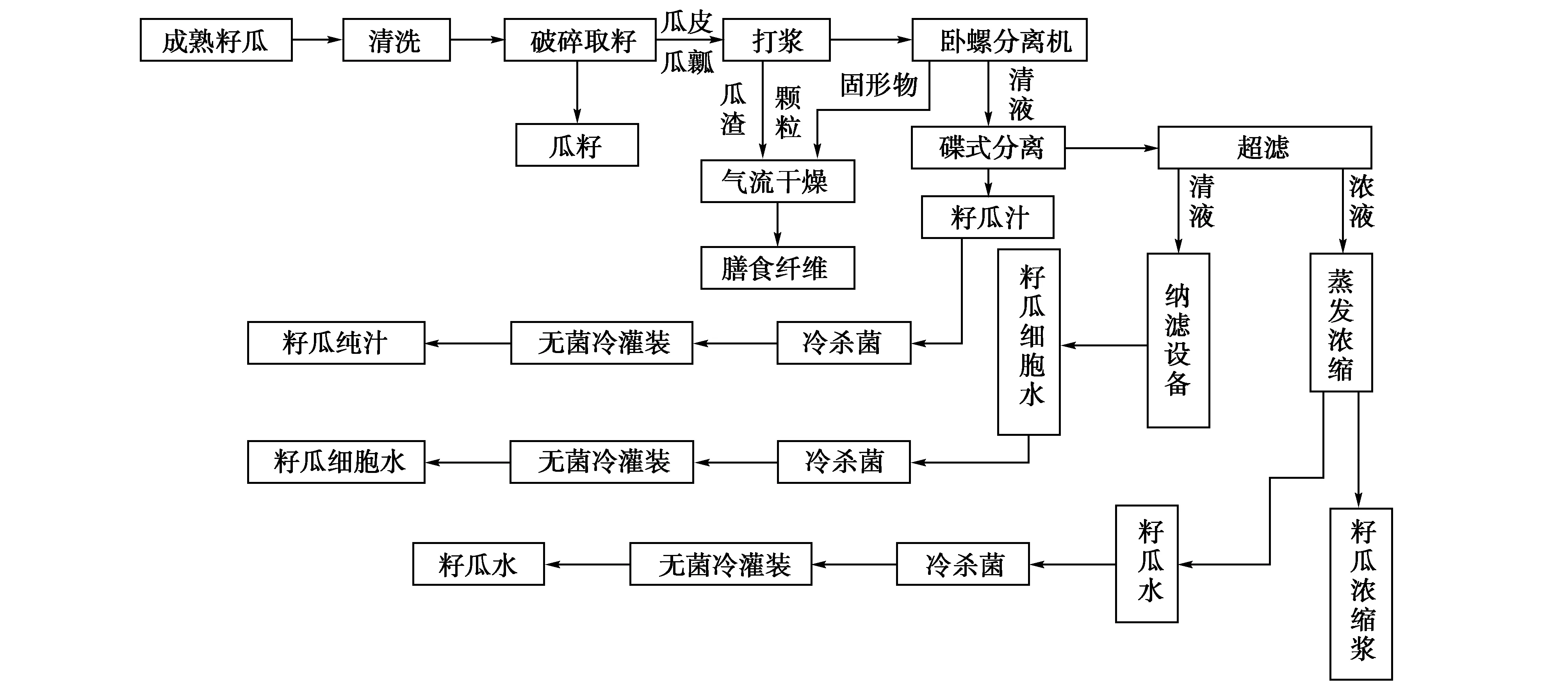
图1 籽瓜全利用加工生产线工艺流程
1.2 籽瓜全利用加工关键技术的确定
1.2.1 破碎取籽
籽瓜破碎取籽是籽瓜全利用加工生产线中的关键环节,其皮瓤及籽瓤分离机制直接影响籽瓜瓜籽的洁净率和损失率,进而影响籽瓜皮瓤的利用率和瓜籽的商品性[15]。相关科研机构相继研制出了一系列的籽瓜破碎取籽机,但国内至今未见正式投入生产线的样机,现有的小型籽瓜破碎取籽机普遍存在加工效率低、瓜籽洁净率低、损伤率高等问题[16],在籽瓜全利用加工生产线中籽瓜破碎取籽机的选择与改进至关重要。
1.2.2 固液分离
籽瓜经破碎取籽后,剩余的皮瓤混合物经打浆机破碎后实现瓜瓤和瓜皮中植物细胞的机械破壁,最终得到固体颗粒小于0.8 mm的籽瓜皮瓤混合汁浊液。籽瓜皮瓤混合汁理化性质检测结果见表1。
固液分离方法与被分离物料的浓度、固体颗粒粒度、分离要求有关,由于固液分离后的籽瓜汁清液要进行膜分离处理,因此固液分离方法的选择应满足籽瓜皮瓤混合汁的分离要求。籽瓜皮瓤混合汁分离要求见表2。
表1 籽瓜皮瓤混合汁理化参数 %

清液含固率非可溶性固形物含量还原糖回收率<2.0<0.1>80
表2 籽瓜皮瓤混合汁分离要求

籽瓜汁温度/℃含固率/%可溶性固形物/20℃折光法,%非可溶性固形物/%还原糖浓度/g·L-16~122.671.631.0416.34
1.2.3 产品杀菌
籽瓜皮瓤制汁后极易变质,高温又会使瓜汁产生蒸煮味,因此,非热加工技术的使用是籽瓜系列产品加工的质量保证[17]。籽瓜皮瓤混合汁经固液分离、膜过滤和蒸发浓缩后,得到的籽瓜系列产品应采用合理的杀菌方法才能在满足杀菌要求的同时降低生产成本。
2 籽瓜全利用加工生产线设计原则
针对传统的籽瓜加工工艺,在进行生产线的研究设计时,除了确定加工工艺及关键技术外,还要遵循以下原则。
(1)籽瓜是一种极具地域特色的农产品,其收获期一般为9-10月,加工的季节性强,籽瓜在温度18 ℃、湿度 90%时仅存2个月,腐烂率高达25%[18],且随着储存时间的增加,籽瓜中的水分和营养物质严重流失,利用价值大幅下降[19]。因此,籽瓜全利用加工生产线的产能需满足当地籽瓜总产量的加工需求,保证籽瓜深加工的时效性。
(2)生产线布局合理,便于后期操作和维护,实现连续自动量化生产,操作流程方便可控;产品质量稳定性良好,符合国家食品安全标准,满足清洁化生产的要求,同时可以有效降低生产成本。
(3)生产线总体配置的加工参数可调节范围宽,充分考虑各设备的技术参数匹配,尽可能适应不同产品的加工工艺要求,产品产量协调最大化,以获得最佳经济效益。
3 籽瓜全利用加工生产线设计及关键设备配置
3.1 籽瓜全利用加工生产线设计
设计的籽瓜全利用加工生产线可实现全自动化生产,产能为10 t/h,每日籽瓜加工量可达80 t。籽瓜全利用加工生产线设备配置如图2所示,其加工流程如下:在生产前依次启动双道打浆机、螺杆输送泵、瓜皮破碎机、破碎取籽机、高位提升机、喷淋检果机、鼓泡浮洗机、低位提升机,各设备运行正常后开始投瓜生产,得到瓜籽和籽瓜皮瓤的混合汁浊液。当第一储存罐中的籽瓜皮瓤混合汁浊液液位达到一定位置时,依次开启碟片分离机和卧螺分离机,等到各设备运行正常后开启离心泵,对浊液进行分离,得到籽瓜皮渣和籽瓜皮瓤的混合汁清液;当第二储存罐中的籽瓜皮瓤混合汁清液液位达到一定位置时,开启超滤设备和纳滤设备,各设备运行正常后开启离心泵,对清液进行再分离,得到籽瓜细胞水和籽瓜浓液,籽瓜浓液达到一定液位时开启多效蒸发器,对籽瓜浓液进行多效蒸发,最终得到籽瓜水和含糖40%以上的籽瓜浓缩浆。
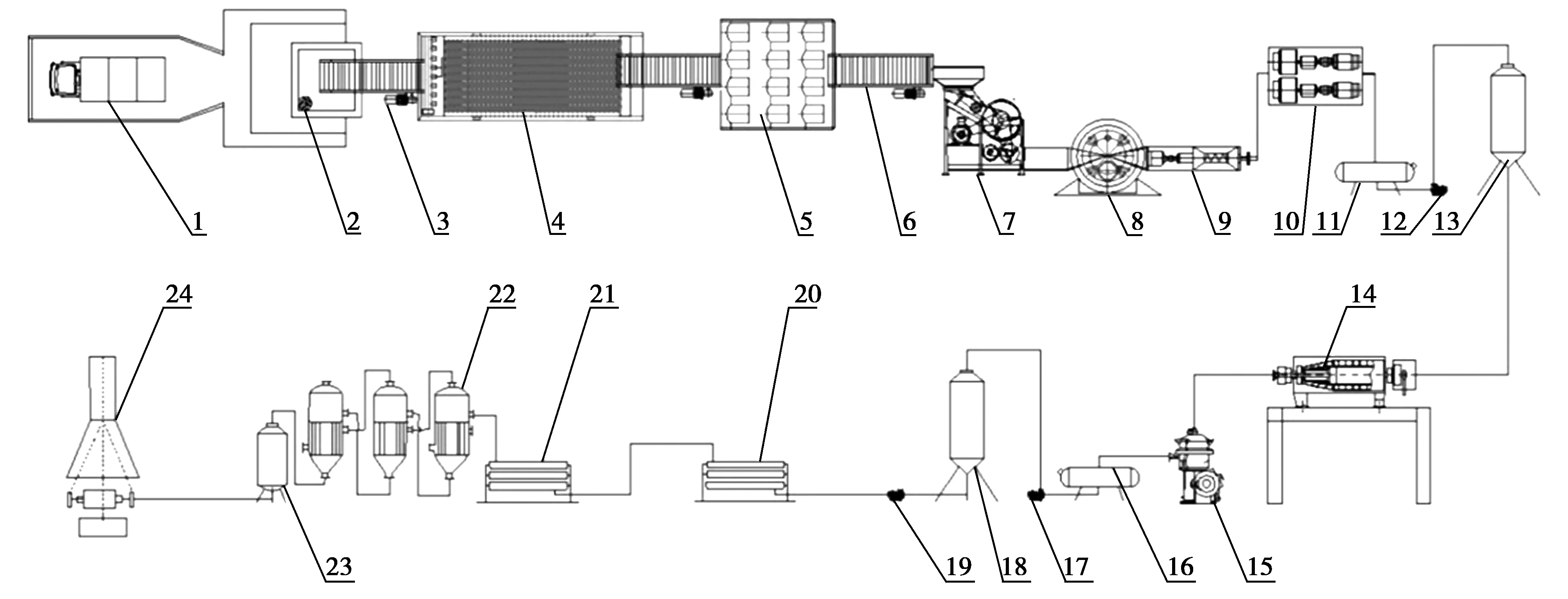
图2 籽瓜全利用加工生产线设备配置1.卸料台;2.原料槽;3.低位提升机;4.鼓泡浮洗机;5.喷淋捡果机;6.高位提升机;7.破碎取籽机;8.瓜皮破碎机;9.螺杆输送泵;10.双道打浆机;11.缓冲罐Ⅰ;12.离心泵Ⅰ;13.储存罐Ⅰ;14.卧式螺旋卸料沉降离心机;15.碟片分离机;16.缓冲罐Ⅱ;17.离心泵Ⅱ;18.储存罐Ⅱ;19.离心泵Ⅲ;20.超滤设备;21.纳滤设备;22.多效蒸发器;23.成品储存罐;24.电子束杀菌设备
3.2 关键设备的设计与配置
3.2.1 籽瓜破碎取籽设备的配置
根据籽瓜全利用加工生产线的设计原则,在破碎取籽和打浆工段,配备自主设计的新型高产能籽瓜破碎取籽机、瓜皮破碎机[20]和籽瓜双道打浆机[21]。籽瓜破碎取籽和打浆设备配置如图3所示。
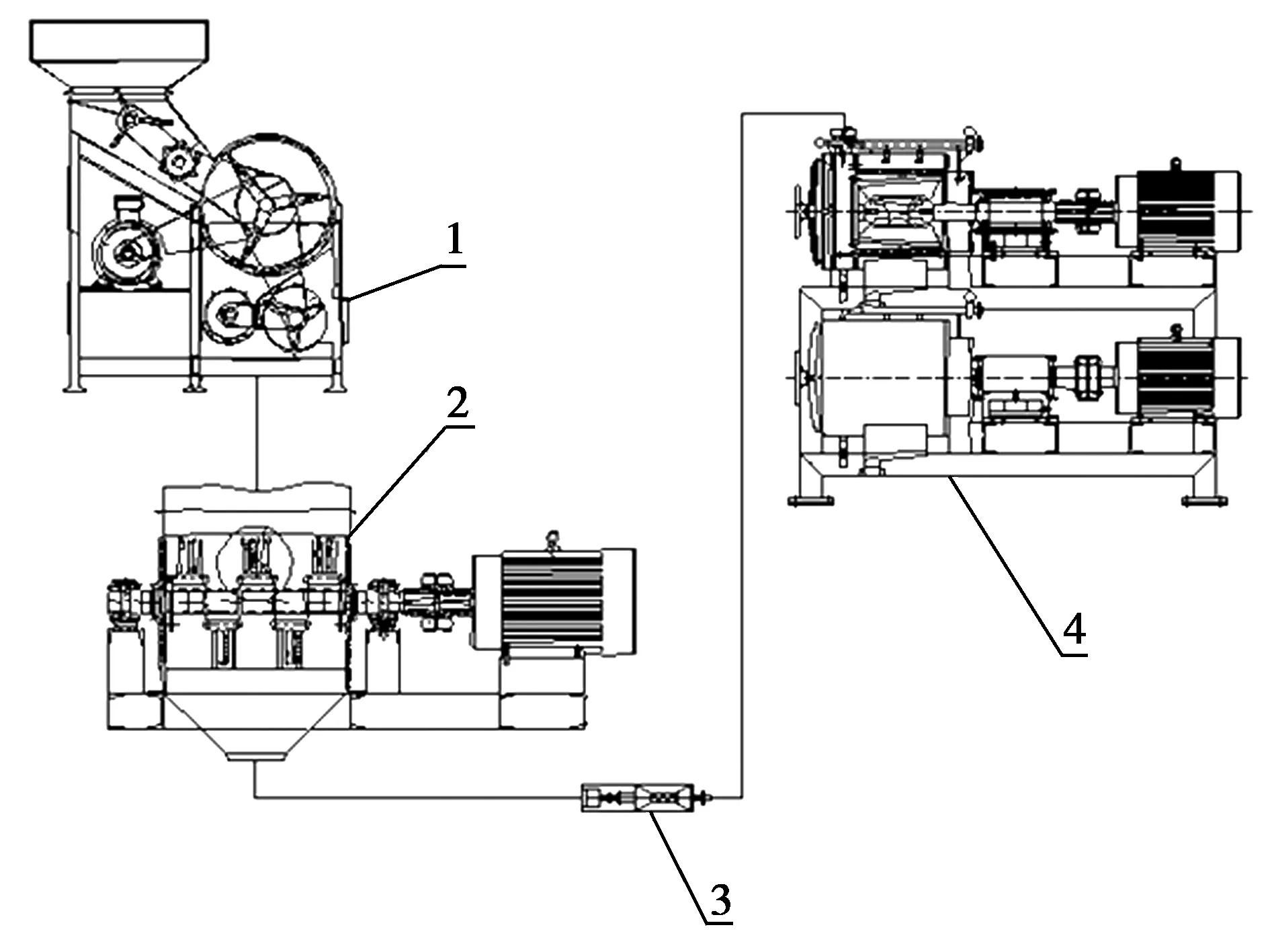
图3 籽瓜破碎取籽和打浆设备配置1.破碎取籽机;2.瓜皮破碎机;3.螺杆输送泵;4.双道打浆机
破碎取籽机主要由破碎装置、皮瓤分离装置、螺旋破碎输送装置、籽瓤分离装置和各分离物的出料口组成,实现对籽瓜的打破和压碎,使皮、瓤、籽达到相互脱离状态;完成瓜籽与瓤汁的分离和对瓤汁的细化及输送,以满足籽瓜全利用加工生产线中瓜瓤加工设备对籽瓜瓤汁的要求。未破碎的瓜皮经破碎取籽机的瓜皮出料口输送到瓜皮破碎机的进料口,通过破碎进料装置、破碎装置、筛选装置和出料装置打碎到需要的粒度,瓜皮破碎比大,达到后续工艺细、碎、均匀的要求。经破碎取籽机和瓜皮破碎机细化的籽瓜瓤汁由螺杆输送泵送入籽瓜双道打浆机,通过筛网孔径为1 mm的一级打浆组件、主轴传动装置、筛网孔径为0.8 mm的二级打浆组件进行大颗粒皮渣分离筛选,使被打浆的籽瓜皮瓤混合物循环打碎再细化,直至其粒度满足后续离心分离工段的要求,然后流入缓冲罐,分段储存。生产线破碎取籽和细化打浆工艺参数见表3。
表3 破碎取籽和细化打浆工艺参数
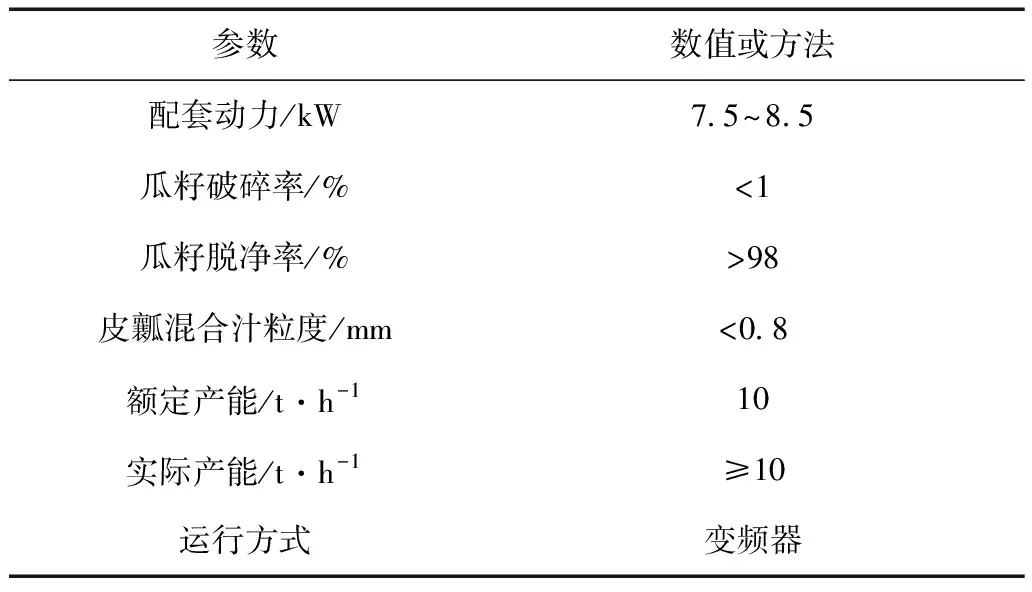
参数数值或方法配套动力/kW7.5~8.5瓜籽破碎率/%<1瓜籽脱净率/%>98皮瓤混合汁粒度/mm<0.8额定产能/t·h-110实际产能/t·h-1≥10运行方式变频器
3.2.2 固液分离工艺要求
由于一般的果蔬汁固液分离工艺对分离的要求较低,分离清液中可以允许有少量固体沉淀,所以仅用一台离心沉降设备即可达到分离要求[22]。但籽瓜皮瓤混合汁制备还原糖浓缩液工艺需要经过超滤设备的分离浓缩,为防止超滤膜发生堵塞,对分离清液含固率要求较高,要求分离清液含固率尽可能低。仅用一台分离设备达不到分离要求,需要两种或两种以上分离设备的组合使用。
3.2.3 固液分离设备的选型与配置
根据籽瓜皮瓤混合汁的理化性质及各项分离要求,前端固液分离优先选用LW450×1 800—N型卧螺离心机[23]。综合考虑投资、生产成本和籽瓜皮瓤混合汁的物料性质,用两组卧螺离心机组合分离的成本太高难以实现[24],后端需增设一台分离级别小且能满足籽瓜皮瓤混合汁分离要求的离心沉降设备[25]。参考国内离心分离设备组合使用工艺[26],优先选用AF-KYDH207DD-23型碟式分离机[27]。生产线固液分离工段关键设备配置如图4所示。
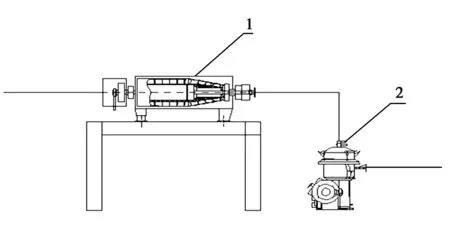
图4 固液分离设备配置1.卧式螺旋卸料沉降离心机;2.碟片分离机
经破碎打浆后的籽瓜皮瓤混合浊液流入储罐中,当储罐的液位达到一定位置时,依次启动碟片分离机和卧式螺旋卸料沉降离心机,籽瓜浊液经离心泵泵入卧式螺旋卸料沉降离心机,经初步分离后得到籽瓜皮瓤混合汁半清液和皮渣,皮渣中含有大量膳食纤维,收集后进行气流干燥等后续精加工工序,半清液则流入下级碟片分离机,再次离心分离。卧式螺旋卸料沉降离心机分离工艺参数见表4。
半清液进入碟片分离机后再次被分离机分离,得到籽瓜皮瓤混合汁清液和皮渣,皮渣中含有大量膳食纤维,与卧式螺旋卸料沉降离心机分离出来的籽瓜皮渣进行气流干燥等后续精加工工序。籽瓜汁清液则流入储罐中,可经冷杀菌后直接进行无菌灌装,得到籽瓜纯汁,也可依次经超滤设备和纳滤设备加工处理后得到籽瓜细胞水和籽瓜浓液,所得籽瓜浓液经多效蒸发器进行浓缩蒸发,得到籽瓜细胞水和含糖40%以上的籽瓜浓缩浆。碟片分离机分离工艺参数见表5。
表4 卧螺离心机分离工艺参数
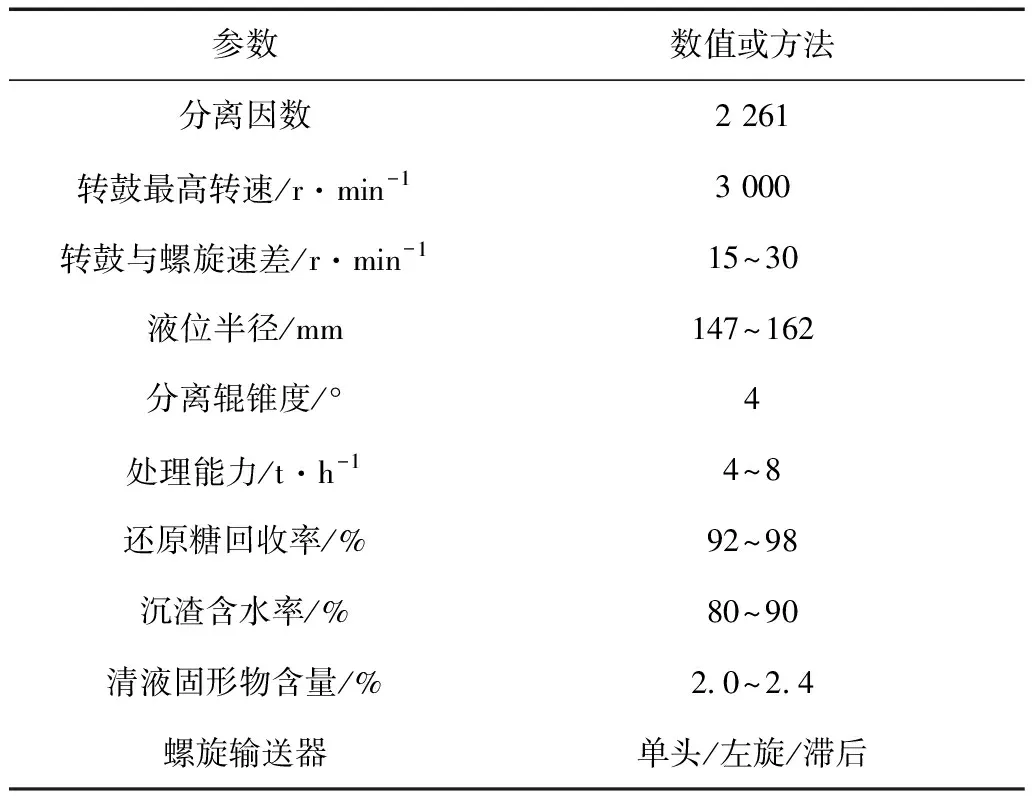
参数数值或方法分离因数2 261转鼓最高转速/r·min-13 000转鼓与螺旋速差/r·min-115~30液位半径/mm147~162分离辊锥度/°4处理能力/t·h-14~8还原糖回收率/%92~98沉渣含水率/%80~90清液固形物含量/%2.0~2.4螺旋输送器单头/左旋/滞后
表5 碟片分离机分离工艺参数
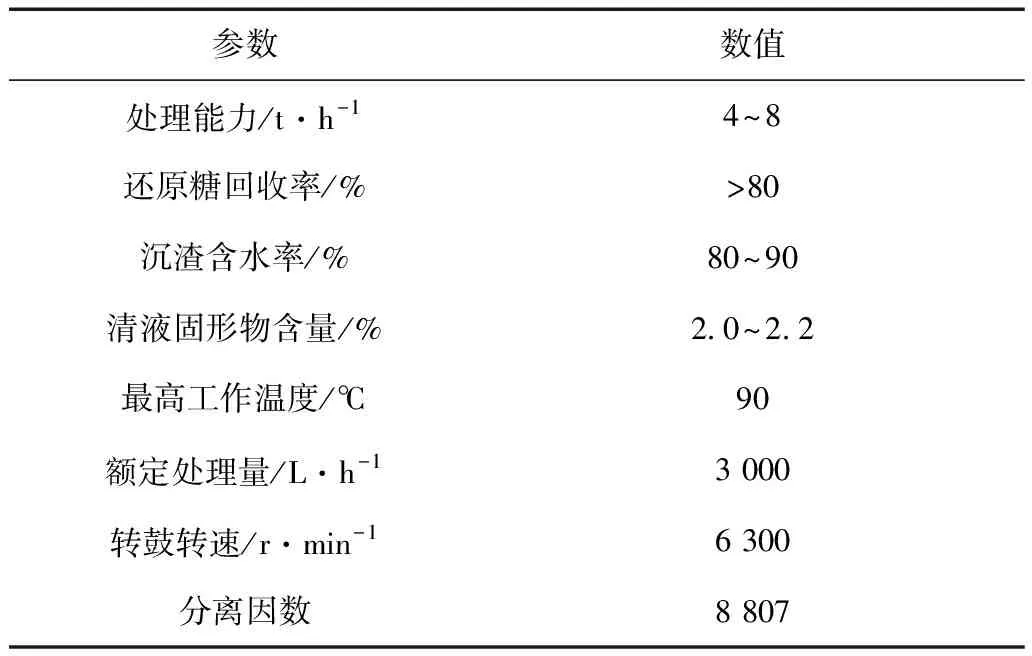
参数数值处理能力/t·h-14~8还原糖回收率/%>80沉渣含水率/%80~90清液固形物含量/%2.0~2.2最高工作温度/℃90额定处理量/L·h-13 000转鼓转速/r·min-16 300分离因数8 807
3.3 产品杀菌工艺选择
籽瓜属葫芦科草本植物,基于籽瓜汁生产的系列产品具有热敏性,采用一般食品工业上的热力杀菌会导致其原有风味的严重损失和异味的产生。故采用紫外和臭氧瞬时冷杀菌技术,完成细胞水和籽瓜水的杀菌处理后进行无菌灌装得到达标成品。多效蒸发器在制备籽瓜浓缩浆的同时对其进行高温杀菌处理,可直接进行无菌灌装。由于细化分离后的籽瓜汁具有特殊的理化性质,传统的紫外和臭氧对其杀菌不完全,无法达到食品安全标准。电子束辐照杀菌作为近年来新兴的一种常温时效非热杀菌技术,能有效地杀灭食品中的腐败微生物[28-30]。采用适当的辐照剂量,在有效灭菌的同时可以很好地保留籽瓜汁特有的感官品质和组织形态[31-33],无菌灌装后可得到风味纯正的籽瓜汁。
4 生产线的实际应用
该籽瓜全利用加工生产线目前已在甘肃靖远银农籽瓜科技有限公司投入生产使用。实际生产表明,该生产线较好地完成了设计目标,实现了籽瓜皮、瓤、籽的全利用高值加工,产能达到10 t/h、生产能力≥80 t/天、瓜籽脱净率≥98%、瓜籽破碎率≤1.0%、破碎打浆后皮瓤混合汁粒度<0.8 mm、固液分离后籽瓜汁固形物含量为2.0%~2.2%、还原糖回收率>80%,各项指标均满足生产工艺要求。由于籽瓜加工具有季节性,本生产线的实际产能与预期产能有一定出入,生产线实际产能见表6。
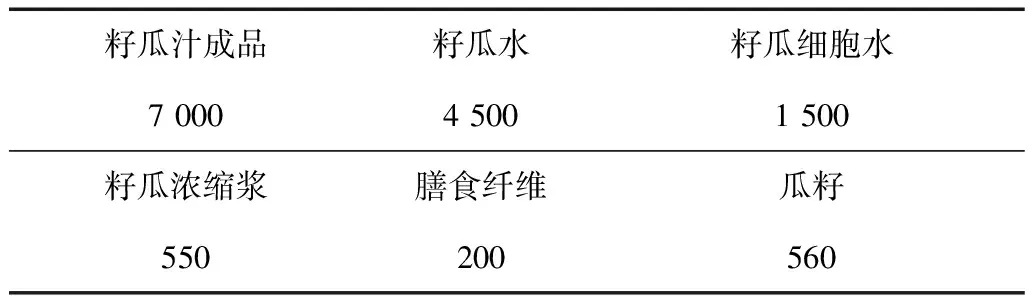
表6 生产线实际产能 t/年
5 小结
针对籽瓜产业现有的生产模式和发展瓶颈,设计了一条籽瓜全利用生产线。该生产线前端的破碎取籽和打浆设备在籽瓜全利用加工过程中高效地实现了瓜体破碎、皮瓤籽分离、皮瓤混合汁细化;中端的固液分离装置和蒸发浓缩设备使籽瓜资源利用最大化,并进行籽瓜系列产品的规模化、自动化连续生产;后端的杀菌设备保障了产品的食品安全性。该生产线可对籽瓜进行高值绿色加工,各项指标均满足生产工艺要求,产品质量稳定性良好,实现籽瓜全利用的同时产生了可观的经济效益,在解决籽瓜副产物综合开发问题的同时提高了籽瓜产品的附加值,促进了籽瓜产业的发展。
猜你喜欢
——兰州籽瓜
西北园艺(综合)(2023年1期)2023-03-23 07:28:22
橡塑技术与装备(2021年18期)2021-10-11 01:48:38
快乐语文(2020年17期)2020-07-16 07:31:04
当代医药论丛(2020年9期)2020-07-09 03:54:32
小小说月刊(2018年9期)2018-09-25 04:57:48
农机化研究(2017年2期)2017-12-16 07:01:39
设备管理与维修(2016年5期)2016-03-16 02:20:54
合成技术及应用(2015年3期)2015-12-11 08:36:22
中国果菜(2015年2期)2015-03-11 20:01:04
新疆农垦科技(2014年7期)2014-02-28 19:20:29