沃拉巴木材干燥特性及干燥工艺
2020-06-15 06:48:48杨雪迪涂登云陈川富孙佳琦曾昭明
林业机械与木工设备 2020年6期
杨雪迪,涂登云,陈川富,孙佳琦,曾昭明,颜 亮
(华南农业大学材料与能源学院,广东 广州 510642)
镰形木荚苏木,拉丁名Eperuafalcata,木荚苏木属,产于苏里南,商品材名称为沃拉巴,英文名Wallaba,俗称金花柚木、油花梨。该木材心材区别明显,由褐色至红褐色,径面具深浅相间条纹,与边材区别明显,边材灰色至粉红色,生长轮明显。木材光泽强,纹理通直,结构略粗,略均匀。沃拉巴是一种坚硬、沉重的木材,气干木材的密度为928 kg/m3。木材富含树胶,干燥很慢,有明显的开裂和翘曲倾向,木材干燥后稳定性中等,内含物在加工和使用过程中会溢出,因为富含树胶,木材很耐腐,抗蚁和抗干木害虫能力强,抗海生钻木动物性能中等,常用于重型建筑、木瓦、户外地板、海港及码头用材(淡水)等[1]。
由于沃拉巴木材树胶含量高,木材干燥困难,目前在户外应用时常出现开裂、变形等质量问题,从而限制了该木材的应用。究其原因是沃拉巴木材没经过干燥或干燥质量不达标所致,正确选择木材干燥基准,不但能够提高其干燥速率和使用率,还可以提高沃拉巴木材制品的使用质量。为获得木材干燥工艺,百度试验法是比较常用方法[2],我国学者采用该方法研究了黑胡桃木[3]、邓恩桉木[4]、鸡翅木[5]、橄榄木[6]、大花序桉[7]、人面子木[8]、银腺杨[9]、非洲花梨木[10]、马占相思木[11]等木材的干燥特性。Rubin Shmulsky等通过改变干燥期间各个阶段的实验条件,得出温度和湿度都达到最优的干燥条件[12]。在硬重木材干燥研究方面,我国在木材干燥特性、干燥工艺和干燥后养生工艺等方面开展了较为广泛和系统的研究[13-15]。
目前,关于沃拉巴木材干燥特性和干燥工艺方面的研究未曾有人尝试,因此有必要进行沃拉巴木材的干燥特性和干燥工艺研究,以更好地利用沃拉巴木材。本文从研究沃拉巴木材干燥特性入手,通过制定干燥基准和工艺进行实验研究,得到了沃拉巴木材的干燥工艺,从而为沃拉巴木材的干燥生产及其后期利用提供理论依据和指导。
1 试验材料与方法
1.1 试验材料
沃拉巴试材产自苏里南,试材规格为1 000 mm(长)×350 mm(宽)×50 mm(厚),共40块,初含水率43%。所有试材两端涂覆玻璃胶,用保鲜膜包好,待用。
从试材中挑选5块无缺陷的弦切板作为干燥特性试材,将其加工为200 mm(顺纹)×100 mm(弦向)×20 mm(径向),共10块,加工好后用保鲜膜包好,待用。
1.2 试验设备
本试验使用的仪器设备主要有:101A-3型电热鼓风干燥箱(上海实验仪器有限公司生产,温度范围50~300 ℃);BPS-100 CL恒温恒湿箱;干燥试验箱(自制,容积1 m3,电加热);电子秤(精度0.5 g);电子天平(精度0.01 g);0.02~1 mm塞尺;游标卡尺(精度0.02 mm);精密推台锯(型号GTS10J)等。
1.3 试验方法
1.3.1 百度试验
采用百度试验法进行沃拉巴木材干燥特性测定及干燥特性等级评定。沃拉巴木材干燥特性见表1,其初期开裂4级、内裂4级、截面变形3级及干燥速度4级。由此可见,沃拉巴木材干燥时的主要缺陷为表裂和内裂,干燥速度慢。
1.3.2 干燥基准
参照沃拉巴木材干燥特性等级以及变形和开裂等级对照表,考虑到沃拉巴木材厚度较大,干燥前期容易产生表裂,所以前期温度不宜过高。通过预热处理,可在一定程度上提高其稳定性。由于沃拉巴木材干燥后期容易内裂,干燥过程中需要进行调湿处理,消除表面硬化,后期干燥温度不宜过高,得出50 mm厚沃拉巴锯材干燥基准见表2。
由表2可知,按照含水率大小将干燥过程分成7个阶段,当干球温度由40 ℃逐步升温至70 ℃、含水率大于25%时,干球温度升温速率较为缓慢,升温幅度较小,干湿球温度差较小,可有效地预防初期开裂;而当含水率低于25%时,可进行中间处理,相应提高升温幅度和干湿球温度差。
表1 沃拉巴木材干燥特性等级

缺陷情况初期开裂内部开裂截面变形干燥速度测试值长表裂3条,端细表裂26条,短端表裂18条细裂15条1.0 mm25 h等级4434
表2 50 mm厚沃拉巴锯材干燥基准

阶段含水率/%干球温度/℃干湿球温度差/℃相对湿度/%处理时间/h1预热处理400100102>4040288340~35464794中间处理4619410535~3048477630~25508627中间处理5019410825~20561250920~156015431015~1070203511终了调湿处理7037910
1.3.3 干燥工艺试验
依据LY/T 1068-2012《锯材窑干工艺规程》[16]要求,挑选2块无节子、无开裂的弦切板用作含水率检验板,并分别标号为A板、B板。在各含水率检验板两端截取10 mm的试件,检测其初含水率,并依据式(1)计算各含水率检验板的绝干质量。干燥过程中,每隔24 h从干燥箱中取出含水率检验板,测其质量,并根据式(2)计算干燥过程中各试样的含水率。
(1)
(2)
式中:m绝干为试件绝干质量(g);m初为试件初始质量(g);M初为试件初含水率(%);Mi为试件含水率(%);mi为试件质量(g)。
试验过程中,根据木材含水率变化,调整干燥工艺参数,干燥工艺试验过程如下:
(1)预热处理:预热处理的目的是减小木材厚度上的温度梯度,有利于木材中水分的排出。预热温度为45 ℃、干湿球温度差0 ℃、处理时间10 h(按2.0 h/cm计)。
(2)干燥及中间处理选择40 ℃的初始干球温度、2 ℃的干湿球温度差。为避免出现开裂、扭曲等干燥质量,以1 ℃/h的速度进行干、湿球温度的升降。当含水率干燥至35%、25%时分别进行中间处理,第一次中间处理的干球温度为46 ℃、干湿球温度差1 ℃,第二次中间处理的干球温度为50 ℃、干湿球温度差1 ℃,每次中间处理时间为10 h(按2.0 h/cm计)。
(3)终了调湿处理:终了调湿处理的目的是消除木材表面的塑化固定,减少其残余应力。终了调湿处理的干球温度70 ℃、干湿球温差3 ℃、处理时间10 h(按2.0 h/cm计)。
1.3.4 干燥质量检测
参照GB/T 6491-2012《锯材干燥质量标准》[17],测量计算干燥后所有锯材顺弯度、侧弯度、瓦弯度、扭曲度、内裂数、纵裂度、终含水率、厚度含水率偏差和残余应力,核定锯材残余应力和可见缺陷干燥质量等级。
2 试验结果与分析
2.1 干燥曲线
通过测量干燥过程中各时间点试件的含水率,绘制干燥速率曲线如图1所示。图中,阶段1为预热阶段,2、3、5、6、8、9、10为干燥阶段,4、7阶段为中间处理阶段,11为终了调湿处理阶段。由图1可知,各个干燥阶段干燥曲线的斜率较为接近,说明本文在不同含水率阶段给出的干燥工艺参数较为合适。在第一次中间处理前后,含水率分别为35.16%和35.15%。第二次中间处理前后,木材含水率分别为25.23%和25.24%,中间处理前后木材水分不再降低或略有提高,说明两次中间处理给出的干燥工艺参数较为合适。
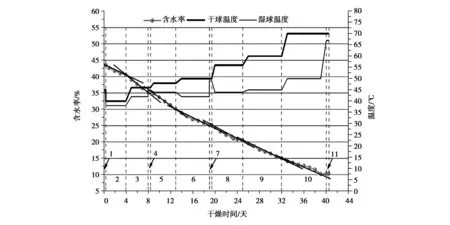
图1 50 mm厚沃拉巴锯材干燥曲线
2.2 干燥速度
干燥速度是反映木材内部水分向外部移动快慢的重要指标,也是反映木材干燥难易程度的一个重要指标,其与木材的构造密切相关。50 mm厚沃拉巴锯材初含水率均值为43%,干燥终了含水率均值为10.25%,整个干燥过程用时41天,全程干燥的速度是0.031 %/h。沃拉巴锯材各含水率阶段干燥速度的变化如图2所示。由图2可知,干燥第3阶段干燥速度最快为0.056 %/h,大于干燥第2阶段(含水率大于40%)的干燥速度。这是因为,虽然干燥第2阶段木材含水率比第3阶段高,但沃拉巴木材干燥初期容易产生表裂和端裂,为了防止木材干燥产生端裂和表裂,工艺上采用较低的温度和较小的干湿球温度差,即干球温度40 ℃,干湿球温差2 ℃。含水率低于40%后,干球温度提高,干湿球温度差变大,木材干燥速度提高。干燥的第4阶段后,干燥速度又降低,是因为随木材内含水率的降低,木材外层水分开始低于FSP(木材纤维饱和点含水率),木材内部自由水数量减少,干燥速度开始降低。因此,在工艺上,为了保持木材较快的干燥速度,需要一定程度上提高干燥介质温度、降低相对湿度。
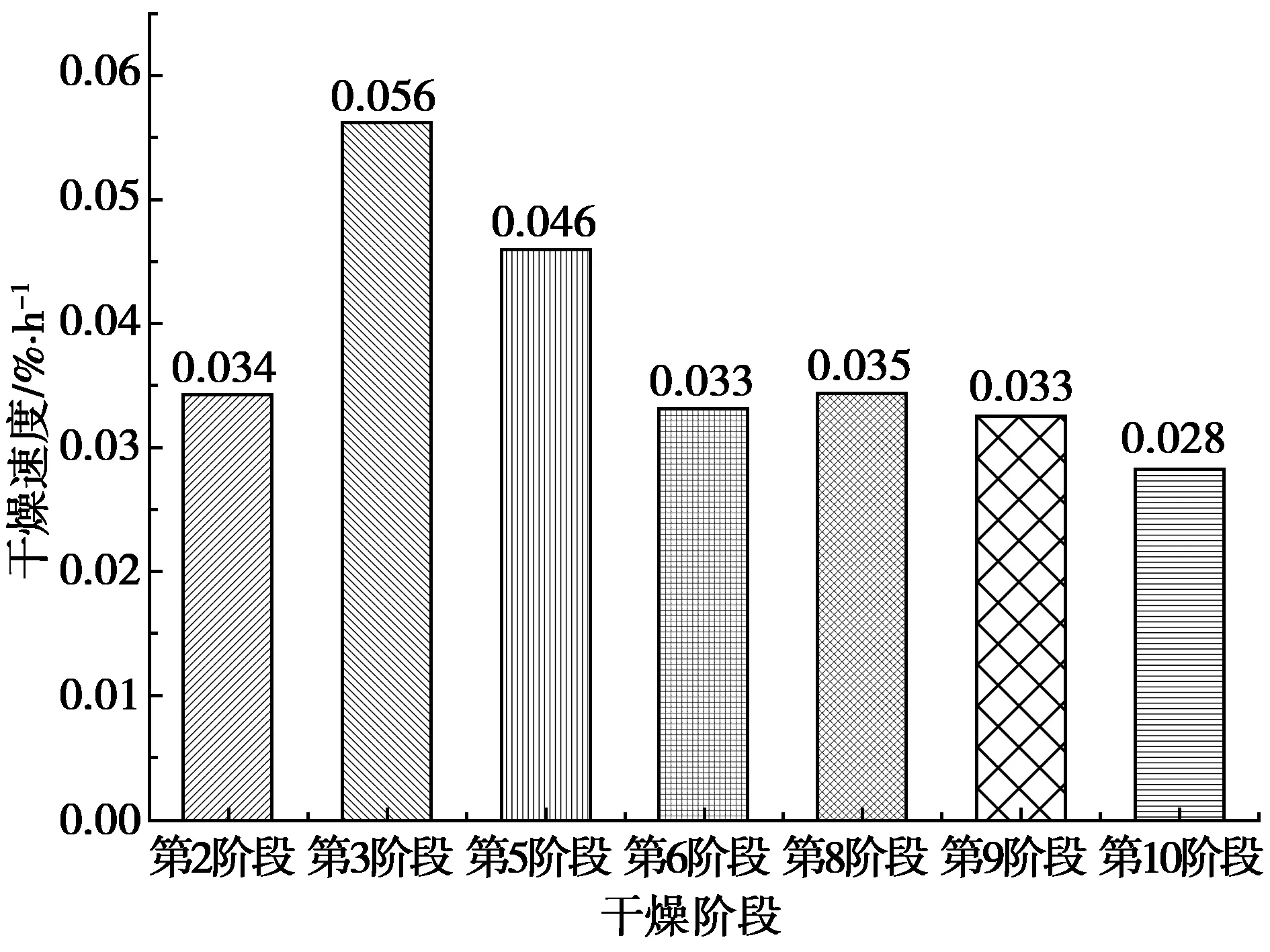
图2 50 mm厚沃拉巴锯材干燥速度
2.3 干燥质量
对35块被干试件的干燥质量进行统计,结果见表3、表4。
由表3、表4可知,试件平均终含水率为10.54%、含水率均匀度为±4.12%、厚度上含水率偏差为4.02%,均达到《锯材干燥质量标准》(GB/T 6491-2012)二级要求[17]。残余应力值为2.45%,可见缺陷顺弯度为0.2%、横弯度为0.34%、侧弯度为0.1%、扭曲度为0.2%、纵裂为1.5%,无内裂和皱缩产生,达到《锯材干燥质量标准》(GB/T 6491-2012)一级要求。
表3 50 mm厚沃拉巴锯材不可见缺陷干燥质量

项目终含水率/%含水率均匀度/%厚度上含水率偏差/%残余应力值/%均值12.54±4.124.022.45等级二级二级二级一级
表4 50 mm厚沃拉巴锯材可见缺陷干燥质量

项目顺弯/%横弯/%侧弯/%扭曲/%内裂/%纵裂/%皱缩深度/mm均值0.200.340.100.2001.50无等级一级一级一级一级一级一级一级
3 结论
(1)由试验结果分析可知,沃拉巴的初期开裂等级为4级,内部开裂等级为4级,截面变形等级为3级,干燥速度等级为4级,属难干材。
(2)采用本文给出的干燥基准,50 mm厚沃拉巴锯材从初含水率43%干燥至10.25%用时41天,干燥过程中分别在含水率35%和25%时进行中间处理,每次中间处理时间为10 h,可有效消除干燥应力,防止开裂。
(3)干燥均匀度较好,厚度上含水率偏差为4.02%。采用本文给出的干燥工艺,50 mm厚沃拉巴锯材干燥残余应力及各类可见缺陷均达到GB/T 6491-2012《锯材干燥质量标准》一级要求,该干燥工艺可以用于指导沃拉巴木材的实际干燥生产。
猜你喜欢
安徽农业科学(2021年18期)2021-09-27 17:28:56
环球时报(2021-05-12)2021-05-12 05:16:54
今日自动化(2021年11期)2021-01-12 01:06:54
山东农业科学(2019年12期)2019-02-10 11:00:23
河北工业科技(2018年2期)2018-09-10 20:41:04
环球时报(2017-05-04)2017-05-04 07:13:13
国际木业(2016年8期)2017-01-15 13:55:21
国际木业(2016年3期)2016-12-01 05:04:51
国际木业(2016年1期)2016-12-01 05:04:08
国际木业(2016年12期)2016-03-10 16:10:00