宽幅皮带机动态纠偏机构的研究
2020-06-15 05:18:08钱海宁王野平
林业机械与木工设备 2020年6期
钱海宁,朱 凤,王野平
(1.苏州伍得人造板设备有限公司,江苏 苏州 215100;2.同济大学机械与能源工程学院,上海 201804)
宽幅皮带机是人造板生产线常用的生产设备,如贴面加工中的铺纸工段、素板生产中的板坯输送工段等。宽幅皮带输送机由于皮带周长误差较大,辊筒很难加工出可自动纠偏的鼓形结构,其纠偏问题比较突出。一般要采用专用的纠偏辊筒进行纠偏,通过调整纠偏辊筒的角度,使皮带运行过程中产生的轴向力与纠偏辊筒产生的轴向力达到平衡状态,从而使皮带稳定运行。
1 宽幅皮带机的主要结构
宽幅皮带机主要结构如图1所示。
宽幅皮带机由主动辊、被动辊、皮带、纠偏辊等组成,引起皮带跑偏的因素较复杂[1-2],关于这方面的研究资料也很多,虽然目前提出了一些纠偏结构及处理方法,但在实际操作过程中皮带纠偏仍存在一些问题。
1.1 皮带选型
应选择品牌厂家生产的皮带,只有严格控制皮带的质量,才有可能保证皮带不跑偏。根据目前生产工艺,长度10 m以内的皮带,两边的周长误差应控制在3 mm以内,误差超差的不建议使用;皮带接缝应平整,无明显高低不平;皮带硫化工艺要满足质量要求。

图1 宽幅皮带机主要结构
1.2 主动辊
主动辊一般设计为固定辊筒,不能前后调节,辊筒的圆柱度、跳动按照8级公差要求制造,避免因辊筒形状误差引起皮带跑偏。辊筒安装时,必须保证辊筒的轴线与皮带的中心线垂直。
1.3 被动辊
被动辊一般设计为可调节辊筒,皮带的松紧程度由被动辊的前后安装位置调节来实现,辊筒的圆柱度、跳动按照8级公差要求制造,避免因辊筒形状误差引起皮带的跑偏。安装时,被动辊中心线与主动辊的中心线两侧距离误差控制在1 mm以内。如果超出范围,需调整到合格位置。
1.4 纠偏辊
由于主动辊为固定辊筒,不能够前后调节,所以一般纠偏辊安装在主动辊附近。纠偏辊一般设计为可调节辊筒,能够前后移动。纠偏辊受力分析如图2所示。
根据皮带机运行方向,皮带给纠偏辊一个摩擦力F,将其分解为辊筒自转的动力和向下的力,由于纠偏辊轴向固定,所以必然给皮带一个反向的力F,这个力使皮带向上移动。在皮带运行方向不变的情况下,上端纠偏辊向右移动,皮带会向上运动。如果运行方向改变,纠偏方向与图示方向相反。所以此结构不适合皮带机正反转的情况,如果需要正反转,则需要进行皮带的动态纠偏,根据检测开关的数据,判断皮带的位置,结合皮带的运行方向,对纠偏辊进行合理地调整。
2 动态纠偏装置结构
动态纠偏装置结构如图3所示。
动态皮带纠偏装置一般成对使用,分别位于皮带的两侧,主要由光电开关、纠偏气缸、滚筒支座、纠偏滚筒、旋转销轴、鱼眼接头、气缸安装座等组成。动态皮带纠偏装置一般可安装在专用的安装横撑上,下层皮带的下方。首先由光电开关检测皮带的工作状态,当皮带出现跑偏现象时,跑偏侧的光电开关由于皮带的反射光而出现信号,从而触发气阀动作,使一侧的气缸向上顶起进行纠偏(根据皮带的运动方向不同,顶起气缸可能位于光电开关的同侧,也可能位于光电开关的另一侧)。这时皮带就会向原来跑偏的相反方向运动,实现纠偏。当皮带向原来跑偏的相反方向运动一段距离后,光电开关感应不到信号就会停止纠偏,此时气缸向下运动和皮带脱离接触。由于纠偏辊筒只有在皮带跑偏的情况下才会升起与皮带接触,所以皮带正反向运动时能够进行合理地调节,此结构能够满足皮带双向运动的要求。
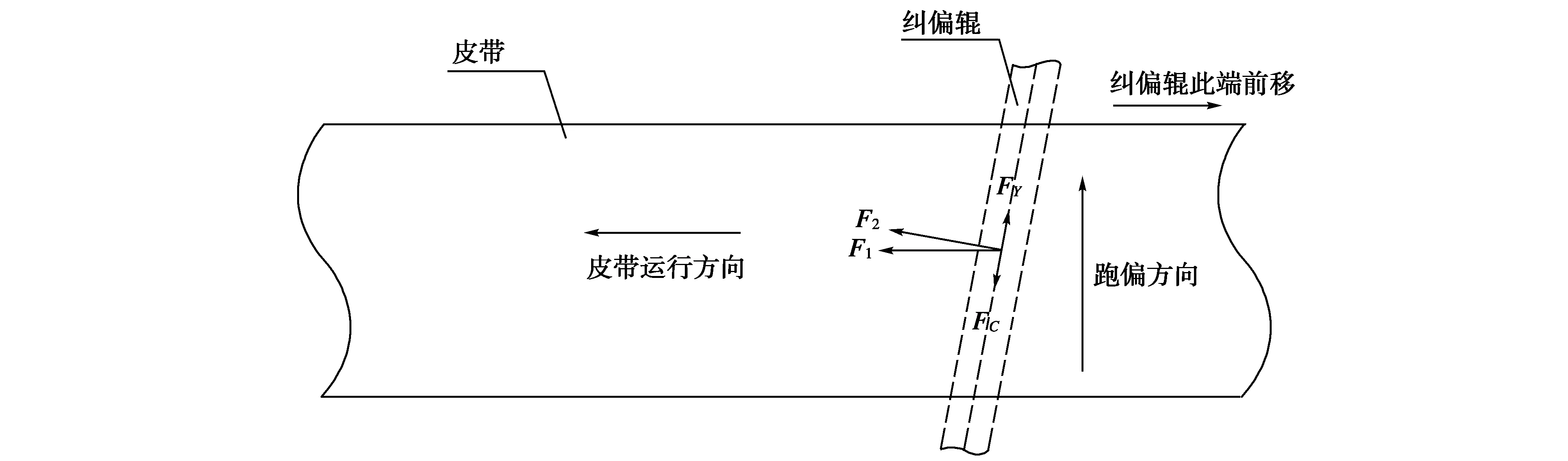
图2 纠偏辊受力分析
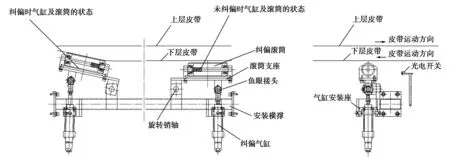
图3 动态纠偏装置结构
3 结束语
动态纠偏不仅满足皮带双向运动的功能,而且能够保证输送物体横向的位置精度。在人造板贴面行业,需要进行纸张纹路的对花,精度要求较高,对相应的宽幅皮带机增加动态调偏机构,解决了原来输送位置偏移的问题,该机构在苏州伍得人造板设备有限公司6×12贴面生产线中得以应用。但此机构存在制造成本较高、对电气控制要求高等缺点,所以在设计时应根据实际需要选择调偏机构。
猜你喜欢
国际纺织导报(2023年5期)2023-03-18 05:03:52
航天返回与遥感(2022年1期)2022-03-09 07:21:48
商品与质量(2020年33期)2020-11-07 02:19:42
现代商贸工业(2018年31期)2018-12-08 11:17:54
橡塑技术与装备(2018年16期)2018-08-27 07:08:28
橡胶工业(2018年2期)2018-02-16 15:59:33
电子测试(2017年11期)2017-12-15 08:56:50
上海公路(2017年2期)2017-03-12 06:23:38
国防制造技术(2016年2期)2016-03-12 17:34:26
橡胶工业(2015年4期)2015-07-29 09:17:18