
综采工作面乳化液自动配比系统的设计与试验
2020-06-10 13:38聂爱国
机械管理开发 2020年4期
聂爱国
(山西阳煤寺家庄煤业有限责任公司, 山西 昔阳 045300)
引言
鉴于乳化液具有防锈、黏性小以及难燃的特点被广泛应用于煤矿液压支架、采煤机等设备的调高系统中,且应用于综采工作面乳化液的浓度为3%~5%[1]。但是,目前应用于综采工作面的乳化液配比系统存在自动化程度低、乳化液配比浓度不准确以及配比系统的适应性差等问题。因此,为满足煤矿综采工作面的生产需求,需严格控制乳化液的浓度及提升其配比系统的自动化程度。故,本文设计一款乳化液自动配比系统拟解决上述问题。
1 乳化液自动配比系统的总体设计
1.1 自动配比系统总体方案设计
目前,应用于综采工作面的自动配比系统有齿轮泵调速自动配比系统、水力马达驱动自动配比系统、双缸定比自动配比系统以及文丘里自动配比系统[2]。经实践调研可知,上述自动配比系统或多或少存在一定不足。为弥补上述各自动配比系统的不足,设计如图1 所示的基于电磁阀乳化液自动配比系统。
如图1 所示,基于电磁阀的乳化液自动配比系统的核心元器件为隔爆电磁阀、单向阀等。系统可根据工作面乳化液的浓度实时控制配比泵控制乳化油的流量对乳化液的浓度进行调整;为防止乳化液箱内的乳化液出现沉降的现象,在乳化液箱内设置有对应的内循环装置,使得所得的乳化液更加均匀[3]。
1.2 关键元器件的选型
要求乳化液的浓度为3%~5%,乳化液箱的容量为150 L,综采工作面对乳化液泵站所提供乳化液的最小工作压力为0.5 MPa;最大工作压力为2 MPa。结合综采工作面在实际供液时流经流量计、单向阀等元器件存在压力损失和相应的泄露系数等参数,所选乳化液自动配比系统的关键元器件如表1 所示。

图1 基于电磁阀乳化液自动配比系统原理图
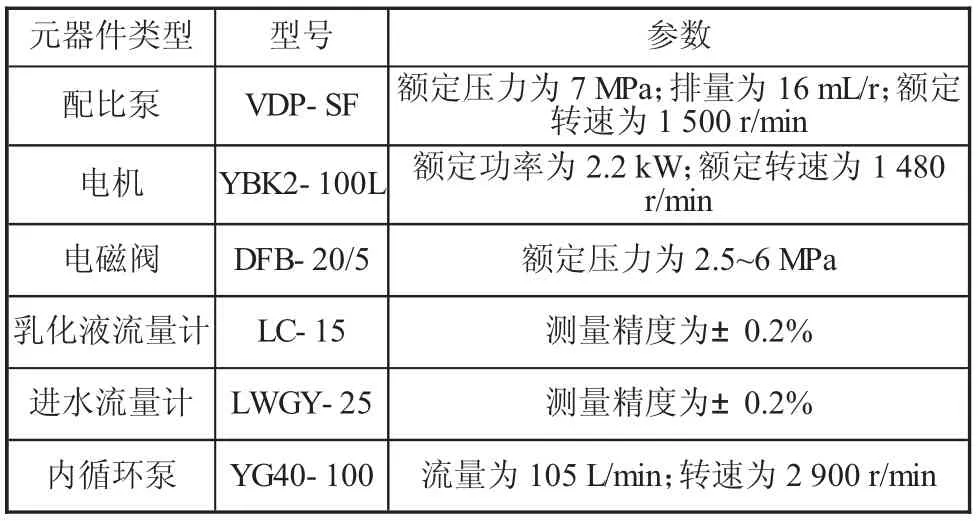
表1 乳化液自动配比系统关键元器件选型一览表
2 乳化液自动配比控制系统的设计
为确保乳化液自动配比系统所得配置的乳化液符合《煤炭安全规程》的相关要求,要求自动配比控制系统具备自动配比、远程以及手动停止三种工作模式。其中,自动配比模式为该控制系统的核心。基于自动配比系统能够实现对工作面乳化液浓度、乳化液箱液位、乳化油箱液位等关键参数的实时监测,并根据监测结果及时控制乳化油泵、配比泵等部件,确保乳化液浓度保持在3%~5%的范围之内,乳化液、乳化油的液位处于安全范围[4]。
此外,基于远程控制模式能够实现对乳化液自动配比系统启停的远程控制;基于手动控制能够实现当出现紧急情况时,作业人员按下停止按钮系统即可在第一时间停机。
2.1 乳化液自动配比系统硬件的设计
根据乳化液自动配比系统的功能及控制需求,选用PLC 控制器为该控制系统的核心控制器,且所选PLC 系列为西门子S7-200。根据控制要求得出PLC 的接线图如图2 所示。
如图2 所示,根据控制要求,所选PLC 控制器设定了5 个输入接口(I0.0-I0.4),4 个输出接口(Q0.0-Q0.3)。各个接口所控制的功能如图2 所示。
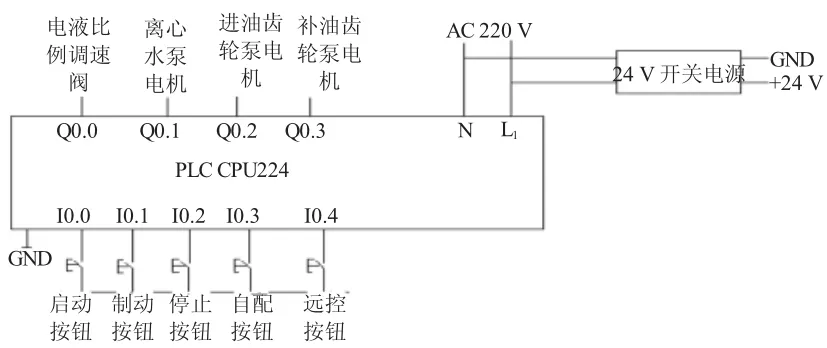
图2 PLC 外部接线图
2.2 乳化液自动配比控制系统软件的设计
为满足实际生产需求,特设计如图3 所示的控制流程图。
如图3 所示,自动配比控制系统运行前先完成系统的初始化;初始化完成后分别对乳化液箱和乳化油箱的液位进行检测,并基于检测结果控制相应油泵或者乳化液泵动作;最后,判断乳化液箱内乳化液的浓度是否在3%~5%的范围之内,若乳化液浓度在范围之内则控制系统无需动作任何部件,否则通过控制电磁阀的失电或者得电时间完成对油泵的开启或者关闭时长,以达到对乳化液浓度调整的目的。

图3 乳化液自动配比控制系统流程图
3 乳化液自动配比系统的试验
试验目的:分析不同搅拌速度、搅拌器桨叶的安装位置以及桨叶的数量对乳化液浓度及其乳化液质量的影响[5]。
其中,所考核搅拌速度分别为160 r/min、300 r/min 以及500 r/min;桨叶的安装位置分别为距离搅拌槽底部1/3、1/4、1/5 的液面高度;桨叶的数量分别为2 片、3 片、5 片。
3.1 不同配置工况下混合时间的对比研究
本次试验采用控制变量的原则,对不同搅拌速度、不同桨叶安装位置以及不同数量的桨叶工况下配置浓度为4%乳化液所需时间进行研究。经试验可知:搅拌速度越大其乳化液混合所需时间越少;桨叶中心距离搅拌槽底部的距离越高乳化液所需混合时间越多;桨叶数量越多乳化液所需混合时间越少。
3.2 搅拌速度对乳化液稳定性的试验研究
为验证不同搅拌速度下所得乳化液的稳定性。本次试验基于160 r/min、300 r/min 以及500 r/min 三种搅拌速度下所得的乳化液,观察乳化液每静置24 h后测量乳化液的浓度,得出如图4 所示的曲线。
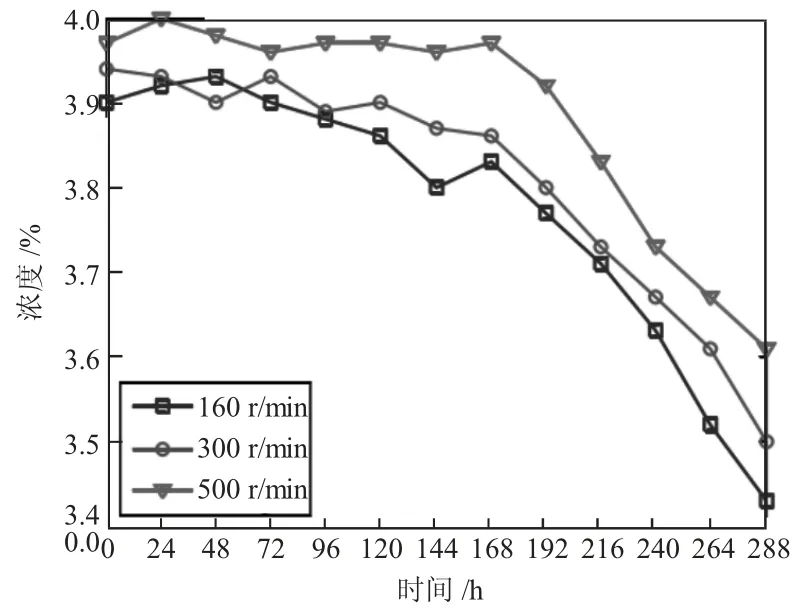
图4 不同搅拌速度下乳化液浓度的变化曲线
如图4 所示,当搅拌速度为500 r/min 时,乳化液浓度在静置168 h 后才出现明显的下降,满足《液压支架(柱)用乳化油、浓缩物及其高含水液压液》相关标准的规定。
4 结论
乳化液作为综采工作面液压支架、采煤机等大型机电设备的介质,由于其难燃、黏性小的特点被广泛应用。但是,在实际应用中由于乳化液的浓度超出限值,加速了对大型机电设备液压系统的损坏,进而降低了机电设备的使用寿命,在增加采煤成本的同时制约着工作面的采煤效率。基于PLC 的乳化液自动配比系统能够根据实际生产需求对乳化液浓度进行实时调整,并得出当搅拌速度为500 r/min 时所得乳化液的稳定性才能够满足实际生产的要求。
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
山西冶金(2022年2期)2022-06-04
科技创新与应用(2022年2期)2022-01-14
河南冶金(2021年2期)2021-08-02
汽车与驾驶维修(维修版)(2019年3期)2019-05-08
固体火箭技术(2018年6期)2019-01-18
西安工程大学学报(2016年6期)2017-01-15
振动工程学报(2015年2期)2015-03-01
固体火箭技术(2014年3期)2014-03-15
