
塑料模具型腔数控加工过程优化设计
2020-05-14 15:00孙瑞宝
合成树脂及塑料 2020年2期
孙瑞宝
(桂林电子科技大学,广西省桂林市 541004)
塑料模具数控加工是根据模型加工需求,按一定规范制度和标准,结合及整合模型模具对应的形状,在模具模型整合处理过程中,确保有能力对加工过程中出现的稳定性问题、控制性问题进行解决、优化、改善[1]。在加工过程中,塑料模具数控加工技术可提供技术性支持,使用新型高效的模型模具及加工设备等工具,明显提升了塑料模具进行数控加工的效率[2]。随着科技的进步和工业技术的发展,计算机辅助制造(CAM)/计算机辅助设计(CAD)控制系统已经初步达到了成熟阶段,因而被更多地应用在现代化数控加工工艺生产中[3]。而CAM/CAD控制系统为数控加工工艺系统提供了一个产品设计背景,即对于塑料模具加工数据产品,从开发到设计、加工,达到了参数数据无缝集成的目的,最大程度优化了产品在设计环节和加工环节的参数指标,缩短了整个产品的加工周期,为产品的生产和加工节约了成本、材料且缩短了时间[4]。对于塑料模具的加工环节,最重要的是型腔部件,因为其决定着整个模具产品加工是否合格,而且型腔部件具有极高的精密度,对于加工工艺也有十分高的要求,当型腔满足相应的最优条件后,能有效减少加工材料用量、时间、经费及资源[5]。
在塑料模具型腔数控加工过程中,塑料模具型腔数控加工技术对工程进展、技术进步均具有重要意义和作用[6]。通过对塑料模具型腔数控加工参数进行设计优化,能显著提升整个塑料模型的加工能力。同时,利用塑料模具型腔数控加工模型技术,可提高整体加工过程的稳定性,并增加加工速度、加工效率[7]。在深度加工模具过程中,在材料或加工技术方面,模具均具有至关重要的意义及作用,模具可实现工业材料工序化、一体化生产,可提高生产效率[8]。在塑料模具型腔数控加工过程中,采用模具可节省资源、材料,为企业节省更多维修经费。本工作基于CAM/CAD技术,采用UG8.5软件,对塑料模具型腔数控加工过程进行了优化设计。
1 注塑模具数控加工常见问题
1.1 撞刀问题
撞刀现象是在塑料模具数控加工过程中,由于切削刀具的刀柄或刀刃直接撞击或作用到模具、工件上,从而导致刀具或工件受到损坏。出现撞刀现象的主要因素包括系统加工工艺数据编程缺失合理性及切削刀具配置不合格等。
1.2 弹刀现象
弹刀现象的产生主要是在数控加工切削环节,由于使用刀具进行大规模切削时,刀具在切削过程中受到反作用力从而产生一个对自身作用力的抗拒,导致其不能在原有的加工轨迹上运动[9]。为了最大可能地降低弹刀现象的产生,最有效的方法是减少力的反冲作用,主要是通过选择适宜刀具进行切削、减少刀具对细长刀柄的套装安装、按照相应刀具套装,保障刀具的切削量在其允许切削范围内。
1.3 过切加工
过切加工是指在不应切削的工件位置进行切削操作,导致刀具尺寸、精准度等受到严重影响,从而无法进行精准切削。产生过切加工的原因是在刀具进行切削过程中,数控机床由于刀具精度和传输链条的原因,使刀具轴的中心出现不对称等现象,导致弹刀、撞刀和编程等问题,出现刀具使用错误。在具体加工工序实施期间,使原本使用的小直径加工刀具有过切状况产生,且加工过程刀具不够精准也会导致过切加工的产生,即工件进行切削加工超过预先所估计的范围。
1.4 漏加工
有些零部件虽然参与了加工切削环节,但是并没有真正进行加工,这主要是由于刀具加工切削并没有精准地加工到工件上,且在生产检验的时候没有被检出,照常投入到后续的加工销售环节,这一现象被称为漏加工现象。漏加工现象较多发生在数控加工期间,由于数控系统的读取错误,从而导致刀具无法对零件进行切削加工。
1.5 空刀现象
空刀现象主要指在实际工件切削加工环节中,工件虽然在传输链上运行,但由于数控编程错误,导致刀具仅在工件上空滑,并未对其进行实质性加工。一旦刀具出现空刀现象会使整个加工环节的路径出现弯路,延长了加工时间,使加工效率明显下降。而在数控加工过程中,整个加工环节流程较长,刀具在工件上空刀现象频发,需要对整个数控系统的编程进行修改和更新,明确划分每个加工区域,并且在每个加工区域完成加工切削后,使刀具完全按照预期设计的运动轨迹行走,最大程度杜绝空刀现象。
2 塑料模具型腔数控加工过程及知识表达
2.1 塑料模具型腔数控加工轨迹分析
对于塑料模具型腔而言,复杂型面数控加工中,曲面三轴加工是重要形式,可帮助CAD/计算机辅助工程(CAE)系统实现精确数控编程。对工件的加工质量、使用寿命、加工过程中的安全保障等起决定性影响的因素为刀具的进退轨迹、刀具进行加工的切入角度、最大等效应变力、应力的反比关系等。理想状态下应采用的刀具进退模式为螺旋进刀,对薄壁型塑料零件来说,要最大程度减少刀具进刀时的载荷变化量。在选择走刀方式时,需考虑加工余量、加工时间,可通过提取加工工件区域边界参数进行刀具运动轨迹的设计(即环切走刀模式),采用这种模式加工时,加工余量十分均匀。当通过提取加工工件区域平行截切平面参数进行直线刀具运动轨迹设计(即行切走刀模式),可以在较短的时间内进行长加工工艺,但加工余量不够均匀。因而对于刀具的走刀方式而言,最适合的模式为环切走刀与行切走刀相结合方式,在加工区域边界进行环切的走刀设计。
2.2 刀具轨迹生成算法
刀具运动轨迹的计算主要使用等参数线法,即加工刀具沿着工件的曲面三轴进行参数线运动,得到的整个运动轨迹平整光滑。等参数线法的特点是计算速度快、方法简单,可在曲面参数分布较为均匀的塑料模具数控加工工艺上采用。刀具的运动轨迹曲线光滑主要是依靠截面法,该方法特点是精度低、计算量较大,在实际应用中,不易控制加工间距,易造成切面形状不符合要求。投影法是根据参数三轴曲面离散模型,将刀具运动曲线预先设计好,利用曲面进行投影和竖曲线运算,得到工件表面的曲线切削运动轨迹。
2.3 塑料模具型腔数控加工过程的知识库和数据库分析
通常,根据待解决的问题特性,通过塑料模具型腔知识库数据次序结构,可对合适的表达模式进行查询,本工作主要采用对象、属性和值的相互传递连接模式表达塑料模具型腔数控知识库。知识库与数据库虽然都可以对塑料模具型腔次序结构进行表达寻找,二者存在着相似之处,但具有极大的差异:规范模式的差异,知识库的规范性弱于数据库;权限的差异,知识库的权限等级较高,可以针对库内数据模式进行修改,而数据库的权限等级局限了其修改模式。因此,本工作中选择数据库与知识库共同应用,二者结合,很大程度上保障了数据量的扩充、规范程度、修改模式的扩充以及系统耦合信息。
3 建立塑料模具型腔数控加工切削参数优化模型
在塑料模具型腔数控加工切削过程中,保持其他仪器设备和工作环境不变,可通过改变系统参数指标,优化整体加工系统,提高所生成的模具质量、使用寿命和生产效率等。充分考虑塑料模具型腔数控加工切削过程中所涉及到的参数指标,提出了多目标优化方案,即通过参数升级优化的设计,建立参数模型结构,对目标函数进行计算得到最优解和约束条件。
3.1 建立塑料模具型腔数控加工切削目标函数
优化和完善塑料模具型腔数据加工工艺,目的在于提高产品生产效率和产品质量,因而需要将产品生产效率作为目标进行函数求解,相关变量包括进给量、切削速度,使用单一刀具切削单一工件,按式(1)计算加工时间。

式中:Tu为加工时间,s;ts为加工切削程序的初始启动时间,s;K1为刀具在单位时间内进行切削所产生的费用,元;f为进给量,mm/s;V为刀具加工效率,mm/min;n为刀具的使用寿命,即切削次数;ttc为切削摩擦滞后时间,s;ω为函数加权因子,ω>0;l为工件切削长度,mm;K2为刀具在单位时间内进行切削摩擦滞后所产生的费用,元。
如果为单一刀具对单一工件进行多次切削,则式(1)变形为式(2)。

式中:Tu′表示单一刀具加工时间,s;i表示第i次切削;m表示刀具进行多次切削的使用次数。
在塑料模具型腔数控加工切削过程中,将切削成本最优作为目标,按式(3)计算单个塑料零件成本(C)。

式中:af为切削深度,mm;Tf为刀具实际寿命,km;Tc为刀具材料寿命,km;v为切削速度,mm/s。
总目标函数最优解按式(4)计算。

式中:ωi表示第i次切削加权因子对整体目标重要程度,根据其值可调整对不同目标量级排序。
3.2 建立塑料模具型腔数控加工约束条件
3.2.1 进给速度
数控机床的主轴转速高以及切削速度快,切削速度在一定数值内的加工过程中可以延长刀具的寿命,对于工件表面光洁度的提高有很大的作用,且能够达到一定的精度要求。机床主轴转速约束方程见式(5)和式(6)。

式中:x1,x2均表示机床同步主轴方向;g1(x1,x2),g2(x1,x2)分别为最小和最大机床主轴转速约束条件;nmin为最小主轴转速,r/min;nmax为最大主轴转速,r/min;D为机床主轴半径,mm;Z为机床主轴长度,mm。
3.2.2 进给量
进给量约束方程见式(7)和式(8)。

式中:g3(x1,x2)为最小进给量约束条件;g4(x1,x2)为最大进给量约束条件;vmin为最小进给速度,mm/s;vmax为最大进给速度,mm/s。
3.2.3 进给功率
进给功率约束方程见式(9)。

式中:g5(x1,x2)为进给功率约束条件;Fc为单个塑料工件的加工进给速度,mm/s;Pmax为最大有效功率,kW。
4 塑料模具型腔切削工艺优化系统设计
4.1 塑料模具型腔切削工艺优化系统数据库
通过塑料模具型腔实体-联系(E-R)模型,获得属性和实体的对应关系,见表1。

表1 塑料模具型腔E-R模型Tab.1 E-R model of plastic mould cavity
4.2 塑料模具型腔切削工艺优化系统模块设计
塑料模具型腔切削优化系统的结构组成包括切削刀具模块、零件材料模块、切削用量模块、机床模块和工件模块等。对于加工工艺中所涉及到的切削工具可以通过刀具模块数据库进行相关查询,在加工制造过程中,刀具模块数据库有利于模具型腔软件选择及开发;不同切削机床的生产厂商、使用信息以及参数指标均可以通过机床模块数据库查询;对于切削刀具的进给速度、运行速度、刀具的进给量等的查询主要使用切削用量模块数据库完成;工件模块数据库中主要针对塑料模具加工的实际切削案例分析,为系统的设计和参数的优化提供技术支撑和理论指导。塑料模具型腔优化系统的总体构成设计方案见图1。
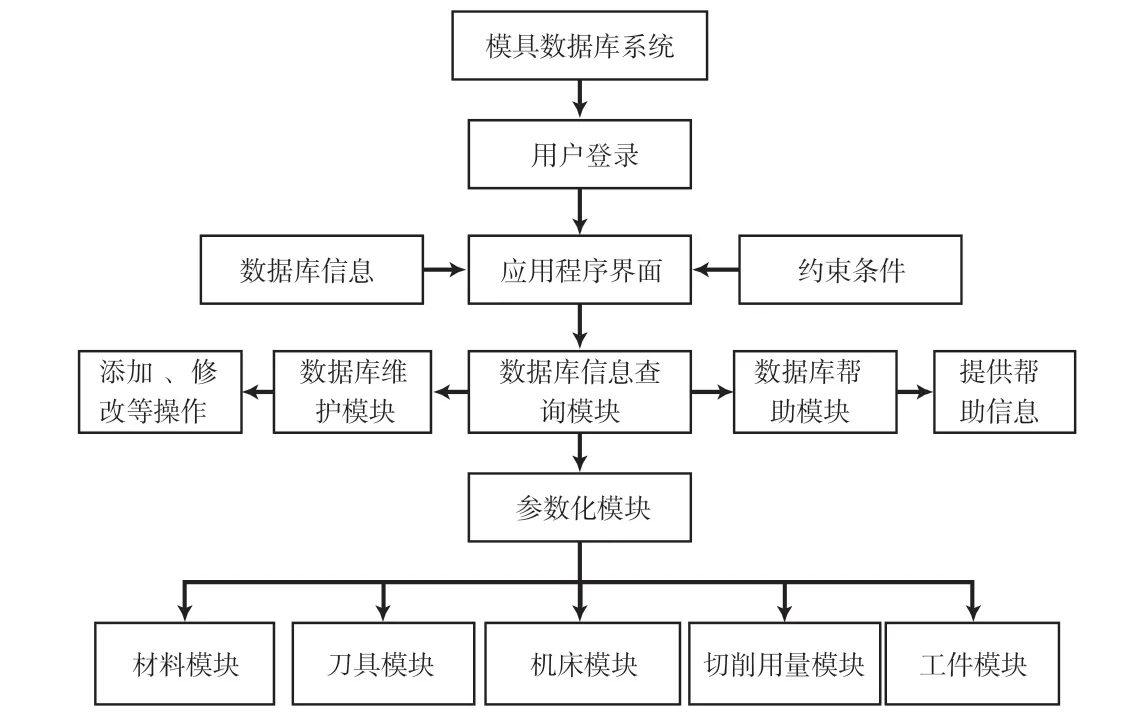
图1 塑料模具型腔参数优化系统总体结构设计Fig.1 General structure design of optimization system for plastic mould cavity parameters
4.3 塑料模具型腔切削工艺优化系统开发
本系统开发环境和编程工具选用Microsoft Visual C++软件,开放式数据库连接结构,并与对应的标准应用程序接口进行程序驱动。
5 某壳体模具型腔的三维建模应用实例
通过UG8.5软件中的加工命令,模拟车削加工过程,最终自动生成数控机床可识别的G代码。在编程过程中,人工完成制定工艺方案、分析图样,其余全部通过计算机辅助完成。二轴加工为手工编程极限,采用自动编程可获得五轴联动加工模式,即对于复杂形状零件的编程,自动编程完全能胜任,可以使用自动编程来进行工艺方案的设计。因此,采用UG8.5软件对型腔进行加工。模具型腔尺寸为123 mm×123 mm,最小圆角半径为1.02°,最小间隙为3.22 mm,模具型腔示意见图2。

图2 模具型腔示意Fig.2 Mold cavity
为方便加工时对刀,在工件中心创建加工坐标系。做好准备工作后,进行工件开粗(即用机床将模具大致形状加工出来),进行工序型腔铣的创建。刀具选用D12立铣刀。独立对型腔虎口位置进行加工,从而提高了加工效率,减少了“跳刀”现象以及加工时间。而在纵向车外圆时,切削深度按式(10)计算。

式中:dw为工件待加工表面直径,mm;ap为切削深度,mm;dm为工件已加工表面直径,mm。
设定进给速度和进给量,进给速度是指选定的切削刃上的点,其相对工件运动的瞬时速度。进给速度按式(11)计算。

式中:vf为进给速度,mm/s;g为主轴转速,r/s。
切削速度按式(12)计算。

式中:s为工件转速,r/min。
在型腔铣粗加工中,因刀具直径限制,在模具型腔部分狭窄区域会出现加工不到的情况。通过改变刀具的尺寸可提高刀具加工切削速度,针对加工零件中较小的间隙,可以使用重复开粗的模式进行。利用UG8.5软件可通过参考粗加工刀具,将剩余材料作为二次开粗切削区域进行加工,二次开粗刀路详见图3。在图3中,XM,YM,ZM分别表示x,y,z轴,切削方式为跟随周边,对于跟随部件适用于凹凸不平或凸台部件,周边对内腔铣削比较适用。在二次开粗中,经常发生残料过多造成刀具断裂的情况,根据切削模式对跟随部件进行选择,从而改变切削参数中设置的空间范围参数,将连接中的开放刀路选项改为“变换切削方向”,这样可有效避免碰撞,并减少过多抬刀。同时,采用跟随周边加工方式,减少了加工时间,可使刀轨比较整洁。

图3 跟随周边Fig.3 Following periphery
6 结论
a)基于CAM/CAD技术,采用UG8.5软件,对塑料模具型腔数控加工过程进行了优化设计。
b)对塑料模具型腔数控加工切削工艺各参数指标进行优化和完善,将其与传统的CAD/CAE技术结合,通过知识库推理,得到了该加工系统中关于切削工艺的参数指标,最大化提高塑料模具型腔数控的加工效率及产品质量。
c)以塑料模具型腔数控加工切削工艺为研究对象,通过分析切削刀具的运动轨迹和模式,研究其轨迹从而得到算法。再结合数据库和知识库,得到一套关于塑料模具型腔切削加工工艺系统的优化和升级方案,可为塑料模具型腔数控加工技术的应用及研究提供理论基础。
猜你喜欢
金属加工(冷加工)(2022年8期)2023-01-11
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
智能制造(2021年4期)2021-11-04
装备维修技术(2020年8期)2020-11-20
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
发明与创新(2016年5期)2016-08-21
汽车电器(2014年4期)2014-04-25
科技传播(2011年24期)2011-08-29
短篇小说(原创版)(2010年7期)2010-06-28
