
镀锡板冲压黑线机理分析
2020-05-11 02:31白会平杨宏武张东方
武汉工程职业技术学院学报 2020年1期
白会平 龚 艺 杜 蓉 杨宏武 周 密 张东方 谢 芬
(1.宝钢股份中央研究院武汉分院(武钢有限技术中心) 湖北 武汉:430080;2.武钢新日铁(武汉)镀锡板有限公司 湖北 武汉: 430083)
现代工业生产的镀锡板通常是两面镀有商业纯锡的冷轧低碳薄钢板,它集钢的强度和成形性与锡的耐蚀性、焊接性和美丽外观于一体,并具有良好的印刷着色性,加之镀锡层无毒,因而镀锡板广泛用于食品业、电器、仪表、玩具、化工、装饰等领域,是最受欢迎的钢材之一[1-4]。
近几年,世界镀锡板年需求量已超过2500万吨,我国镀锡板年需求量超过300万吨,其中罐头消费占30%左右,饮料消费占30%~40%左右,其他消费(饼干桶、茶叶桶、油桶、压力罐、医药、电池等)占30%~40%。
随着食品饮料包装行业不断发展,它们的包装要求也日益多样化。这种多样化,无疑是对镀锡板产品的极大考验。耐时效镀锡板[5-6]、二次冷轧材[7]、软质高加工性能镀锡板[8]的应用也越来越广泛。
包装行业设备精度及自动化程度高,加之需要保障被包装物的内在质量,所以包装行业对镀锡板产品的要求非常高。不仅需要镀锡板产品具备优良的表面质量、优良的板形和厚度精度、优良的耐蚀性能和焊接性能,还要具备良好的加工成形性能。本文针对某终端客户采用T2CA软质镀锡板经开平分卷及涂印清漆后制作阀门时,在冲压过程中,底部平面出现黑线问题(见图1)进行机理分析。
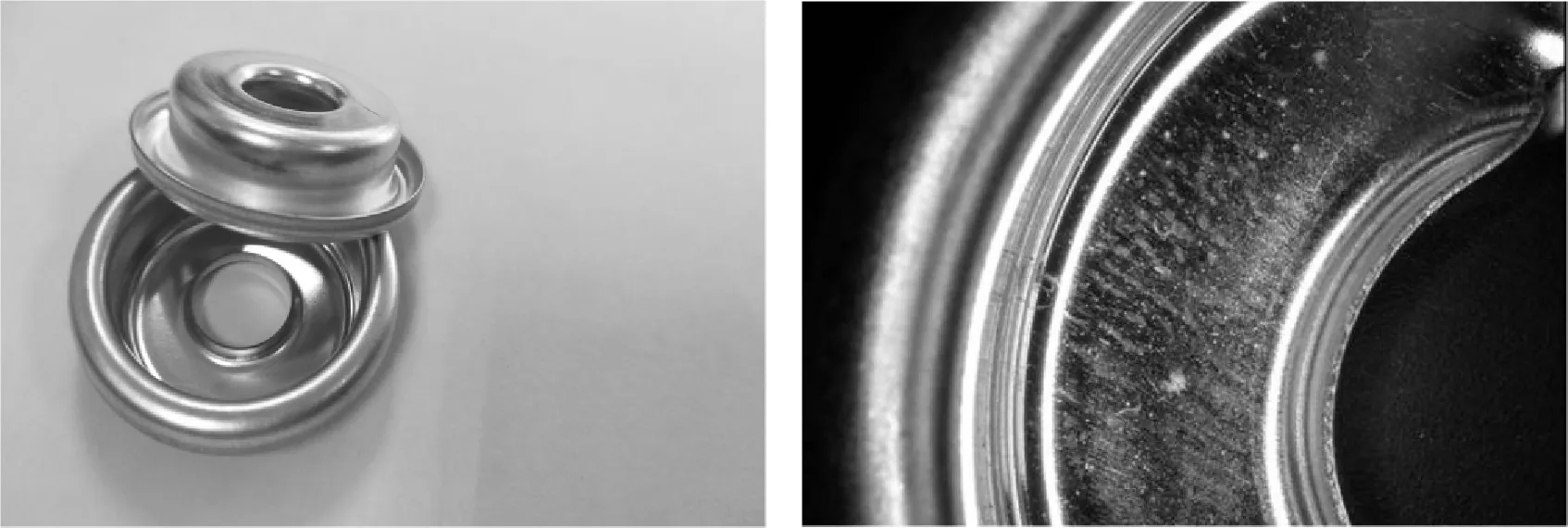
图1 阀门形貌及黑线缺陷图
1 实验材料与试验方法
实验材料是用户制作阀门过程中产生黑线缺陷的镀锡板,镀锡板厚度规格为0.35mm,锡层厚度为2.8g/m2,硬度级别为T2,测得的平均表面洛氏硬度值(HR30Tm)为53.4。
因为冲杯样存在变形,不利于检测分析,所以采用预拉伸变形模拟出黑线缺陷。自用户处取冲压前该厂家的有问题镀锡板(A板)和无问题镀锡板(B板)各1张,制作80标距的横向拉伸试样,采用SUN-10薄板拉伸试验机,拉伸10%,模拟冲压形变,均模拟出黑线缺陷,这表明冲压变形至一定程度,完好样品也会出现黑线缺陷。
采用光学显微镜观察黑线的显微形貌,采用Quanta 400扫描电子显微镜配合能谱仪分析正黑线部位的形貌及成分差异,采用轮廓仪分析缺陷部位的深度分布。
2 结果与讨论
2.1 冲杯样光学显微镜分析
用金相显微镜对完好和缺陷冲杯样进行对比观察,实验结果见图2和图3。
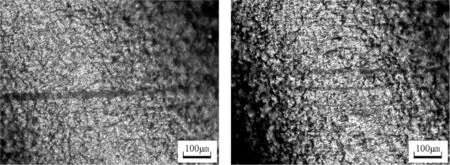
图2 冲杯上有黑线显微图片
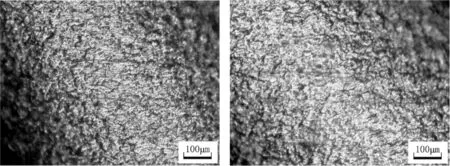
图3 冲杯上无黑线显微图片
由图2、图3可看出:(1)各个冲杯冲压后板面上都有细小痕线,只是痕线密度、尺度有差别;(2)粗大痕线就表观为黑线,而且有黑线存在的冲杯上,单位面积上的痕线数量都比较多。
2.2 模拟黑线样光学显微镜分析
用金相显微镜对A板和B板进行拉伸前后对比观察,实验结果见图4和图5。
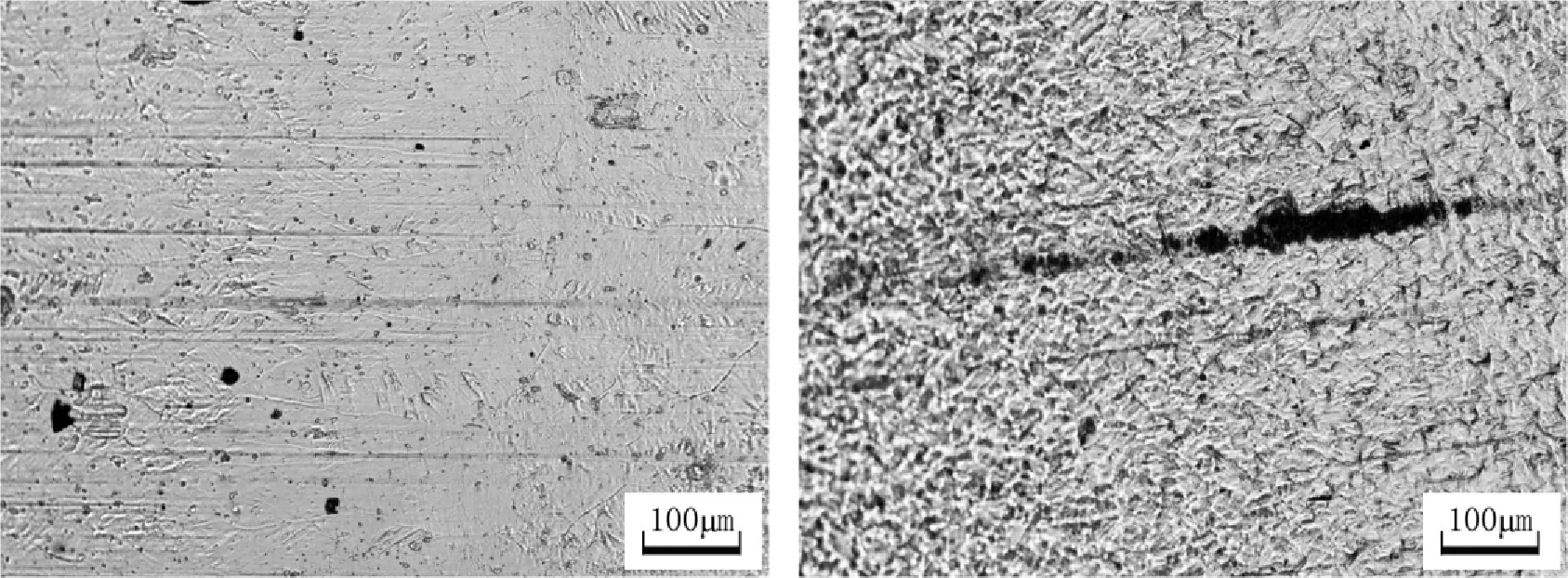
图4 A板 拉伸前后金相照片(左:拉伸前;右:拉伸后)

图5 B板拉伸前后金相照片 (左:拉伸前;右:拉伸后)
从图4和图5可看出:(1)拉伸前板面上都有平行于轧制方向的细小痕线,只是痕线密度、尺度有差别:A板痕线比较连续;B板痕线不连续,呈断絮状分布。(2)拉伸后,粗大痕线就表观为黑线,但是由于A板痕线比较连续,黑线也连续,所以表观上更严重;B板痕线呈断絮状分布,黑线也是不连续,表观上较轻微。(3)同样拉伸变形下,A板痕线扩张比例大于B板。
2.3 FIB截面分析
将A板试样黑线处打点标记,在扫描下观察,由于清漆覆盖,黑线处表面与正常表面无差异(见图6),采用FIB在黑线部位和正常部位分别挖40μm的坑,观察截面形貌,实验结果见图7。

图6 打点黑线扫描电镜图

图7 A板截面形貌(左:黑线部位;右:正常部位)
从截面图可以看到:(1)镀锡板表面涂敷有一层清漆,厚度大约为8μm。(2)黑线缺陷部位镀锡层不太平整,而正常部位镀锡层比较平整。所以,推断黑线与镀锡板表面状态相关。
2.4 SEM分析
将A板拉伸前后的试样用专门脱漆剂进行表面脱漆处理,进而在扫描电镜下观察表面形貌,实验结果见图8,拉伸前后正常部位和黑线部位成分对比结果见表1。
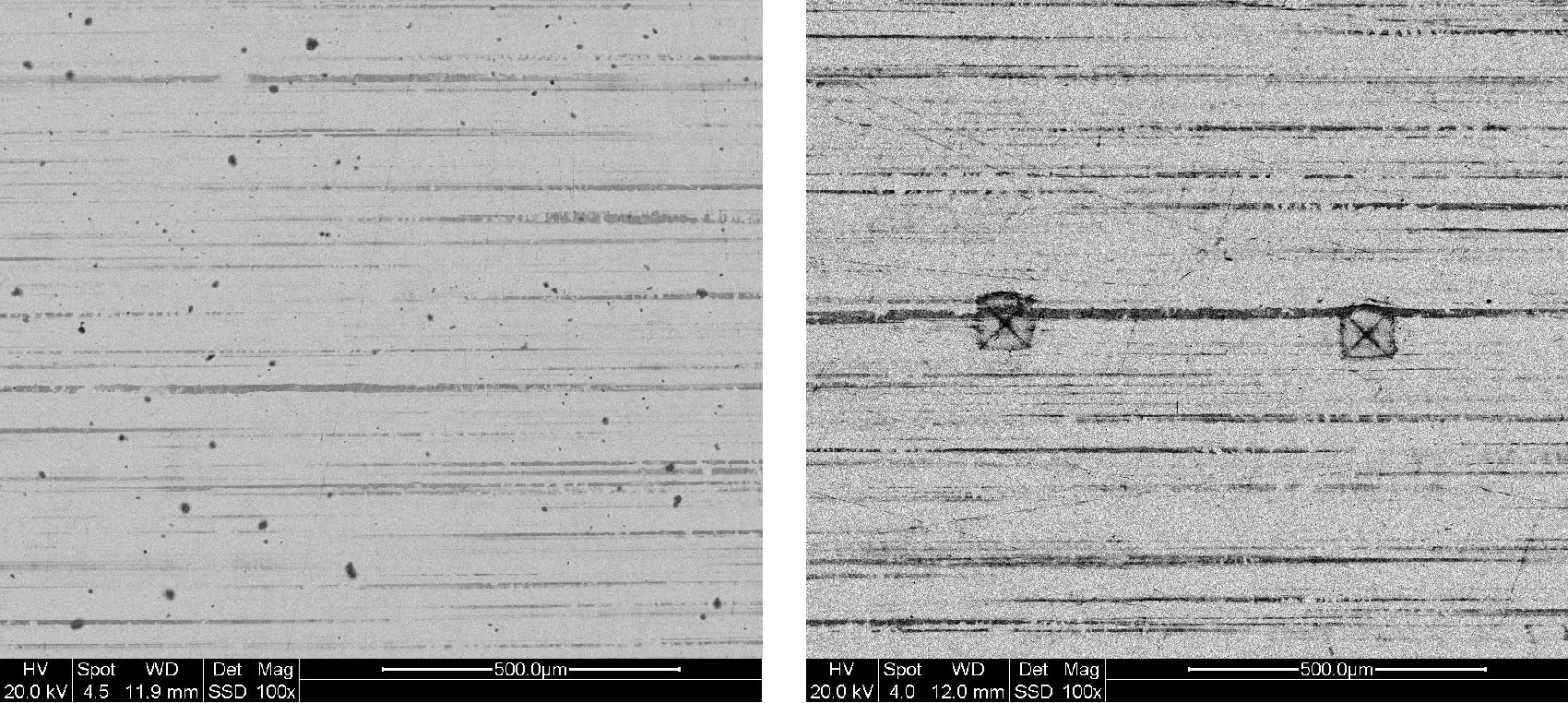
图8 A板拉伸前后扫描电镜图(左:拉伸前;右:拉伸后)

表1 A板拉伸前后不同部位成分对比表 (wt%)
从实验结果可以分析出:(1)黑线处锡含量比正常部位低,这与上面的截面结果黑线处锡层不平整相吻合,说明黑线处镀锡层比较薄。(2)镀锡板经过拉伸,镀锡层都会发生减薄。
2.5 三维轮廓形貌分析
将黑线处打点标记的A试样表面脱漆后,用三维轮廓仪进行观察,实验结果见图9;将黑线处打点标记的A试样表面脱漆后,用三维轮廓仪进行观察,圈出部位即对应打点黑线脱漆后的二维形貌图(见图10),从图9和图10可得出:黑线缺陷是板面高点,黑线缺陷处脱掉漆膜后,仍是板面高点。

图9 黑线处表面三维形貌图

图10 黑线处脱漆后表面二维形貌图
根据复印关系,镀锡板板面高点对应轧辊表面低点。本轧辊表面为磨削表面,通常都是沿圆周方向磨削,辊面会留下沿圆周方向的纹路。因此轧辊复印的镀锡原板表面状态是黑线产生的根本原因。
2.6 改善措施
既然轧辊表面状态(表面粗糙度和纹路方向)是影响轧件表面质量的主要因素之一,因此可以通过抛丸毛化、激光毛化或电火花毛化来提高磨削辊面表面质量。现场通过对磨削辊进行抛丸毛化,通过优化辊面提升板面形貌(见图11),从而解决了冲压黑线问题。
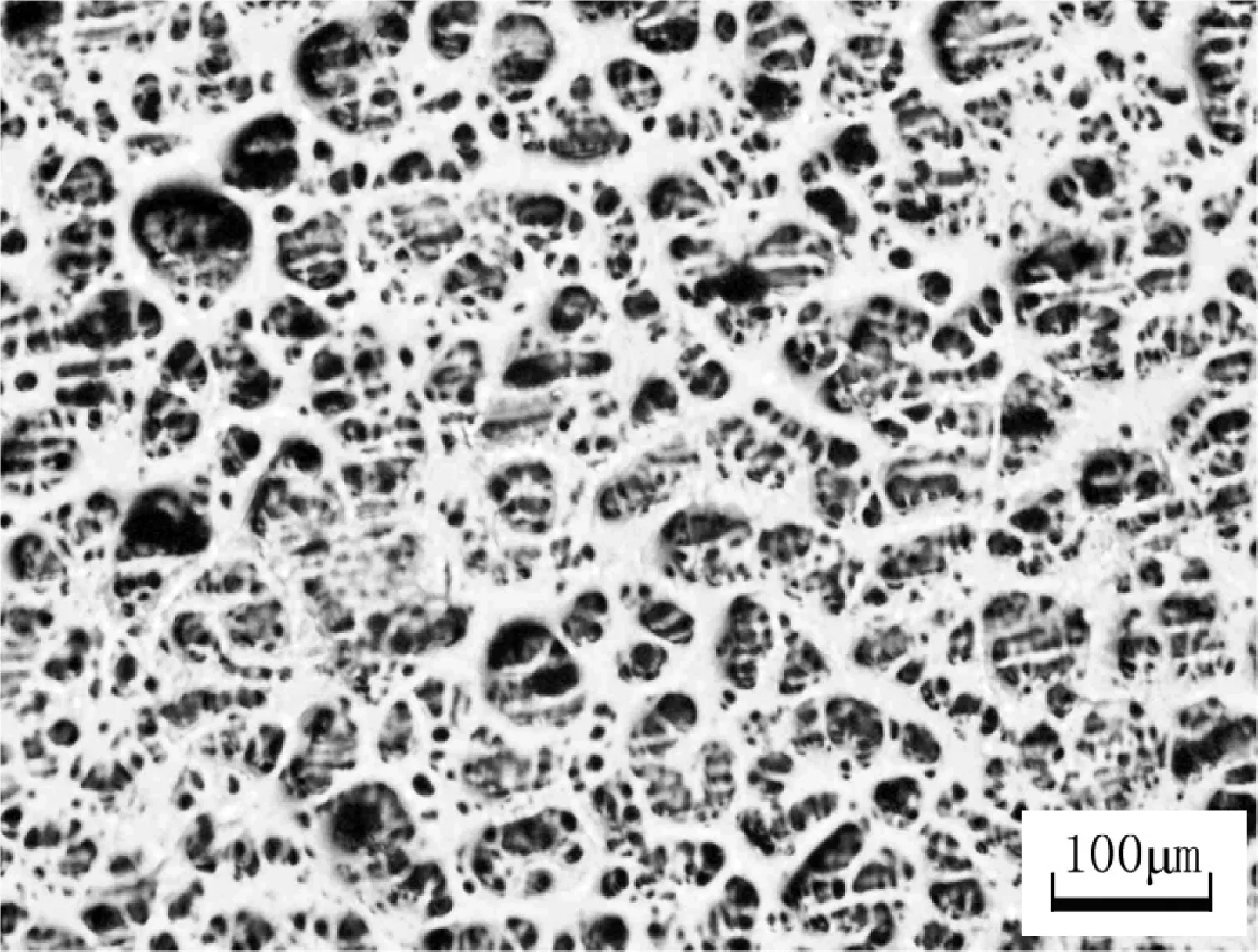
图11 磨削辊抛丸毛化后镀锡原板形貌
3 结论
(1)冲压前镀锡板的表面形貌对冲压后表面形貌有着直接影响,冲压后轧制纹路会放大,粗大突出的纹路会升级成为肉眼可见的黑线缺陷,造成宏观上视觉黑线。
(2)轧辊表面状态,主要是表面粗糙度和纹路方向,直接影响镀锡板板面形貌,因此可以通过优化辊面来提升板面形貌,从而解决阀门镀锡板冲压黑线问题。
猜你喜欢
作文小学中年级(2021年12期)2022-01-21
少年文艺·我爱写作文(2020年11期)2020-11-23
模具制造(2019年10期)2020-01-06
模具制造(2019年3期)2019-06-06
中学生博览(2018年21期)2018-11-19
饮食与健康·下旬刊(2017年12期)2017-12-06
北京航空航天大学学报(2017年2期)2017-11-24
财经国家周刊(2017年13期)2017-07-12
烹调知识(2016年11期)2016-10-31
少年文艺·我爱写作文(2016年9期)2016-05-14
