长双歧杆菌DD98冻干保护剂优化及菌粉保存稳定性研究
2020-04-27 08:14刘海燕李忠磊陈代杰
工业微生物 2020年2期
王 桃,纪 瑞,刘海燕,李忠磊,陈代杰,3*,谭 俊*
1. 上海师范大学 生命科学学院, 上海 200234; 2. 上海医药工业研究院, 上海 201203;3. 上海交通大学 药学院, 上海 200240
双歧杆菌是一类严格厌氧的革兰氏阳性杆菌[1],是人体肠道内重要的益生菌群,在成年人的肠道中约占肠道总菌数的3%~10%,而在婴儿的肠道占到91%以上[2],是肠黏膜屏障中生物屏障的主要成分,在机体的免疫调节、抗肿瘤、降血脂等方面都发挥着重要的作用,其益生作用已得到社会的公认[3]。
随着年龄的增长,人体肠道内致病菌数量逐渐增加,益生菌数量逐渐减少,其中双歧杆菌的数量减少最为明显,从而引起肠道内微生态平衡的破坏,导致疾病发生,研究证实,可通过口服含有一定数量双歧杆菌的活菌制剂来调节肠道菌群的平衡[4]。美国FDA推荐食品中活性双歧杆菌的添加量最低限为1.0×106CFU/g[5],也就是说双歧杆菌必须是“足量的”、“有活性的”才能发挥作用,然而双歧杆菌制品普遍存在着不能常温保存、保质期短等缺陷[6],使其作用发挥和应用受限,因此,双歧杆菌活菌制剂的制备及储存稳定性研究十分重要。
提高双歧杆菌稳定性的常用技术主要有代谢调控技术、真空冷冻干燥技术和微胶囊技术[7]。本文主要采用真空冷冻干燥技术来制备双歧杆菌活菌制剂。与冷冻产品以及液态双歧杆菌制剂相比,冻干菌粉易于处理并且活菌保存期较长[8-10],但在冻干的过程中,细菌会因渗透休克、形成胞内冰晶和再结晶而造成细胞膜损伤[11],导致细菌的冻干存活率降低,因此需要利用冻干保护剂来减少菌体的活性损失。通常选用的冻干保护剂为可溶性物质[12],如海藻糖、蔗糖、脱脂奶粉等。本文以长双歧杆菌DD98为研究对象,通过对冻干保护剂配方的优化,提高冻干菌粉的活菌数;通过菌粉的保存稳定性考察,进一步证实该保护剂配方不仅适用于4 ℃低温保藏24个月,还可在室温25 ℃保藏至少12个月,活菌数都能达到美国FDA推荐食品中活性双歧杆菌的添加量最低限1.0×106CFU/g的标准。常温保存不仅具有大大降低运输成本的优势,还更加适合胃肠道不适的人群直接饮用。
1 材料与方法
1.1 材料
1.1.1菌种
长双歧杆菌(Bifidobacteriumlongum)DD98,本实验室专利菌株。
1.1.2培养基
BBL固体培养基:蛋白胨15 g,葡萄糖20 g,氯化钠5 g,酵母浸粉2 g,番茄浸粉5 g,可溶性淀粉0.5 g,L-半胱氨酸盐酸盐0.5 g,肝浸粉2 g,吐温801 g,琼脂15 g,蒸馏水1 000 mL,pH 7.0±0.1,115 ℃灭菌20 min。
RCM(改良)培养基:蛋白胨FP103 17 g,酵母浸粉FM405 16 g,葡萄糖(一水)22 g,氯化钠5 g,无水乙酸钠3 g,L-半胱氨酸盐酸盐(一水)0.55 g,低聚果糖4 g,纯化水1 000 mL,pH 6.8±0.1,121 ℃灭菌20 min。
RCM(改良)种子培养基:蛋白胨FP103 3 g,酵母浸粉FM405 12.5 g,葡萄糖(一水)6 g,氯化钠5 g,无水乙酸钠3 g,L-半胱氨酸盐酸盐(一水)0.55 g,纯化水1 000 mL,pH 6.8±0.1,121 ℃灭菌20 min。
茄子瓶斜面培养基:在RCM种子培养基中加入2.5%(w/v)的琼脂。
1.1.3保护剂
海藻糖,来源于日本林原;葡萄糖,来源于西王药业有限公司;水苏糖,来源于江苏恒惠食品有限公司;蔗糖,来源于国药集团化学试剂有限公司;乳糖,来源于河南兴源化工产品有限公司;甘露醇,来源于河南兴源化工产品有限公司;乳果糖,河南兴源化工产品有限公司;脱脂奶粉,来源于新西兰乳品(中国)有限公司;Vc-Na,来源于石药集团维生药业;谷氨酸钠,来源于加加食品集团股份有限公司;L-半胱氨酸盐酸盐,来源于河南盛之德商贸有限公司。将所有的试剂按要求配制溶解后的溶液115 ℃灭菌15 min冷却后备用。
1.1.4仪器
超低温冰箱FermoTM900,美国Thermo Scientific;超净工作台ZHJH-C1112B,上海智城分析仪器公司;立式高压灭菌锅LDZX-75KBS,上海申安医疗器械厂;7 L发酵罐7GB,上海保兴生物设备工程有限公司。酶标仪Multiskan Go,美国Thermo Scientific;冷冻干燥机LGJ-22D,北京四环科学仪器厂有限公司;恒温恒湿箱ICH2,德国美墨尔特。
1.2 方法
1.2.1双歧杆菌DD98菌粉制备
双歧杆菌DD98菌粉的制备采用二级发酵,具体流程如图1。

图1 双歧杆菌DD98菌粉制备流程图
将本实验室保存在-80 ℃超低温冰箱中的DD98菌株甘油管取出,放置37 ℃水浴锅中使其快速融化后,取200 μL接入茄子瓶斜面中,用接种铲将菌液涂匀后置于厌氧培养箱中37 ℃连续培养24 h,然后将茄子瓶斜面的菌苔刮出,转移到300 mL液体培养基中,摇匀后置于37 ℃厌氧培养箱中培养12 h,然后将300 mL种子液转接到7 L发酵罐进行38℃厌氧培养,接种前培养基的pH调至6.5。待菌生长成熟后放罐,收集菌液用离心机进行离心,9 900 r/min,离心5 min。将离心后的菌泥加入冻干保护剂,充分混合均匀,用冷冻干燥机冻干,获得菌粉。
1.2.2菌株生长曲线的绘制
将长双歧杆菌DD98接新鲜斜面,于厌氧培养箱37 ℃培养24 h,将斜面洗下至100 mL发酵培养基中,静置在厌氧培养箱中,37 ℃培养,每隔一定时间取样,酶标仪检测OD600nm值,绘制生长曲线。
1.2.3冻干保护剂的筛选
脱脂奶粉添加量的筛选:分别称取脱脂奶粉0 g、2.5 g、5 g、7.5 g和10 g置于100 mL烧杯中,加入20 mL去离子水,用玻璃棒充分搅拌溶解后,在 50 mL容量瓶中进行定容,分别配制成0%、5%、10%、15%和20%的脱脂奶粉溶液。115 ℃灭菌15 min,然后将其与菌泥质量比1∶1混匀进行冻干,计算冻干存活率。
糖类保护剂的筛选:在确定了脱脂奶粉百分含量的基础上,分别称取葡萄糖、水苏糖、蔗糖、海藻糖、乳糖、甘露醇、乳果糖配成10%的溶液,115 ℃灭菌15 min。然后将其与菌泥质量比1∶1混匀进行冻干,计算冻干存活率。筛选出糖类保护剂之后,再对其添加量进行筛选,方法与脱脂奶粉添加量的筛选方法一致。
抗氧化剂的筛选:在确定了脱脂奶粉百分含量和糖类保护剂的基础上,分别称取Vc-Na、谷氨酸钠、L-半胱氨酸盐酸盐配成1%的溶液,115 ℃灭菌15 min。然后将其与菌泥质量比1∶1混匀进行冻干,计算冻干存活率。筛选出抗氧化剂之后,再对其添加量进行筛选,方法与脱脂奶粉添加量的筛选方法一致。
1.2.4保护剂与菌泥混合质量比优化
将菌泥与优化后的保护剂分别按照1∶0.3、1∶0.6、1∶0.9、1∶1、1∶1.5的比例混合,充分混合均匀后,放在冷冻干燥机中进行冻干,计算冻干存活率,选出最优的质量添加比。
1.2.5冷冻干燥
冻干工艺为:第一阶段:-40 ℃,4 h预冻结束后抽真空;第二阶段:5 ℃,10 h;第三阶段:15 ℃,10 h,真空度为10 Pa,厚度约为0.5 cm。冻干结束后,取出冻干菌粉通过平板计数法进行准确计数,计算冻干存活率。
1.2.6菌粉保存稳定性
将加入冻干保护剂冷冻干燥后制得的菌粉每包称取5 g充氮气进行密封包装,然后将其随机分成2组放在4 ℃、25 ℃恒温恒湿箱中保存,分别在7 d、15 d、30 d、60 d、120 d、180 d、360 d、540 d和720 d取样测定活菌数,计算存活率。
1.2.7存活率的测定
样品放在4 ℃、25 ℃保存,分别在7 d、15 d、30 d、60 d、120 d、180 d、360 d、540 d和720 d取出样品依次梯度稀释到10-9,涂BBL培养基,放在厌氧箱中37 ℃培养48 h后计数,每个样品做三个平行。
存活率=V2/V1×100%
V1为保存/冻干前的总活菌数;V2为保存/冻干后的总活菌数。
2 结果与分析
2.1 双歧杆菌DD98的生长曲线
长双歧杆菌DD98在摇瓶中的生长曲线如图2所示,菌株在0 h~4 h处于延迟期,4 h后快速生长,进入对数生长期。12 h达到稳定期,此时菌体的数量最多,菌体的特性也较稳定,可选择此时将菌液转接到7 L发酵罐中,进行二级发酵。

图2 摇瓶生长曲线
长双歧杆菌DD98在7 L罐发酵的生长曲线如图3所示,在0 h~4 h处于延迟期,4 h后进入对数生长期。10 h达到稳定期,此时菌体的数量最多,菌体的特性也较稳定,可收集此时的菌体进行后续的冻干保护剂筛选实验。

图3 7 L罐生长曲线
2.2 冻干保护剂的优化
微生物在冻干的过程中会因为细胞膜损伤而造成细菌死亡,活菌数下降。为了减少细菌的死亡,提高冻干菌粉的活菌数,就需要在微生物冻干时添加冻干保护剂。不同的微生物冻干所需要的最佳保护剂是不同的[13],但主要都是脱脂奶粉、糖类保护剂、抗氧化剂这三种成分,所以针对这三种保护剂成分进行筛选。
首先对脱脂奶粉的添加量进行筛选,其筛选结果如图4。从图4可以看出,当脱脂奶粉的添加量超过10%以上时,冻干存活率不再增加。脱脂奶粉的添加量为10%时,冻干存活率最高为35.7%,且与不加保护剂直接冻干的菌粉相比,其冻干存活率提高了10.7倍。

图4 脱脂奶粉添加量筛选结果
在10%的脱脂奶粉的基础上,对糖类保护剂进行筛选。参考动物双歧杆菌和乳酸杆菌的保护剂成分[3],各种糖分别配制成10%的溶液,其筛选结果如图5。从图5可以看出,采用海藻糖作为保护剂的冻干菌粉的冻干存活率最高,冻干存活率为48.1%,相比单纯的10%脱脂奶粉,冻干存活率提高了12.4%。因此进一步对海藻糖的添加比例进行筛选,筛选结果如图6。从图6可以看出,海藻糖的添加量为25%时,保护效果最好,但在实际操作中25%的海藻糖相对难分散,浓度过高,流动性差,考虑到后续用冻干机进行冻干的可操作性,选择20%作为海藻糖的最优添加比例。

图5 糖类保护剂的筛选
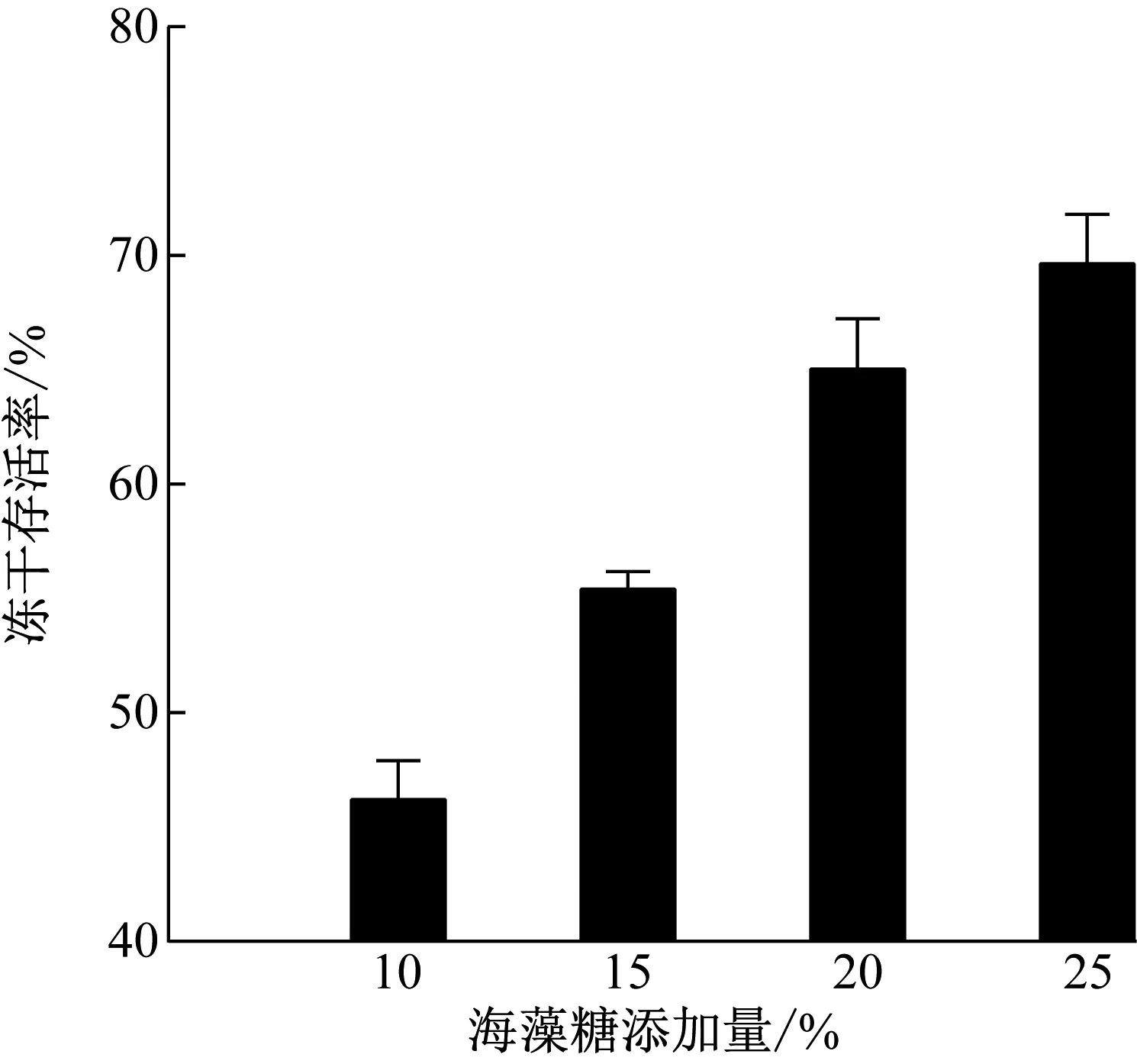
图6 海藻糖添加量筛选结果
参考动物双歧杆菌和乳酸杆菌的保护剂成分[3],各抗氧化剂成分分别配制成1%浓度。在10%脱脂奶粉和20%海藻糖的基础上对抗氧化剂进行筛选,其筛选结果如图7。由图7可知,Vc-Na对双歧杆菌的冻干保护效果最好,因此进一步对Vc-Na的添加比例进行了筛选,其结果如图8。Vc-Na的添加比例在2%~4%之间对双歧杆菌的保护效果几乎不存在差异,因此考虑成本等问题,选择2%的Vc-Na作为最优的添加量。
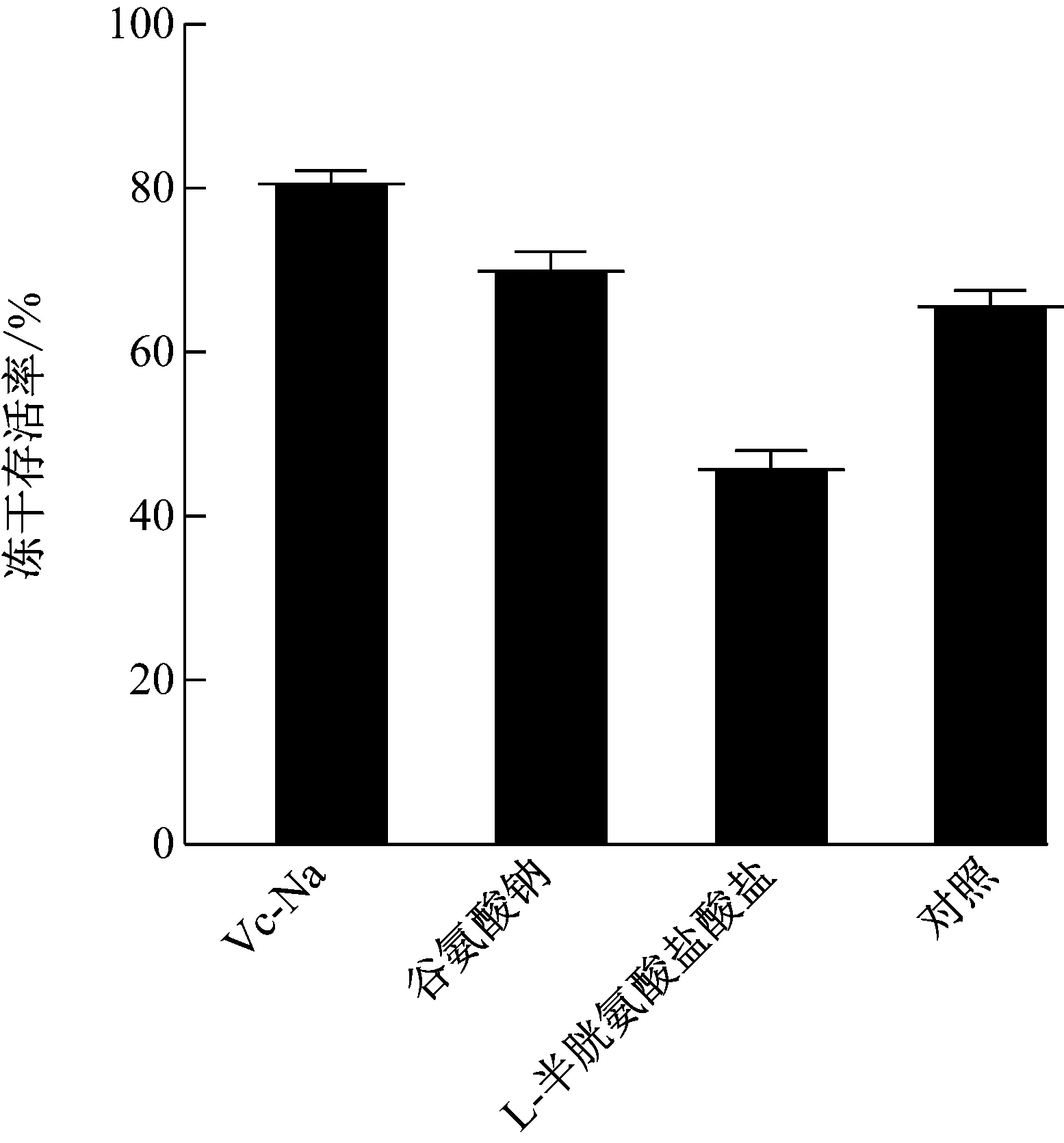
图7 抗氧化剂的筛选
通过实验冻干保护剂优化后的配方为脱脂奶粉10%、海藻糖20%、Vc-Na 2%、纯化水68%。保护剂与菌泥的质量添加比为1∶1。冻干前称取28 g菌泥测定其总活菌数为1.64×1012CFU,采用优化后的配方对28 g菌泥进行冻干,冻干后的菌粉总活菌数为1.4×1012CFU,其冻干存活率在85%以上,冻干菌粉活菌数为5.0×1010CFU/g。

图8 Vc-Na添加量筛选结果
2.3 保护剂与菌泥混合质量的最优比例
保护剂添加量对菌体的保护作用是有影响的。因此要通过实验选出最优的保护剂添加比例,从而最大效果的保护菌体,增加冻干菌粉的活菌数,实验结果如图9。通过图9可知,菌泥与保护剂比例为1∶0.3时,由于保护剂的添加量较少,对于菌体的保护作用较差。而菌泥与保护剂的比例为1∶0.6、1∶0.9、1∶1、1∶1.5时,对菌体的保护作用都较好。但菌泥与保护剂的比例为1∶0.6时,保护剂对菌体的保护作用最好,冻干存活率为90.3%,冻干菌粉的活菌数为5.3×1010CFU/g。因此,在后续的菌体冻干过程中,菌泥与冻干保护剂的质量比都为1∶0.6,以最大限度地提高菌粉的冻干存活率。

图9 保护剂与菌泥混合质量比优化
2.4 菌粉的保存稳定性研究
与冷冻产品和液态双歧杆菌制剂相比,长双歧杆菌DD98冻干菌粉的保存条件和保存时间都具有明显的优势,但随着保存时间的延长,活菌数会随着时间的推移而降低。FAO/WHO建议食品益生菌活菌数应在(1.0×106~1.0×107)CFU/g以上,当双歧杆菌DD98冻干菌粉的活菌数低于此标准时,就失去了其益生作用,所以有必要考察双歧杆菌DD98冻干菌粉的保存稳定性。
恒温加速试验对于普通食品而言,是一种快捷有效的保质期评价方法[14],但是对于双歧杆菌DD98冻干粉这种对温度、湿度、氧气等外界因素非常敏感的活性益生菌产品而言[15],很明显是不适用的。针对活性益生菌产品评价其保质期,通常选用的方法是活性益生菌产品在哪种条件下贮存和售卖,就在哪种条件下观察产品的稳定性。根据长双歧杆菌DD98冻干菌粉的生产和保存条件,选择在4 ℃和25 ℃条件下,考察其冻干菌粉的保存稳定性,所用的实验材料为活菌数为5.3×1010CFU/g的菌粉。其研究结果如表1。

表1 储藏温度对菌粉中双歧杆菌DD98存活率的影响
由表1可知,冻干的双歧杆菌菌粉在4 ℃保存24个月后,活菌数仍在1.0×108CFU/g以上,在25 ℃保存下的稳定性虽不如4℃保存,但可以保存12个月,双歧杆菌的存活率仍在1.0×106CFU/g以上,符合FAO/WHO建议食品益生菌活菌数应在(1.0×106~1.0×107)CFU/g的标准。可见,该优化后的保护剂配方,非常有利于长双歧杆菌DD98冻干菌粉的保存。
3 结论
随着人们对健康程度的重视,益生菌产品越来越受到人类的青睐,然而,益生菌产品的优劣与其制备过程中的各个环节,比如优势菌种的筛选,发酵过程,冻干过程,保存方法等息息相关,每一环节都要尽量减少活菌数的损失。本文主要针对益生菌活菌制剂的冻干及保存环节,以长双歧杆菌DD98为研究对象,优化冻干保护剂配方,提高冻干菌粉的活菌数,通过菌粉的保存稳定性考察,证实该保护剂配方不仅大幅度提高了菌体的冻干存活率,还可使冻干菌粉在4 ℃低温保藏24个月,在室温25 ℃可保藏12个月,活菌数都能达到美国FDA推荐食品中活性双歧杆菌的添加量最低限1.0×106CFU/g的标准,为双歧杆菌DD98菌粉工业化生产提供了参考依据。
猜你喜欢
江苏卫生保健(2022年3期)2022-03-23
中国饲料(2021年17期)2021-11-02
中南林业科技大学学报(2020年6期)2020-07-14
中国生物医学工程学报(2019年6期)2019-07-16
中成药(2018年4期)2018-04-26
中国兽医杂志(2016年7期)2016-08-30
科技资讯(2016年7期)2016-05-14
中国当代医药(2015年36期)2015-03-11
食品工业科技(2014年23期)2014-03-11
制冷学报(2014年3期)2014-03-01