高转速FSW 工艺特征及焊缝组织性能演变规律研究
2020-04-17 03:36谢胜楠张会杰孙舒蕾纪子杰刘倩如张育萱
精密成形工程 2020年2期
谢胜楠,张会杰,孙舒蕾,纪子杰,刘倩如,张育萱
(东北大学秦皇岛分校 资源与材料学院,河北 秦皇岛 066004)
随着制造业的快速发展,针对复杂大型结构件的现场连接制造及维护维修日渐增多,并且对搅拌摩擦焊(Friction stir welding,FSW)这一高质量的焊接技术提出了迫切的应用需求[1]。传统FSW 工艺所需的焊接载荷较高,导致常规FSW 设备的体积和重量都比较庞大[2],从而极大限制了FSW 技术在现场焊接制造及就位修复等方面的应用。为了解决这一问题,开发具有低重量、小体积特征的小型FSW 设备已经势在必行。而要研发出这样的FSW 设备,首要条件就是要从工艺的角度降低FSW 所需的焊接载荷,即开发出低载荷FSW 工艺技术[3]。
实验室利用Axis PTZ相机,通过图像检测Rovio的像素重心,然后由坐标变换函数转化为摄像头姿态(pan,tilt)。通过支持向量机算法间接实现(pan,tilt)和固定坐标系(x,y)的转换。具体定位步骤如下:
高转速FSW 工艺是降低FSW 焊接载荷的有效手段[4—7]。所谓高转速,是相对常规焊接转速而言的。在常规FSW 中,焊具转速一般不会超过3000 r/min,而高转速FSW 则是指焊具在3000 r/min 以上实施焊接的过程。在这样的工艺条件下,焊具的产热速率较高,设备只需提供较低的焊接载荷,即可克服被焊材料对焊具所施加的阻力并完成焊接。
近年来,高转速FSW 已得到了广泛重视,国外已在焊缝成形控制、接头力学性能、焊接过程模拟等方面进行了一系列的研究[5—7],国内也已开展了铝合金的高转速焊接试验,并分析了焊缝形态和温度场的特征[8—9]。就这一工艺而言,转速是决定焊接质量的最重要因素,但目前有关焊接转速对工艺特性作用规律的研究还鲜见报道,这一关键问题亟待阐明。
文中以3A21 铝合金为焊接对象,进行了高转速FSW 工艺试验研究。通过对焊接温度场、焊缝成形特征及接头组织性能与焊接转速相关性进行深入分析,期望能更为深入地理解高转速FSW 工艺的机理和本质,并为其优化控制奠定技术基础。
1 实验
1.1 材料
焊接中,采用热电偶记录了焊缝底部温度随焊接时间的变化情况,并获得了如图2a 所示的热循环曲线(4000 r/min)。可见,在1000~4000 r/min 的转速区间内,随着转速的升高,焊缝温度也逐渐升高;但当转速继续增大至5000 r/min 以上时,焊缝温度随着转速的升高却呈现出趋于稳定的变化趋势(见图2b)。

表1 3A21-O 态铝合金的化学成分Tab.1 Chemical compositions of 3A21-O-state aluminum alloy
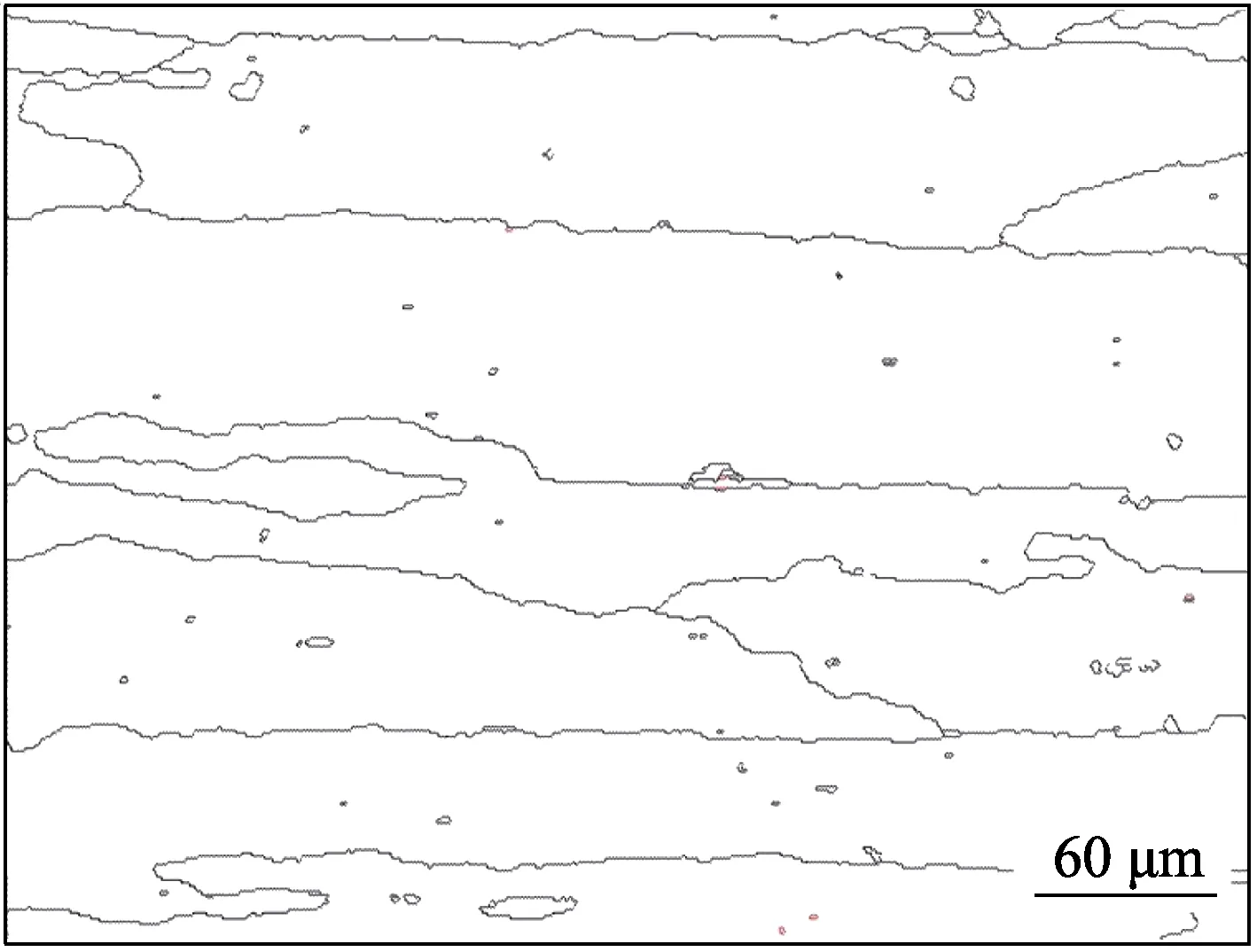
图1 3A21-O 态铝合金的原始微观组织Fig.1 Initial microstructure of 3A21-O-state aluminum alloy
1.2 设备
焊接过程在尺寸规格为150 mm×150 mm 的单个试片上进行,焊接方向为垂直于板材的轧制方向。焊接转速范围为1000~8000 r/min。在所有转速下,焊接速度均为25 mm/min,焊具轴肩压入量为0.05 mm,焊具倾角为0°。焊接中采用K 型热电偶测量位于焊具搅拌针行进路径正下方的工件下表面的热循环。
1.3 方法
试验设备为自行研制的高精度搅拌摩擦焊机床,通过在设备上安放主轴增速机构,可实现主轴高转速的输出。当焊具处于高速旋转状态时,易引起焊缝表面过热,被焊材料容易被挤出焊具轴肩导致飞边、孔洞等缺陷的产生[10],因此,在高转速FSW 中,焊缝成形控制是关键。文中所设计的焊具轴肩直径是12 mm,轴肩端面上加工有螺旋槽结构,以保证能对被焊材料提供充分的向心驱动力,确保焊缝的优质成形。焊具搅拌针为锥状螺纹结构。在前期的焊接试验研究中发现,高转速焊接所形成的焊核的高度要明显大于焊具对被焊工件的压入深度,因此,为了保证焊接时搅拌针不会扎到被焊工件背部的垫板上,所选的焊具搅拌针长度要小于工件的厚度,其值为2.65 mm。
在工程项目的实际测量中,GPS-RTK测量技术的应用显著提高了测量精度。在实际的测量过程中,虽然不可避免地会产生一定的系统性误差,但是只要科学、合理地选取测量设备和测量工作站,控制好测量外界的影响,就可有效提高GSPS-RTK技术的测量精度和可靠性,进而推动GPS-RTK技术的发展与应用。
一篇习作完成后,不要让孩子成为唯一的读者。游戏习作的主角是孩子自己,怎样让孩子的游戏故事在儿童的言语世界中鲜活、灵动起来?快乐联动是一种很好的交往情境机制。每一次习作完成后都有分享课,让孩子通过读自己的习作,明白自己也可以成为课堂的主体,“我”也可以成为话语的中心,“我”的话语也可以对别人有意义。倾听的孩子学会了关注他人的存在,明白习作就是用言语和别人进行交往,让他人一起分享自己的生活。孩子在听到别人的优秀习作时,会自觉鼓掌,大家在这样的互相被肯定的过程中,获得自信,获得快乐。
2 结果与分析
2.1 焊接温度场
试验材料为5 mm 厚的3A21-O 态铝合金,其主要微量元素的质量分数见表1。母材的晶粒为板条状结构(见图1),尺寸为181.1±41.2 μm。由于试验材料经历了退火过程,其内部位错密度较低,小角度晶界数量所占比例仅为9%。
FSW 过程产热包括摩擦产热和塑性变形产热两部分,在假定焊具周围材料的塑性变形层为面热源,且变形层的摩擦切应力和屈服切应力相等的前提下,可以将摩擦产热和塑性变形产热统一为式(1)[11—12]。
水利普查文件材料的归档应该符合如下要求:①纸质文件材料归档,应该字迹工整、数据准确、图样清晰,签字盖章、日期等完整齐备。书写和装订材料应符合耐久性要求。翻译为少数民族文字的水利普查文件材料,应将原件及翻译文一同归档。②实物与音像文件材料归档,应该规定注明时间、地点、事件、人物等相应的文字说明。③电子文件材料归档,应符合 《电子文件归档与管理规范》的要求。

式中:q为热流密度;ω为焊具转速;r为焊具表面上任一点到焊具轴线的距离;τ(T)为与温度相关的材料切应力。
从上述分析可见,高转速FSW 中,随着转速的增大,焊接温度一直都是决定焊缝组织演变的重要因素,使得焊缝焊核区的晶粒尺寸及亚结构比例等微观组织特征随转速增大呈现出与温度类似的演变规律。
可见,转速增大时,决定焊接产热的主导因素会发生变化,最终使焊缝温度显现出了图2b 所示的变化特征。正是由于高转速FSW 能够显著降低材料切应力,焊缝温度在转速升高至一定程度时才能达到稳定状态。这与常规FSW 中常见的焊缝温度随转速增大而升高的变化趋势是不同的[13]。
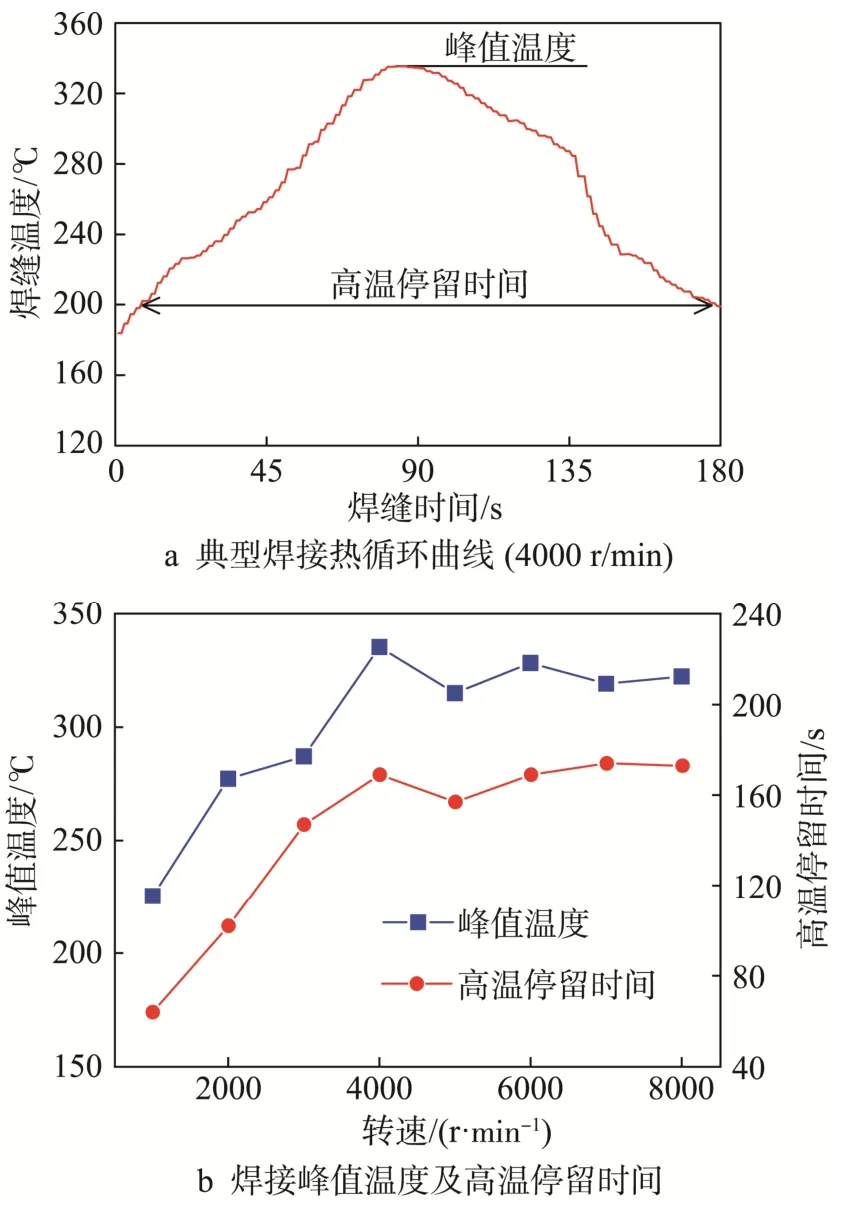
图2 焊接温度场测量结果Fig.2 Measurement results of welding temperature field
2.2 焊缝成形特征
为显示焊缝的成形情况,图3 给出了焊缝横截面的照片。需说明的是,所有横截面的左侧均为后退侧,右侧均为前进侧。在所研究的转速范围内,均获得了无内部缺陷的焊缝成形。进一步观察发现,转速对焊缝的焊核形态产生了显著的影响。在转速较低时(如2000 r/min 和4000 r/min),由于焊具轴肩对被焊材料的搅拌作用较弱,焊核显现出上窄下宽的形态特征;而当转速较高时(如6000 r/min 和8000 r/min),焊缝上部受到了焊具轴肩较为强烈的热机作用,从而观察到了上宽下窄的焊核形状。
焊后沿垂直于焊接方向截取接头横截面,经粗磨、精磨和抛光处理后,用Keller 试剂对试样进行腐蚀,并用光学显微镜分析焊缝成形特征。焊缝晶粒形态采用电子背散射衍射(EBSD)的分析方法予以观察。在抛光后的焊缝横截面上进行显微硬度测试,分析位置位于焊具扎入深度的中部所在的截面上,硬度测试载荷及停留时间分别为200 g 和10 s。
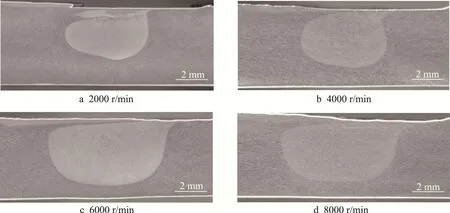
图3 焊缝横截面显微形貌Fig.3 Micro morphology of weld cross section
另外,焊核宽度也与转速存在很强的相关性。图4 汇总了焊具在扎入深度的中心位置所对应的焊核宽度值。可见,当转速位于1000~4000 r/min 区间时,焊核宽度较小,略大于对应位置的搅拌针直径;而继续增大到5000 r/min 以上时,焊核宽度发生突变,急剧增大了50%以上,并在5000~8000 r/min 范围内保持了一个比较稳定的状态。焊核宽度的突然增大实际上是由焊接产热机制发生突变所引起的。在1000~4000 r/min 的转速范围内,焊具周围大多数材料的流动速度要低于焊具旋转速度,即焊具/被焊材料的界面相互作用以滑动摩擦为主;而当转速升至 5000 r/min 以上时,被焊材料应变速率增大,较多的塑性变形材料能够粘着到焊具表面,并随之高速旋转,焊具/被焊材料的界面产热就转变为以粘着摩擦为主的产热机制[14—15];此时焊具周围材料塑性变形能力得到显著增强,较大体积范围的材料都能够在焊具的旋转带动下发生塑性流动[15],并参与到焊核组织的形成过程当中,从而引起焊核宽度的突然增大。
内生菌与病原菌之间的竞争主要包括对物理位点侵入的竞争、对生态位点抢占的竞争以及对营养物质和氧气的竞争。内生菌作为拮抗菌可以通过与病原菌竞争果实表面的营养物质及侵染位点,达到降低果蔬表面病原真菌数量的效果[20]。
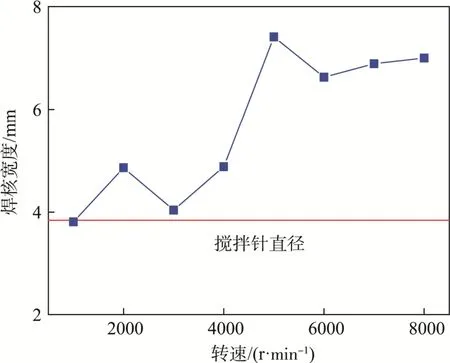
图4 焊核宽度随转速的变化情况Fig.4 Evolutions of nugget zone width with rotation speed
2.3 焊缝微观组织
高转速FSW 热机作用的特殊性必然会影响到焊缝微观组织特征。图5 给出了焊核区晶粒照片,图6统计了晶界取向差的分布情况。在晶粒照片中,大角度晶界(晶界取向差大于15°)用黑色实线表示,小角度晶界(晶界取向差位于2°和15°之间)用红色实线表示。
为阐明高转速FSW 接头力学性能的分布情况,在焊缝横截面上沿焊具扎入深度的中部位置进行了显微硬度测量,结果如图7 所示。需要说明的是,硬度曲线中,实心点所标记的是焊核区的硬度,空心点所反映的则是焊缝其他区域的硬度。很显然,在3 组转速下,焊核区的硬度都高于母材,显示出了不可热处理强化铝合金FSW 接头硬度分布的一般特征。对比来看,2000 r/min 焊缝的焊核区硬度较低,而5000 r/min 及8000 r/min 焊缝的硬度较高且比较接近。结合图6 可知,焊核区的硬度值与其组织特征存在一定的相关性,具体分析如下。
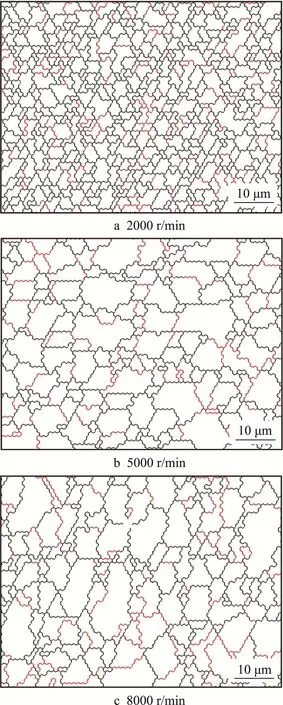
图5 不同转速下焊缝微观组织Fig.5 Microstructures of welds at different rotation speeds
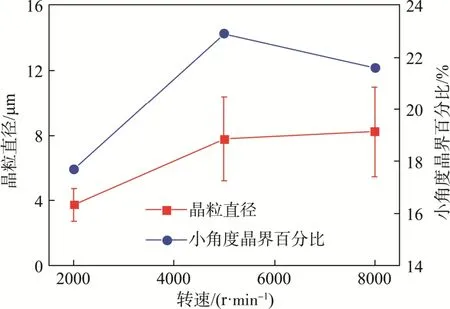
图6 不同转速下的晶粒尺寸及小角度晶界数量百分比Fig.6 Grain sizes and fractions of low angle grain boundaries at different rotation speeds
由于FSW 中发生了塑性变形、位错增殖、动态回复等过程,与母材相比,焊缝焊核区晶粒的小角度晶界数量有所提高,且其数量比例同样受到了焊接转速的影响。当转速为2000 r/min 时,小角度晶界所占比例为17.7%,而在5000 r/min 和8000 r/min 的转速下,小角度晶界所占比例分别为22.9%和21.6%。高转速下小角度晶界的比例之所以提高,是因为高转速下剧烈的塑性变形会产生大量变形位错,且这些变形位错在高温下更容易发生多边形化(即动态回复),从而有利于形成小角度晶界。
在转速较高时,焊具对被焊材料的加热速率也较高,使位于焊具前沿的被焊材料迅速受热并被软化至较低的应力状态。这也正是高转速FSW 能够降低焊接载荷的本质原因。由式(1)可知,FSW 过程产热由转速ω和材料切应力τ来决定。可以推断,在1000~4000 r/min 的转速范围内,转速的增大对焊接产热量的影响起到了主导作用,而在转速从4000 r/min 增大到8000 r/min 的过程中,材料切应力的减小应该是影响产热的主要因素,从而导致逐渐趋于稳定的温度变化趋势。
2.4 焊缝力学性能
从图6 所示的晶粒尺寸计算结果来看,与2000 r/min 的常规转速相比,在5000 r/min 和8000 r/min的高转速下,焊核晶粒有所粗化,这是由于在高转速参数下,焊缝区温度较高,高温停留时间长,更有利于焊后焊核区组织的长大。
本文对近代青岛城市建设中的对景手法进行研究,其作为城市景观组织的主要手法对城市空间特色的形成起到了积极作用:
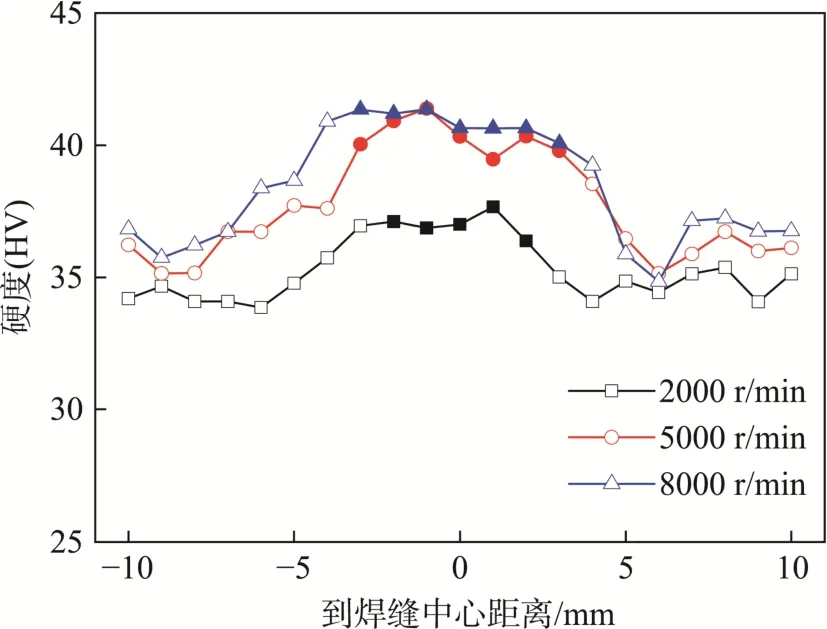
图7 焊缝硬度分布曲线(实心标记数据为焊核区硬度)Fig.7 Hardness distribution profiles of the welds (the data points marked by solid symbols are located in the nugget zone)
3A21 铝合金作为一种不可热处理强化铝合金,特别是在退火状态下,其内部第二相质点对材料力学性能的贡献很小,焊缝性能主要由晶粒尺寸和位错密度来决定,这已经在已有的一些有关防锈铝合金FSW工艺的研究结果中得到了证实[13]。从图5 和图6 可知,当转速由2000 r/min 提高至5000 r/min 和8000 r/min的高转速时,焊核区晶粒尺寸有所增大。根据Hall-Petch 公式所描述的晶粒尺寸与显微硬度的关系推断,晶粒增大将降低焊缝硬度,因此,图7 所示的焊核区显微硬度的提高,应该是由转速增高时小角度晶界数量的增多所引起的。小角度晶界是由变形增殖位错发生多边形化所形成的,较多的小角度晶界体现了焊核内储存着较高的塑性变形能,从而对焊核区产生了亚结构强化效果。
通过对焊接热机特征及焊缝组织性能的分析可知,高转速FSW 这种特殊工艺体现出了与常规FSW不同的焊接特性。由于它能显著降低材料变形抗力,导致焊缝温度能够在转速增大到一定范围后保持稳定状态,并使焊核区组织演变呈现出类似的规律,从而提高焊缝性能并使其在较宽的转速区间内保持稳定。这说明当转速提高至一定程度时,高转速FSW显现出较宽范围的优质工艺参数调控区间,这一优异的工艺可控性非常有利于高转速FSW 在实际焊接制造中的应用。
定义集合Bμ(R,R2)={C(R,R2)|Φ(·)|μ<+∞},其中 μ>0, Φ(ξ)=(φ1(ξ),φ2(ξ)) 且
3 结论
1)当转速由1000~4000 r/min 区间增大至5000~8000 r/min 区间时,焊核宽度急剧增大了近50%。分析认为这是高转速FSW 产热机制由以滑移摩擦产热为主,转变为以粘着摩擦产热为主所导致的。
2)随着转速的增大,高转速FSW 焊缝的温度呈现出特殊的先升高而后趋于稳定的变化趋势。造成这一变化特征的原因在于,当转速升高至一定值时,主导焊接产热的因素由焊具转速转变成了被焊材料的切应力。
3)焊缝温度直接决定了焊缝组织特征及力学性能。焊核区晶粒尺寸及小角度晶界所占比例都随着转速增大表现出先增大而后趋于稳定的变化趋势。对于不可热处理强化铝合金而言,亚结构强化是决定焊核区硬度的主要因素,因此,提高转速有利于增大小角度晶界比例并提高焊缝焊核区的力学性能。
猜你喜欢
上海金属(2022年4期)2022-08-03
中国新技术新产品(2022年7期)2022-07-14
焊接学报(2022年6期)2022-07-13
中国典型病例大全(2022年12期)2022-05-13
物理学报(2022年7期)2022-04-15
森林工程(2020年6期)2020-12-14
江苏农业科学(2020年8期)2020-06-01
中南大学学报(自然科学版)(2018年11期)2018-12-07
云南师范大学学报(自然科学版)(2015年5期)2015-12-26
中国有色金属学报(2015年11期)2015-03-26