基于成形过程的钣金特征识别与工序排配
2020-04-17 03:36李正旭章志兵张勋李斌黄维邦
精密成形工程 2020年2期
李正旭,章志兵,张勋,李斌,黄维邦
(1.华中科技大学,武汉 430074;2.美的集团制造技术研究院,广东 佛山 528000)
钣金件的工序排配是根据最终的产品零件设计出各中间工序模型,是钣金冲压模具工艺设计的核心环节。目前工序排配大多以手工设计为主,限制了模具设计周期。部分学者采用边界匹配的方式对钣金特征识别进行了研究[1],但这些方法都是从产品模型中提取特征,没有考虑成形过程。钣金零件是多工序成形的零件,由于切边和变形等原因,中间工序中的特征可能无法在最终的产品模型中体现,仅从最后的产品模型中,难以正确识别出所有的特征。
文中提出了一种基于成形过程的钣金特征识别与工序排配的方法,从最终的产品模型开始,识别当前工序中基本的钣金特征,并根据工艺设计规则对部分特征进行计算展平,得到上一步的模型,如此自后向前地完成全工序的特征识别与工序排配。
1 基于成形过程的钣金特征识别与工序排配
特征识别是将特征从实体模型中自动识别出来的过程,从方法上主要分为基于边界的特征识别方法和基于立体分解的特征识别方法两大类[2—3]。钣金成形工序包括冲孔、切边、拉延、压印、翻孔等多道工序[4]。一个钣金零件是由多个工序成形出来的,每一序中都会成形出不同的特征来,有的组合特征需要在多个工序中成形。由于成形工序的先后顺序不同,中间工序中的成形特征可能无法在最终的产品模型中体现。以下图1 微波炉门体零件为例,先后经历了拉延、切边、冲孔、折弯等7 个成形工序,第4 序的切边会切掉第3 序的冲孔特征,第7 序的折弯会使第4序的冲孔变形。

图1 微波炉门体零件的工序排配图Fig.1 Process arrangement of microwave oven door
从产品零件开始,首先识别出当前工序中已经存在的特征,然后根据每一种特征对应的规则,对在当前工序中成形的特征进行计算处理,便可将其恢复到上一序的模型,逐步反向在上一序模型上进行特征识别和成形特征设计,便可恢复到上上一序的模型,最终得到全工序的特征识别和工序排配。

图2 全工序特征识别与工序排配流程Fig.2 Full process feature recognition and process arrangement
在这个流程中有两个重要的点:一是要能够准确识别出当前工序中的典型钣金特征,例如冲孔、折弯、压印、拉延、翻边等;二是对每一种特征要能够根据成形的过程建立起正确的处理规则。另外实际的钣金件是复杂的,不可能全部由典型钣金特征组成,对于一些非典型特征,可以提供人机交互式的工具,给用户进行定义和处理。典型特征识别的规则库、处理的规则库、以及非典型特征交互式处理的工具,是实现全工序特征识别与工序排配的基础。
2 典型钣金特征的识别方法
2.1 钣金特征识别的流程
整体上可以将钣金特征划分为内特征和外特征两大类[5],内特征是指特征通过平面的内环连接到模型的主体,外特征是多个面通过一定规则围成一个特征。常见内特征有平板孔类、平板台阶类、平板色拉类、压印凸包类、抽孔翻边类、拉延类等,常见的外特征有折弯类、加强筋类等。
内特征识别时,首先获取到平面上的内环,每一个内环都有可能对应着一个局部特征,然后在规则库中进行匹配,如果满足规则,则该内环为一个有效的内特征入口。外特征识别时需要从特征中找出一个特征面当作种子面,然后去匹配该种子面的相邻面是否满足构成该外特征的规则,如果满足规则,种子面便为一个有效的外特征入口。在找到特征入口后,只需要进行局部搜索便可获取到所有的特征面。
2.2 特征识别的拓扑关系
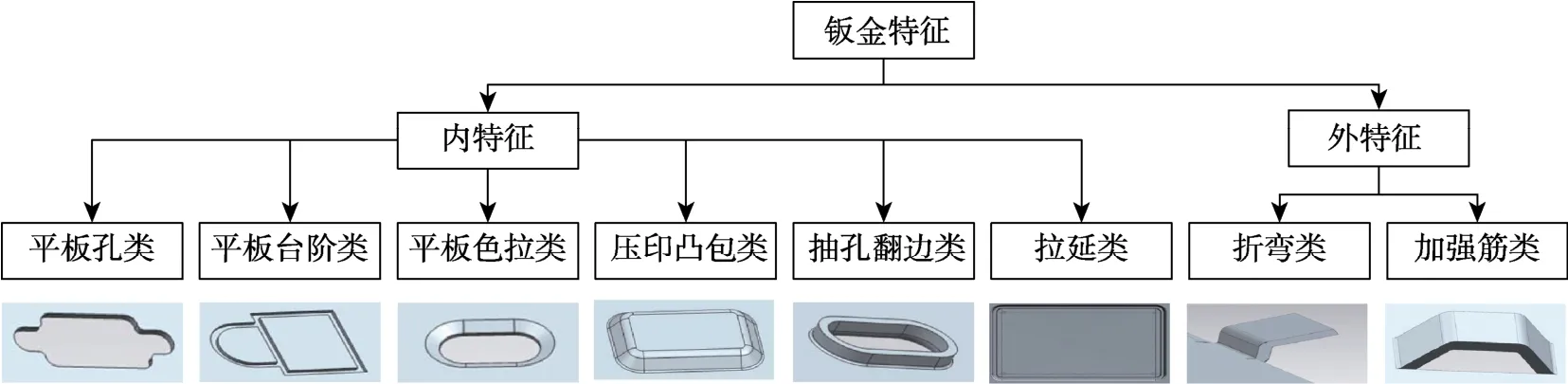
图3 典型钣金特征分类Fig.3 Classification of typical sheet metal features
在进行特征识别时,需要建立面、环、边的拓扑关系,具体包括获取面上的环、获取组成环的边、获取边连接的面、获取与边相邻的边等。边界表示法(Brep)中的拓扑关系如图5 所示,从上到下依次为实体、面、环、边。这些信息是按照多叉树的方式组织起来的,按照多叉树遍历的深度优先算法[6],从根节点开始向下遍历,对于面(Face)类型节点进行递归遍历,若子节点类型为环(Loop),则递归获取环中的每一条边,这样便可以建立起面上包含的环的信息,以及每个环中包含的边(Edge)的信息,对于边类型的节点,获取到其端点的坐标并根据哈希函数进行哈希,将共享端点的边映射到一个集合之中,便可建立起边之间的相邻关系。

图4 钣金特征的识别流程Fig.4 Recognition process of sheet metal features

图5 边界表示法中的拓扑关系Fig.5 Topological relations in boundary representation
2.2.1 特征面类型
在曲面建模过程中,特征面有很多自由曲面,需要通过多点采样的方法来识别曲面的类型和特征参数。为便于特征识别,可以从需要识别的钣金特征中,抽出典型的特征面,作为识别的种子面:①平面,在面随机取一定数量的点,如果这些点的法向均一致,则认为面是平面;② 圆柱面,圆柱面上一点处的最小曲率半径为圆柱面的半径,最大曲率半径为无穷大,在面上随机取一定数量的点,若曲面在这些点处的最小曲率半径相等,并且最大曲率半径均为无穷大,则认为面是圆柱面;③圆锥面,圆锥面是一根母线绕轴旋转的结果,面上任意一点的法向与中心轴的夹角相同,在面上随机取3 点,根据3 个法向可以确定出中心轴的方向,再在面上随机取一些点,计算法向与中心轴的夹角,若均相等则认为面是圆锥面;④ 环面,环面是圆弧绕着自由曲线扫掠后所得的曲面,在面上随机取一定数量的点,若面上任意一点处的2 个曲率半径,均有1 个值相等,则认为该面是环面;⑤ 球面,在面上随机取一定数量的点,若曲面在这些点处的2 个曲率半径均相等,则该面是球面;⑥ 其他Nurbs 曲面。
2.2.2 边的凹凸性判定
边的凹凸性是边的一个重要特征[7],在建立特征识别的规则库时经常用到这一特性,根据几何关系可以将边分为相切边、混合边、凸边和凹边。如图6,两个相邻面F1和F2,其公共边为E,两个面在公共边中点处的法向分别为N1和N2,当N1与N2的方向相同时,E为相切边。当两个面都不是平面时,E为混合边。若两个面中至少有一个平面(不妨假设为F1),由N1和N2可以计算出一个叉乘向量V,由Brep中环的方向性,可以计算出F1上边E的方向Ne,设V与Ne所成的夹角为α,当α∈(0,π/2)时,E为凸边,当α∈(π/2,π),时,E为凹边。
确定边凹凸性的算法如下:①步骤1,计算两个面在公共边中点处的法向N1与N2,若N1与N2方向相同,则E为相切边,否则执行步骤2;② 步骤2,如果F1和F2都不是平面,则公共边E为混合边,否则执行步骤3;③步骤3,设F1为平面,根据右手定则,计算一个矢量V,其中:V=N1×N2;④ 步骤4,计算F1在公共边E处的方向Ne,注意F1为步骤3中叉乘的左侧向量,边的方向定义为在面上沿着该方向走,面在左手侧;⑤ 步骤5,计算V与Ne所成的夹角α,若α<π/2,E为凸边,若α>π/2,E为凹边。

图6 边的凹凸性判断Fig.6 Concavity determination of edge
3 中间工步钣金特征设计
3.1 局部特征移除
局部特征移除是钣金特征的一种常见的处理方式。对于平板孔类特征而言,只要能够找到冲孔特征的边界和所处的基准平面,便可拉伸出一个几何体,将该拉伸体与模型主体进行布尔和,便可将冲孔特征移除。局部特征移除也可用于处理平板台阶类特征和压印凸包类特征,这些特征的特点是只会在局部成形,主要通过材料的变薄实现,可以忽略掉材料流动的影响。处理时先找到特征最大的外边界并拉伸,将特征区域剪掉,而后再拉伸一个与钣金模型等厚度的体并与模型求和,便可将这类局部特征恢复到成形之前的状态。
3.2 折弯展开
折弯展开是一个比较复杂的过程,大变形复杂的折弯可以采用基于有限元逆算法的多步展开方法[8],较规则的折弯可以通过现有的钣金展开模块处理。目前NX 平台上现有的钣金展开模块可以很好地展开直的折弯面,但不能处理弯曲的折弯面[9]。文中提出了一种化曲为直的方式来处理弯曲的折弯,具体处理的步骤如下:①步骤1,将转角处的折弯边以一定的步长离散成点,如图7 所示,计算点P1在折弯基准面的投影点P0,将P0往外侧偏移得到P1',偏移方向为折弯边的投影曲线在P0处的切线方向Ne与P0、P1连线方向Np叉乘的方向,偏移距离根据点到折弯基准面的距离、材料的厚度和收缩系数计算,计算公式为:P0P2=P0P1+λt,其中P0P1为点到下表面的距离,λ为收缩系数,t为板厚;② 步骤2,对步骤1 中求出的所有的点进行光顺处理,删除产生回环的点,将这些点通过样条曲线拟合,并根据实际情况设置边界的位置约束或相切约束,最后得到一条样条曲线作为拉伸折弯展开块体的外边界;③步骤3,根据样条曲线和投影的内边界曲线创建辅助线,形成封闭轮廓,将封闭截面拉伸板厚得到折弯展开块体,将拉伸的折弯展开块体与用钣金功能展开的模型进行布尔和。

图7 弯曲折弯面的展开方法Fig.7 Unbending method of curved bent surface

图8 弯曲折弯的展开结果Fig.8 Unbending result of bend
3.3 切边废料补齐
切边时会根据切边线的位置对模型进行剪切,可能会破坏其他特征。处理切边特征时首先应该根据切边端面和切边规则快速生成切边线[10],作为后续模具设计的工艺输入,其次应该将切边废料补齐,以便恢复上一序,另外如果切边过程破坏了原有的特征,则还应还原被破坏的特征。以图9 所示的齿形切边为例,图9a 是当前序的结果,在处理切边时,不仅应该补齐切掉的废料,还应该重新生成齿形切边孔。处理的一般步骤如下:①步骤1,首先抽取切边端面相应的边,根据一定的规则拟合出切边线,作为模具设计的工艺线;② 步骤2,创建相应的截面线并拉伸,与当前序的模型求和,补齐切边废料;③步骤3,标记新产生的齿形切边孔,作为在中间工序中生成的特征。

图9 齿形切边处理前后的示意图Fig.9 Before and after processing of toothed trimming

图10 翻孔特征处理前后示意图Fig.10 Before and after processing of hole flanging
3.4 回弹收缩补偿
成形时会对坯料的外形产生影响的特征,在处理时应对坯料外形根据相应的系数进行补偿。一个典型的例子是翻孔特征,翻孔特征是需要两步才能成形的特征,首先冲出一个孔,然后进行翻边形成竖边。处理翻孔特征同样也应该分为两步,首先根据翻孔外形和补偿系数计算出翻孔前应该冲孔的大小[11],然后通过3.1 节中的方法将翻孔特征去掉,留下一个冲孔特征,在上上一步处理时,再将孔补上。
4 多工序特征识别应用实例
以微波炉门体零件为例,在NX11 平台上,对模型进行特征识别,所得结果如图11 所示,在此基础之上根据每种特征对应的规则进行特征设计,还原上一序,最终得到的工序排配图如图12 所示。使用的计算机主要参数为 Intel(R)Core(TM)i5-6400 CPU@2.70 GHz、8 G 内存[12],整个工序排配过程耗时约5 min左右,最后所得的结果可以直接用于设计每一序的参数化模具,较传统方式而言,设计效率有了明显的提升。
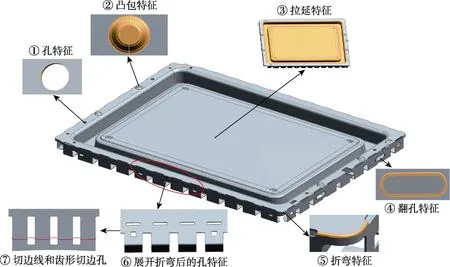
图11 微波炉门体的特征识别结果Fig.11 Feature recognition result of microwave oven door

图12 最终的工序排配图Fig.12 Result of process arrangement
5 结论与展望
提出了一种基于成形过程的钣金件特征识别与工序排配的方法。该方法能够考虑各工序成形的过程,能够很好地处理中间工序中成形的特征在最终产品模型中没有体现的情况。每一工序所得的模型能直接用于辅助模具设计,显著提高了模具设计的周期。后期可以对钣金特征识别的规则库和中间工步处理的规则库进行拓展,提高该方法的适用性。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
中国应急管理科学(2022年1期)2022-04-18
航天制造技术(2022年1期)2022-03-07
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
山东工业技术(2016年15期)2016-12-01