头孢他啶母液冷冻浓缩技术研究与应用
2020-04-07 17:42胡利敏贾全任峰田洪年刘树斌李庆伟
当代化工 2020年3期
胡利敏 贾全 任峰 田洪年 刘树斌 李庆伟
摘 要:提供了一种头孢他啶母液冷冻浓缩处理方案。采用冷冻浓缩技术,以头孢他啶母液为原料,通过内盘管冷冻浓缩装置实现固液分离,得到头孢他啶浓缩母液。冷冻时间在3 h以上、冷冻温度在-5 ℃以下、初始母液浓度在15~20 mg/mL、结晶母液pH值范围在3.5~3.8时,浓缩液浓度达到25 mg/mL适用于头孢他啶母液套用,可使头孢他啶质量收率提高6.6个百分点,达到91%以上。该技术可有效浓缩头孢他啶母液,既可回收母液中的有效成分头孢他啶,又可降低母液排放的COD与BOD等指标,减少了污染并降低了能耗。
关 键 词:头孢他啶;冷冻浓缩技术;母液套用
中图分类号:TQ028.6+4 文献标识码: A 文章编号: 1671-0460(2020)03-0589-04
Research and Application of Freeze Concentration
Technology of Ceftazidime Mother Liquor
HU Li-min, JIA Quan*, REN Feng, TIAN Hong-nian, LIU Shu-bin, LI Qing-wei*
(NCPC Hebei Huamin Pharmaceutical Co., Ltd., Hebei Shijiazhuang 052165, China)
Abstract: A freeze concentration treatment scheme for ceftazidime mother liquor was put forward. Ceftazidime concentrate mother liquor was obtained from ceftazidime mother liquor by using freeze concentration technology, and solid-liquid separation was realized by inner coil freeze concentration device. When the freezing time was over 3 h, the freezing temperature was below -5 ℃, the initial mother liquor concentration was 15~20 mg/mL, and the pH value of the crystalline mother liquor was 3.5~3.8, the concentration of the concentrated liquor reached 25 mg/mL, which is suitable for the application of ceftazidime mother liquor. The quality yield of ceftazidime was increased by 6.6%, reaching 91%. The technology can effectively concentrate the mother liquor of ceftazidime. It can not only recover the effective component ceftazidime in mother liquor, but also reduce the COD and BOD of mother liquor discharge, reducing the pollution and energy consumption.
Key words: ceftazidime; freeze concentration technology; mother liquor application
頭孢他啶(Ceftazidime Pentahydrate)是第三代头孢类抗生素,对β-内酰胺酶稳定[1],杀菌力强,抗菌谱广,具有超广谱头孢菌素之称[2,3],由英国GlaxoSmithKline开发上市,1993年被我国列入基本药物目录[4]。头孢他啶制备方法以头孢他啶二盐酸盐为原料,通过等电点结晶制备出头孢他啶[5]。头孢他啶的一次结晶收率只有85%左右,还有15%左右残留在母液中,如果直接作为废液排放,不仅造成头孢他啶的浪费,而且由于头孢他啶的存在造成COD与BOD较高,从而增加污水处理的成本。采用蒸发方法浓缩回收头孢他啶能耗很大且产品的品质会受到影响。
目前头孢类抗生素母液回收方法主要有两条:
(1)树脂吸附法[6],该技术有机残留物高,预处理难度大;强度差,使用过程中破碎严重,使用寿命短;粒径分布广,分离效果差。
(2)膜浓缩分离法[7],该技术需要购进膜分离设备,价格昂贵,且膜的溶媒耐受性弱;浓缩分离装置在运行一定时间后,进行定期清洗;另一方面,对母液进行浓缩的同时也会使母液中杂质富
集[8-11],回收母液中的有效成分时则存在一定的质量风险。
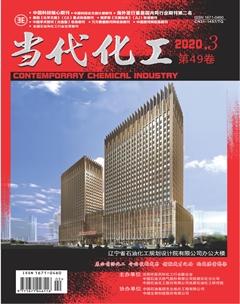
本研究涉及一种母液冷冻浓缩技术在头孢他啶生产中的研究与应用,先将头孢他啶母液从进料口压入反应釜,向内盘管通入冷媒,降低反应釜内液体温度至冰点以下,利用化合物凝固点的不同,使部分水溶液结冰先析出形成冻冰层,液态水减少,形成含高浓度头孢他啶的未冻液体,开启氮气,将未冻液体经过滤布层压滤,排出反应釜,得到头孢他啶母液浓缩。浓度达到25 mg/mL以上浓缩液可用于制备头孢他啶,套用后头孢他啶质量收率提高6.6个百分点,达到91%以上。本技术操作简单,易于实现产业化。
1 实验部分
1.1 仪器与试剂
1260高效液相色谱仪(HPLC,Agilent);V20卡尔费休水分仪(KF,Mettler Toledo);头孢他啶二盐酸盐(华北制药河北华民药业有限责任公司,工业级,含量≥99.0%);头孢他啶工作对照品(华北制药河北华民药业有限责任公司,工业级,含量≥99.9%),其他所有试剂均为工业级,水为注射用水。
1.2 实验装置
实验装置由反应罐顶部设有氮气罐、进料口,内部安装盘管及滤板,罐底部设有出料口,如图1所示。
1.3 实验步骤
1.3.1 冷冻浓缩母液
在冷冻濃缩反应罐中加入头孢他啶母液,关闭进料阀,开启冷媒进出口阀门,向内盘管通入冷媒,调节反应罐内温度,至部分母液冻成固体,打开氮气阀门加压,将未冻液体经过滤布层接出即得到头孢他啶冷冻浓缩母液,如图1所示。
1.3.2 套用浓缩液结晶
取120 mL浓缩母液,加入头孢他啶二盐酸盐50 g,搅拌降温至2~5 ℃,滴加4 mol/L氢氧化钠溶液,控制pH值5.5~6.0,加入1 g活性炭脱色1 h,过滤,10 mL水洗炭,合并滤洗液,控温5~10 ℃,滴加20%磷酸溶液,当pH=4.5时,加入50 mg晶种,养晶1 h,再继续调pH值至3.5~3.8,时间约2 h,抽滤,先用100 mL水洗涤,再用100 mL丙酮洗涤,抽干,45 ℃真空干燥至干燥失重合格,得到头孢他啶。
2 结果与讨论
2.1 优化冷冻浓缩技术参数
实验考察了冷冻时间、冷冻温度、初始浓度、母液pH值等工艺条件对降温冷冻分离浓缩母液浓度影响,目的是寻找回收工艺的最佳条件。
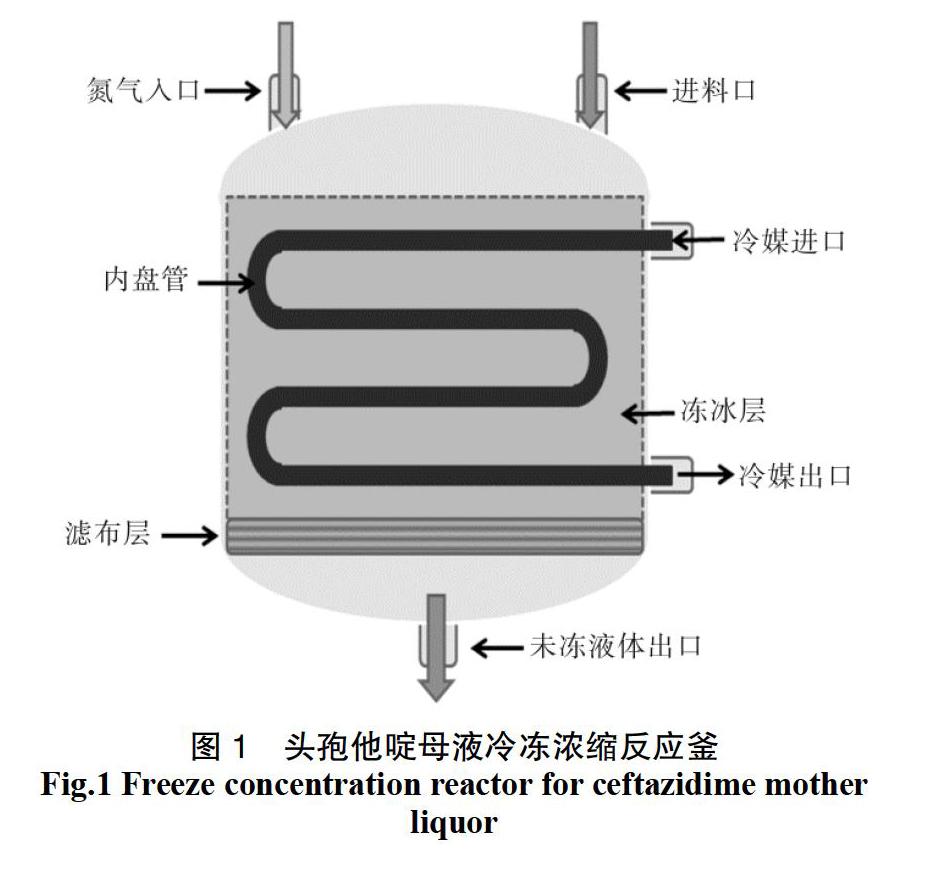
2.1.1 考察冷冻时间对浓缩液浓度的影响
在初始母液浓度15.35 mg/mL,冷冻温度-4 ℃条件下,冷冻时间分别为2、3、4、5 h,检测浓缩液浓度,如图2所示。结果显示冷冻时间在3h以上,基本可以达到最佳浓缩效果,继续冷冻对提高浓缩液浓度没有明显影响,考虑生产需要降低能耗节约成本,冷冻时间控制在3 h较为适宜。
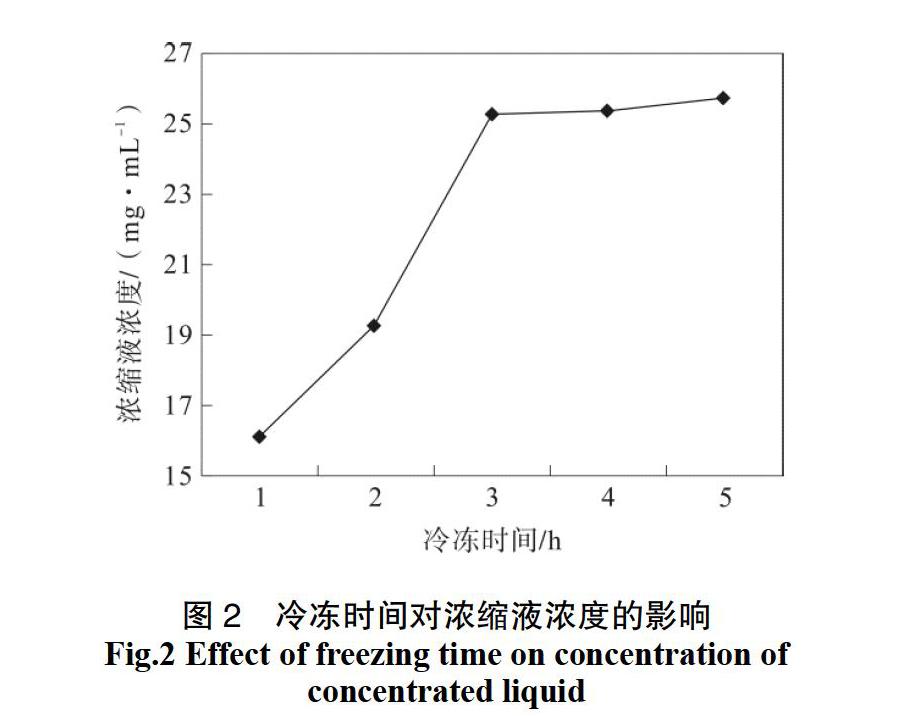
2.1.2 考察冷冻温度对浓缩液浓度的影响
在冷冻时间3 h,初始母液浓度15.35 mg/mL条件下,冷冻温度分别为0、-2、-4、-6 ℃,检测浓缩液浓度,如图3所示。
结果显示冷冻温度在-5 ℃以下,基本可以达到最佳浓缩效果,继续降低冷冻温度对提高浓缩液浓度没有明显影响,冷冻温度控制在-5 ℃较为适宜。
2.1.3 考察初始母液浓度对浓缩液浓度的影响
在冷冻时间3 h,冷冻温度在-5 ℃条件下,初始母液浓度分别为10、13、15、18、20 mg/mL,检测浓缩液浓度,如图4所示。结果显示初始母液浓度在15~20 mg/mL,可以符合母液套用浓度要求。
2.1.4 考察母液pH值对浓缩液浓度的影响
在冷冻时间3 h,冷冻温度在-5 ℃条件下,初始母液浓度分别为18.16 mg/mL,母液pH值分别为3.5、3.6、3.7、3.8,检测浓缩液浓度,如图5所示。
结果显示结晶母液pH值范围在3.5~3.8时,冷冻浓缩液浓度不受影响。
2.2 验证实验
综合上述因素,实验数据可以看出,冷冻温度、冷冻时间、初始浓度、母液pH值与浓缩液浓度存在密切的关系。将条件设置为冷冻温度在-5 ℃、冷冻时间在3 h、初始浓度在15~20 mg/mL、初始母液pH值在3.5~3.8之间的即可达到最佳浓缩效果。
选用最佳反应条件进行验证,连续3批实验,将头孢他啶结晶母液浓缩后再套用制备头孢他啶,经过优化工艺条件,浓缩液比初始母液浓度提高了50%以上,套用质量收率平均提升6.6个百分点,结果如表1所示。
2.3 产品质量检测
应用本冷冻浓缩技术制备的头孢他啶产品符合CP2015版质量标准要求,套用母液的样品质量与未套用样品质量一致,结果如表2所示。
3 结 论
本研究技术在控制冷冻时间3 h以上、冷冻温度在-5 ℃以下、初始母液浓度在15~20 mg/mL、结晶母液pH值范围在3.5~3.8时,可有效浓缩头孢他啶母液,浓缩液浓度达到25 mg/mL适用于头孢他啶母液套用,可使头孢他啶质量收率提高6.6个百分点,达到91%以上。既可回收母液中的有效成分头孢他啶,又可降低母液排放的COD与BOD等指标,减少了污染并降低了能耗,其有益效果是可广泛应用于水体系等电点结晶母液需要浓缩及回收产品的场合,具有显著的经济效益和社会效益。
参考文献:
[1]] Ferdosian F,Ghiliyan R.Comparing the Efficacy of Ceftazidime and Meropenem in Treatment of Febrile Neutropenia in Pediatric Patients with Cancer [J].Iranian Journal of Pediatric Hematology Oncology,2013,3(3):103-107.
[2] Rolston KV,Chandrasekar PH,LeFrock JL,et al.The activity of ceftazidime,other beta-lactams,and aminoglycosides against Pseudomonas aeruginosa[J].Chemotherapy,1984,
30(1):31.
[3] EJ Zasowski,JM Rybak,MJ Rybak .The β‐Lactams Strike Back: Ceftazidime‐Avibactam [J]. The Journal of Human Pharmacology and Drug Therapy,2015,35(8):755-770.
[4] 姜鳳阳.头孢他啶合成的研究进展[J].沈阳化工,1996(03):22-25.
[5] 刘煜婷,程卯生,白全宏.头孢他啶五水化合物结晶工艺的改进[J].黑龙江医药,2003(05):455-456.
[6] 李丽娟,刘崧,石磊,黄文杰, 等.树脂吸附法回收头孢氨苄工艺研究[J].离子交换与吸附,2012,28(05):463-468.
[7] 李春艳,方富林,何旭敏, 等.超滤膜分离技术在头孢菌素C提纯中的应用[J].中国医药工业杂志,2001(11):17-19.
[8] 王双双,宋凡,杭太俊, 等.注射用头孢他啶有关物质的色谱-质谱结构鉴定[J].中国新药杂志,2018,27(01):102-109.
[9] 张姮婕,孙雪奇,袁军, 等.HPLC测定注射用头孢他啶中的有关物质[J].中国抗生素杂志,2013,38(10):752-755.
[10] 姜虎生,郭文宇,张芳.制药工业废水处理方法的研究进展[J].当代化工,2013,42(07):946-948.
[11] 石春利,胡利敏,田洪年,等.头孢他啶结晶工艺改进[J].中国化工贸易,2018(3):25.
![]()
猜你喜欢
中国食品(2020年13期)2020-07-29
当代化工(2019年6期)2019-12-03
青年文学家(2017年33期)2017-12-23
健康女性(2017年2期)2017-04-27
中国医药科学(2016年9期)2016-07-25
食品与生活(2016年5期)2016-05-23
食品与生活(2015年2期)2015-09-10
疯狂英语·原声版(2013年10期)2013-11-08