响应面法优化荸荠的酶解条件
2020-04-03 13:59孟秀梅李明华张兰李西腾胡飞宇
食品工业 2020年3期
孟秀梅,李明华,张兰,李西腾,胡飞宇
1. 江苏食品药品职业技术学院(淮安 223005);2. 江苏食品加工工程技术研究开发中心(淮安 223005)
荸荠为莎草科植物,形状扁圆形,表面光滑有光泽,颜色为紫红色或者黑褐色,生长在池沼中,因外形像马蹄,所以也被称为马蹄[1]。荸荠外皮紫黑,而肉质洁白,味美多汁,清脆可口,有“地下雪梨”之美誉,既可做水果生吃,又可做蔬菜食用,是受人喜爱的时令果蔬[2]。在中国主要分布于广西、江苏、安徽、浙江、广东、湖南、湖北等低洼地区[3]。荸荠中营养非常丰富,每100 g含碳水化合物14.2 g、脂肪0.2 g、蛋白质1.2 g、膳食纤维1.1 g、磷和钾分别为44和306 mg[4],还含有丰富的胡萝卜素、B族维生素、维生素C、铁和钙等营养素。荸荠性寒,具有清热解毒、凉血生津、利尿通便、化湿祛痰、消食除胀功效,还具有降压作用、滋养胃阴、治食道癌、治咽喉肿、预防流感、通肠利便等保健与药用价值[5]。荸荠种植面广泛,产量丰富,价格低廉,以鲜食为主,加工产品不多[6],荸荠饮料制品的发展受到原料制约,其主要原因是荸荠富含淀粉,淀粉经加热后大多以糊化状态存在,糊化淀粉易老化产生混浊或分层沉淀,且不易过滤,制成饮料后稳定性差。而采用淀粉酶酶解可以增加荸荠中营养物质溶出[7],经酶解后分子变小更有利于人体吸收,因此对荸荠的酶解条件进行优化,以获得营养更丰富、稳定性更好的荸荠汁。
1 材料与方法
1.1 材料
荸荠(市售);纯净水(饮料车间自制);α-淀粉酶(酶活100 000 IU/g);柠檬酸、蔗糖、异抗坏血酸钠、抗坏血酸(均为食用级)。
1.2 设备与仪器
JYL-CI6T榨汁机(九阳股份有限公司);HH-2恒温水浴锅(常州国华电器有限公司);AL204电子分析天平(梅特勒-托利多(上海)有限公司);WZ110手持折光仪(北京九合仪器仪表有限公司);TGL-18C-C高速台式离心机(上海安亭科学仪器厂);JZH50-80均质机(昆山锦竹机械设备有限公司)。
1.3 试验方法
1.3.1 工艺流程

1.3.2 操作要点
选用新鲜、成熟、无机械损伤的荸荠为原料,用清水反复清洗,去除表面残留的泥土、尘埃以及附着物,不易清理处用毛刷轻轻刷洗。将荸荠置于沸水中热烫3~5 s,取出置于纯净水中冷却后称质量,按照荸荠与水质量比1︰2加纯净水,榨汁机打浆进行粗滤,得到荸荠浆液。荸荠浆液置于水浴锅中,待温度升至酶解温度后,加入适量α-淀粉酶,酶解完毕后升至75 ℃保温8 min,将其置于高速离心机中,以4 500 r/min离心15 min,上清液即为荸荠汁液,称质量后进行可溶性固形物测定和出汁率计算。将荸荠汁液、蔗糖、抗坏血酸和异抗坏血酸钠按照配方进行调配,调配完毕后进行均质,压力20~25 MPa,温度50 ℃,均质2次,将荸荠汁加热至85 ℃保温10~15 min,趁热灌入已灭菌的耐高温塑料瓶中,置于水浴锅中95 ℃保温20~30 min,取出后流水冷却,即得荸荠饮品。
1.3.3 单因素试验设计
1.3.3.1 α-淀粉酶对荸荠酶解的影响
荸荠汁中的淀粉主要是直链淀粉,选用弱酸性的α-淀粉酶,在pH 6.5~6.8时酶活较好,采用柠檬酸进行pH调节,经试验发现柠檬酸0.15%时,酶解效果较好。酶解效果随着淀粉酶用量增加而增加[8],而后达到平衡。综合考虑成本与酶解效果,设计α-淀粉酶为0.05%,0.10%,0.15%,0.20%和0.25%,酶解温度50℃,酶解时间2 h,优化α-淀粉酶用量。
1.3.3.2 酶解温度对荸荠酶解的影响
温度对酶的活性影响很大,高温可使酶钝化,低温可以抑制酶活性,适宜的酶解温度可使淀粉在一定条件下获得最佳酶解效果[8]。设计酶解温度为40,45,50,55和60 ℃,α-淀粉酶0.15%,酶解时间2 h,优化酶解温度。
1.3.3.3 酶解时间对荸荠酶解的影响
时间对荸荠淀粉的酶解起到关键作用,酶解时间会直接影响荸荠汁中的可溶性固形物含量及荸荠汁的出汁率[8]。可溶性固形物及出汁率随酶解时间延长逐渐递增达峰值后趋于恒定。设计酶解时间1.0,1.5,2.0,2.5和3.0,酶解温度50 ℃,α-淀粉酶添加量0.15%,优化酶解时间。
1.3.4 响应面试验设计
依据单因素所获得的α-淀粉酶添加量,酶解温度和酶解时间对荸荠酶解液中可溶性固形物及出汁率较高的3个水平进行响应面优化。
1.3.5 测定方法
1.3.5.1 可溶性固形物(SSC)
采用GB/T 12143规定的方法进行检验。
1.3.5.2 出汁率
荸荠酶解液经离心分离后,称量上清液质量,即荸荠汁质量。采用式(1)计算出汁率。

2 结果与分析
2.1 荸荠淀粉酶解的单因素试验
2.1.1 α-淀粉酶用量对荸荠酶解的影响
由图1可知,随着淀粉酶用量增加,可溶性固形物含量与出汁率均呈现逐渐升高的趋势,α-淀粉酶添加量0.15%时,可溶性固形物与出汁率上升至接近峰值,这时荸荠淀粉充分酶解;α-淀粉酶添加量超过0.15%时,可溶性固形物与出汁率趋于平稳,α-淀粉酶添加量0.15%时,充分酶解荸荠汁中淀粉,使可溶性固形物及出汁率增值趋于稳定的拐点,因此选择0.10%,0.15%和0.20%进行优化。
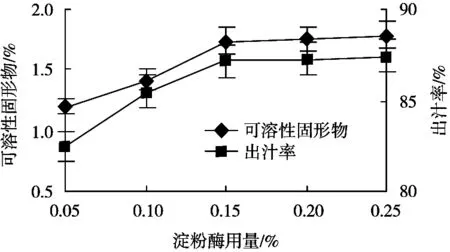
图1 α-淀粉酶用量对荸荠酶解的影响
2.1.2 酶解温度对荸荠酶解的影响
由图2可知,酶解温度在40~50 ℃,可溶性固形物与出汁率呈现逐渐升高趋势,酶解温度50 ℃时,可溶性固形物与出汁率均达到峰值,荸荠中淀粉充分酶解;但酶解温度超过50 ℃时,可溶性固形物与出汁率又出现下降,可能是因为淀粉酶在超过50 ℃时淀粉酶活性逐渐降低,致使可溶性固形物含量降低。综合考虑选择酶解温度45,50和55 ℃进行优化。
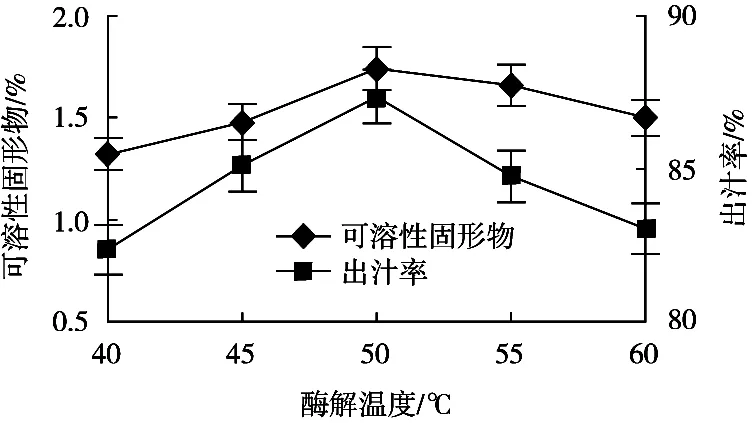
图2 酶解温度对荸荠酶解的影响
2.1.3 酶解时间对荸荠酶解的影响
由图3可知,酶解时间1~2 h时,可溶性固形物与出汁率呈现不断增加的趋势,酶解时间2 h后,可溶性固形物与出汁率增长缓慢,荸荠中淀粉基本被酶解完毕,随着时间延长几乎变化不大,因此酶解时间选择1.5,2.0和2.5 h进行优化。

图3 酶解时间对荸荠酶解的影响
2.2 响应面试验
2.2.1 数学模型的建立与显著性分析
单因素试验结果表明,α-淀粉酶、酶解温度和酶解时间对荸荠酶解液的出汁率和可溶性固形物均有明显的影响,出汁率和可溶性固形物呈现相同的变化趋势,尤其以可溶性固形物的变化率相对较高,因此选择可溶性固形物作为指标进行优化。将3个因素作为变量,以可溶性固形物(Y)为响应值,设计三因素三水平(表1)响应面试验[10],优化荸荠的酶解条件。试验结果和方差分析分别见表2和表3。
应用Design Expert 8.0软件对表2中结果进行二次多项回归拟合,即得如二次多项回归方程:可溶性固形物含量(%)=1.85+0.12A+0.081B-0.03C+0.025AB+0.038AC+0.087BC-0.20A2-0.15B2-0.038C2。

表1 响应面设计试验因素和水平表

表2 酶解条件的响应面试验结果
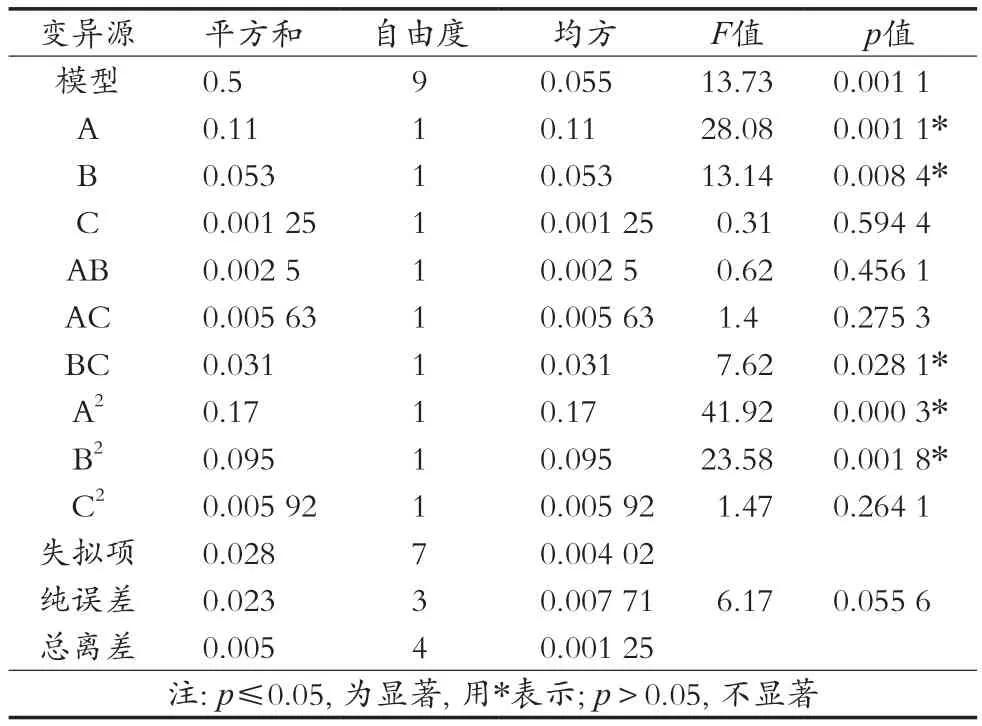
表3 回归分析结果
由响应面软件结果分析得到,复相关系数R2=0.952 0,校正后R2=0.890 2。对回归方程进行方差分析和显著性检验,得到二次回归模型方差分析表3,说明该模型与试验值拟合较好,说明该模型适合于荸荠淀粉酶解理论。回归分析结果表明,A、B、BC、A2、B2是显著项,α-淀粉酶影响最大,其次是酶解温度,酶解时间的影响最小。
2.2.2 响应面分析
响应面曲面越陡峭表示该试验因素对响应值的影响越显著,响应面中等高线随响应面变化而变化,其曲线越接近中心对应的响应值越大[11]。由图4可以看出,当酶解时间固定时,随着α-淀粉酶用量的增加与酶解温度提升,可溶性固形物呈现先有上升后下降趋势。从响应面的陡峭程度可见,α-淀粉酶用量和酶解温度有一定交互作用,但对酶解的影响不太显著。
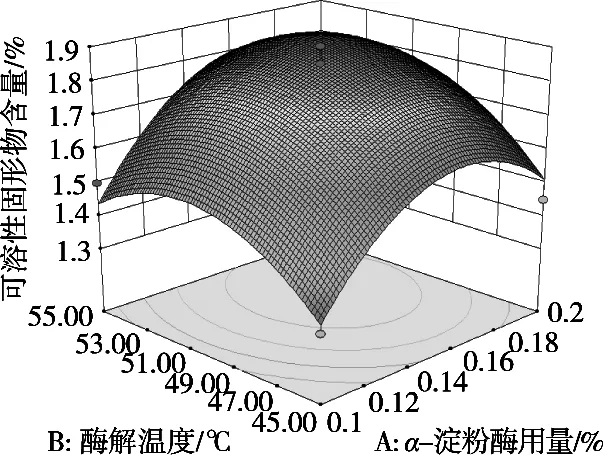
图4 α-淀粉酶用量与酶解温度对荸荠酶解效果影响的响应面图
由图5可以看出,酶解温度固定时,随着酶解时间延长,可溶性固形物变化趋势平缓,而α-淀粉酶用量对可溶性固形物的影响呈现上升后略有下降趋势,α-淀粉酶与酶解时间有一定交互作用,但影响不显著。
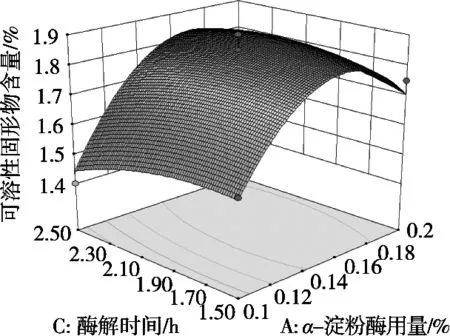
图5 α-淀粉酶用量与酶解时间对荸荠酶解效果影响的响应面图
由图6可以看出,α-淀粉酶用量固定时,酶解温度与酶解时间有交互作用随着酶解时间延长,可溶性固形物略有下降趋势,而随着酶解温度升高,可溶性固形物呈现缓慢升高后略有下降趋势,从响应面的陡峭程度分析,酶解温度与酶解时间有交互作用且对荸荠酶解的条件影响显著。
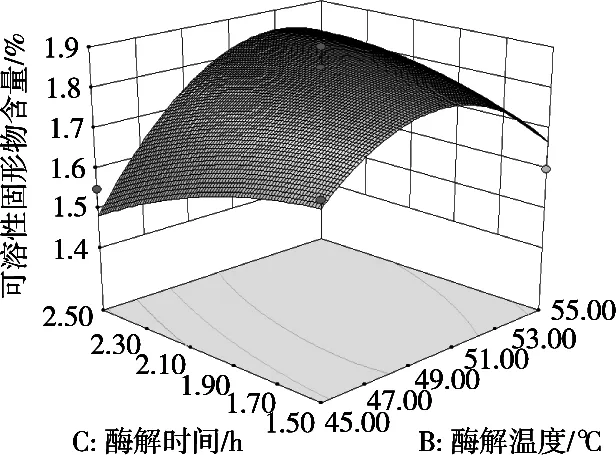
图6 酶解温度与酶解时间对荸荠酶解效果影响的响应面图
2.3 验证试验
响应面优化的预测值为:酶解温度52.34 ℃,解时间2.29 h、α-淀粉酶添加量0.169%。此时获得最好的酶解效果,可溶性固形物1.888%。为验证预测值与真实值之间的拟合程度及方程合适性、有效性,采用综合评分最大响应值对应响应因素值进行试验验证[12]。考虑到实际操作的方便及工艺实际情况,对响应因素值进行修正,淀粉酶添加量(A)为0.17%,酶解温度(B)为52 ℃,酶解时间(C)为2.29 h,3组平行试验,可溶性固形物含量为1.88%,真实值与预测结果非常的相近,此时出汁率达到91.23%,与果胶酶酶解工艺相比[13],出汁率更高,因此,响应面试验建立的模型合适、有效,可用于荸荠淀粉酶解,具有一定实践指导意义。
3 结论
采用新鲜的荸荠进行酶解条件研究,通过响应面试验获得最佳酶解条件:柠檬酸0.15%、α-淀粉酶0.17%、酶解温度52 ℃、酶解2.29 h。此时,可溶性固形物含量达到1.88%,出汁率达到91.23%。荸荠营养丰富,经淀粉酶酶解后,不仅可以提高荸荠利用率,同时有利于人体吸收,所制备的荸荠饮料长时间放置无淀粉沉淀生成,荸荠酶解液还可与其他果蔬复合,制备复合饮料。
猜你喜欢
食品工业(2022年2期)2022-03-09
少儿美术(2021年1期)2021-04-26
陕西科技大学学报(2019年5期)2019-10-18
科教新报(2019年14期)2019-09-10
党员生活·中(2019年5期)2019-09-10
中国粮油学报(2019年4期)2019-07-12
中国果菜(2015年2期)2015-03-11
食品工业科技(2014年15期)2014-03-11
食品工业科技(2014年9期)2014-03-11
食品工业科技(2014年7期)2014-03-11