低脂青稞膨化米卷加工工艺及其品质
2020-04-03 13:59祝东品吕庆云周梦舟党允卓蔡乔宇
食品工业 2020年3期
祝东品,吕庆云*,周梦舟,党允卓,蔡乔宇
1. 武汉轻工大学食品科学与工程学院(武汉 430023);2. 湖北工业大学生物工程与食品学院(武汉 432200)
青稞营养结构比较合理,其蛋白质含量高、可溶性纤维元素比普通谷物高,维生素B含量丰富,且青稞在饮食上具有低脂肪、低糖的性质[1-2]。青稞含有较高的β-葡聚糖,有效预防“三高”疾病。果胶脂肪替代物主要是通过凝胶状的基质稳定相当数量的水,产生同脂肪类似的润滑性和流动性,增加食品黏稠度,提供一种奶油状、滑爽的口感[3-4]。将果胶脂肪替代物应用到青稞挤压膨化米卷注芯材料中,降低膨化米卷脂肪用量,以达到低脂肪的健康要求,同时保持米卷良好口感,至今相关的研究几乎为空白。
1 材料与方法
1.1 材料与仪器
1.1.1 试验材料
青稞全麦粉,青藏高原珍品有限公司;米粉,益海嘉里金龙鱼大米公司;柚子皮果胶,河南三门峡富元果胶工业有限公司;食品膨松剂碳酸钙,河南祥瑞食品添加剂有限公司。
1.1.2 仪器与设备
智能化双螺杆挤压膨化设备MT65-Ⅱ膨化机,山东美腾机械设备有限公司;便携式色差仪CR-10,苏州圣光仪器有限公司;S-3000N扫描电子显微镜,日本日立公司;TA-XT21物性测试仪,英国SMS公司。
1.2 试验方法
1.2.1 低脂青稞米卷的加工工艺流程
试验采用双螺旋挤压膨化机将青稞原料复配其他谷物杂粮粉加工成青稞膨化类休闲食品。工艺流程:原料称量→物料混匀→挤压膨化→加热注芯→塑型切条→烘烤干燥→喷涂调味→成品检测。
1.2.2 低脂青稞米卷加工工艺单因素试验
以米卷膨化度、感官评价作为青稞米卷食用品质评价指标,根据预试验,固定青稞粉添加比例6%、果胶脂肪替代物添加量比例8%、水添加量5%、膨松剂比例0.7%,膨化温区温度为70,130和150 ℃,分别对每个因素进行单因素试验,设计水平见表1和表2。
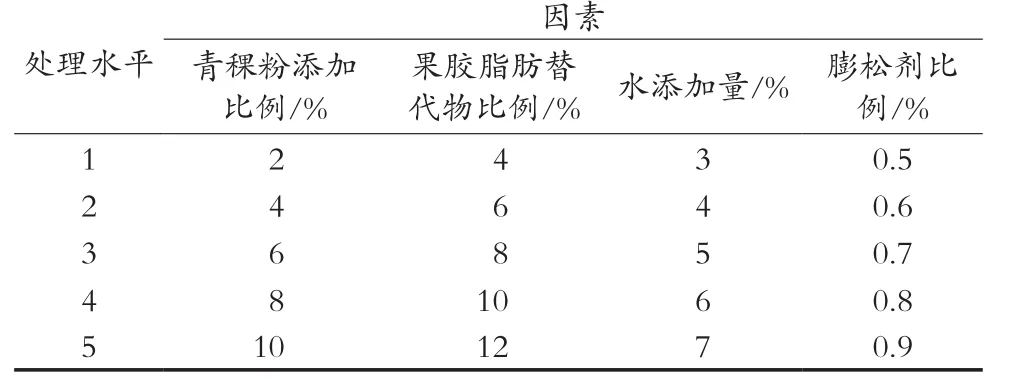
表1 青稞粉添加比例、果胶脂肪替代物比例、水添加量、膨松剂比例单因素设计水平

表2 膨化温度、喂料转速、螺杆转速单因素设计水平
1.2.3 青稞膨化米卷加工工艺参数正交试验
根据单因素试验的结果,在分析参考资料的基础上,以青稞膨化米卷的膨化度和质构酥脆性为正交评价指标,选择影响膨化效果较大的4个因素,不考虑交互作用,选用L9(34)来安排试验,试验因素设计见表3。
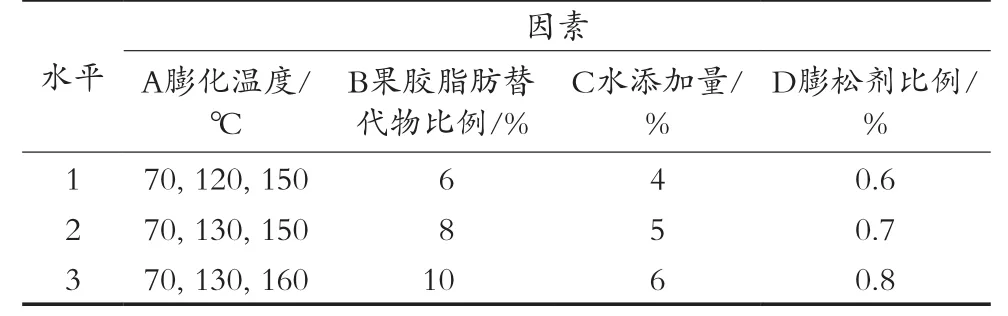
表3 低脂青稞米卷正交试验因素水平表
1.3 青稞膨化米卷品质研究
1.3.1 膨化米卷膨化度的测定
米卷膨化度=膨化后米卷直径/模具套孔直径,数值可用直径比来表示。
1.3.2 膨化米卷水分含量的测定
水分含量按照GB 5009.3—2016《食品安全国家标准食品中水分的测定》方法进行测定。
1.3.3 膨化米卷脂肪含量的测定
脂肪含量参照GB 5009.6—2016《食品安全国家标准食品中脂肪的测定》方法进行测定。
1.3.4 膨化米卷筒体密度的测定
称取一定质量的米卷样品,烘干至恒质量,测定米卷外直径R(m)、内直径r(m)、米卷长度L(m),计算出米卷体积V(mL),质量M(g),米卷密度按式(1)计算。

1.3.5 青稞膨化米卷水溶性(WSI)测定
参照文献[5],水溶性指数按式(2)计算。

1.3.6 膨化米卷的色泽测定
采用便携式色差仪CR-10对3种青稞粉比例的青稞米卷进行色泽测定,按照Hunter白度计算公式,计算白度WI值,并求白度平均值[6]。

1.3.7 膨化米卷内部结构扫描电镜观察
将不同膨化温度下青稞米卷样品用切刀切成薄片,放大倍数分别为×30和×100,用扫描电镜观察米卷横切面的结构。
1.3.8 膨化米卷质构的测定
选择粗细均匀的米卷样品,选用P/5探头,参数设置:测前2 mm/s,测中1 mm/s,测后2 mm/s,压缩比80%,每种样品测3次,求平均值。
1.3.9 膨化米卷感官评定细则
评分细则参照GB 17404—2016《食品安全国家标准膨化食品生产卫生规范》进行制定[7]。制定表格总分40分:膨化米卷膨化度5分、气味5分、表观状态15分、口感15分。
2 结果与分析
2.1 单因素试验结果
2.1.1 青稞粉添加比例对米卷产品品质影响
由图1可知,青稞面粉含有糊粉层,颜色偏灰白,混入大米粉、玉米粉,加工成青稞米卷,对青稞米卷膨化度有一定的影响。当青稞粉比例为2%时,青稞米卷颜色偏白,膨化度较大。逐渐增加青稞粉比例,由于青稞粉的膨化特性比米粉和玉米粉差,米卷膨化度降低。当米卷青稞粉添加比例为4%~8%时,青稞米卷膨化度适中,粗细均匀。当青稞粉添加比例较低时,青稞米卷混料成分含有大量玉米粉,加工制成的米卷色泽黄白、孔洞较大,有点粘牙。当青稞粉比例为6%时,米卷具有青稞大麦香气,色泽适中,孔洞均匀,不粘牙;当青稞比例增大时,青稞米卷大麦香气浓郁,色泽偏灰,白度下降,膨化的孔洞较小,米卷结构致密。当米卷青稞粉添加比例为6%,青稞米卷呈金黄色,具有良好口感。
2.1.2 果胶脂肪替代物对米卷产品影响
将一定量果胶脂肪替代物加入到稀奶油、花生酱等注芯材料中,加热溶解。果胶脂肪替代品作为液体注芯材料,可以减少油脂、奶油、巧克力的使用量,有效降低脂肪摄入量,对米卷产品的硬度、酥脆性、咀嚼度有很大的影响[8]。由图2可知,混合物料喷出模头时,果胶脂肪替代物进入米卷内心,与米卷胚体融合,直接影响米卷膨化度大小,当果胶脂肪替代物比例为6%~8%时,米卷膨化效果较好;当果胶脂肪替代物含量增大时,米卷口感下降。

图1 青稞粉添加比例对青稞米卷膨化度影响
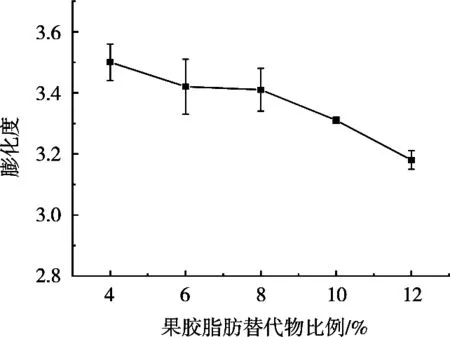
图2 果胶脂肪替代物对膨化度影响
2.1.3 水添加量对产品影响
由图3可知,水在混料时加入,水和物料充分混合均匀。水添加量对米卷膨化品质至关重要,膨化时水分在高温高压下迅速气化,水分子由内到外迁移,留下的路径形成孔洞。当水添加量较低时,米卷膨化度较大,疏松易碎。当水添加量为4%~6%时,米卷膨化度适中。当水添加量增多时,米卷膨化度降低。水添加量对青稞膨化米卷硬度、酥脆性有影响,当水添加量低时,米卷膨化度大,孔洞较大、疏松易碎,不易包装。当水添加量为5%时,米卷酥脆性良好,孔洞均匀,米卷不粘牙。当水添加量增大时,此时物料挤压成型较软,黏度大,物料挤压糊状凝固变稠,产品膨化度降低,产品含水量影响青稞膨化米卷的粘牙性,水分含量高,产品很粘牙。
2.1.4 膨松剂添加比例对产品影响
由图4可知,膨松剂为食品级碳酸钙,将碳酸钙固体粉末混入青稞粉、米粉、玉米粉中,保持其他因素不变,添加比例为0.5%~0.9%。碳酸钙在膨化休闲食品中没有添加限量,根据膨化效果适当添加,可以有效补充钙营养元素。当膨松剂比例增加时,米卷膨化度显著增大,当比例为0.8%时,米卷膨化度趋于稳定。在外观和口感上,膨松剂使用对产品容重有较大影响,当膨松剂增加时,容重偏轻,膨松剂受热分解,产生气体,使米卷样品形成海绵状多孔组织,米卷口感松软、体积膨大,表面光滑均匀,质地细腻。当膨松剂添加比例为0.7%时,米卷色泽适中,孔洞均匀,不粘牙。

图3 水添加量对青稞膨化米卷膨化度的影响

图4 膨松剂比例对青稞膨化米卷膨化度的影响
2.1.5 膨化温度对青稞米卷产品影响
由图5可知,挤压膨化机温度参数设置共有3个温度区间:一区为预热区,二区为糊化区,三区为膨化区。预热区温度固定为70 ℃,将后两区温度作为膨化温度参数变量,该温度区间对青稞膨化米卷影响较大,当温度过低时,呈挤压糊状,糊化区温度上升到120 ℃,前期膨化度较低,模头出来的米卷较细,初级产品比较粘牙。随着温度上升,腔内喷出高压蒸汽,产品膨化度增大,色泽呈浅黄色和黄色,孔洞均匀。当膨化区温度为140 ℃左右时,膨化度变大,模口出来棒状产品粗大,颜色呈金黄色[9];膨化效果较好的温度参数为一区70 ℃,二区130 ℃,三区150℃,其中关键膨化区温度为150 ℃,此时米卷容重适宜,色泽适中,孔洞均匀,产品不粘牙。若膨化温度过高,米卷会变得焦糊,颜色变黑[10]。
2.1.6 喂料机转速对青稞米卷产品影响
由图6可知,当喂料机速度较低时,物料在机筒内受到的压力较小,挤压作用较弱,膨化度较低。随着喂料速度的增加,膨化度逐渐增大,当喂料机转动速度为12 Hz时,青稞米卷膨化度达到最大。当喂料速度大于12 Hz时,青稞米卷产品的膨化度随着喂料速度的增加而减小。这是由于喂料机转动速度过大,物料由于受热不均,受热时间较短,部分青稞粉在机筒内无法及时膨化,使得产品的膨化度降低,同时容易发生堆积堵塞现象[11]。喂料速度增大时,螺杆转速一定时,原料在挤压机内受热时间变短,米卷外观偏轻,色泽较浅,孔洞较小,有些粘牙。由于喂料速率太低时,挤压温度和压力较低,不能产生较好的膨化,随着喂料速率的增加,温度和压力也在增加,当喂料机转动速率为12 Hz时,膨化最佳,米卷容重适中,色泽正常,孔洞均匀,不粘牙;当喂料机转速大于12 Hz时,温度过热,不能及时膨化,使得少量物料焦化,膨化度降低,容重偏大,色泽较浅,孔洞较小。
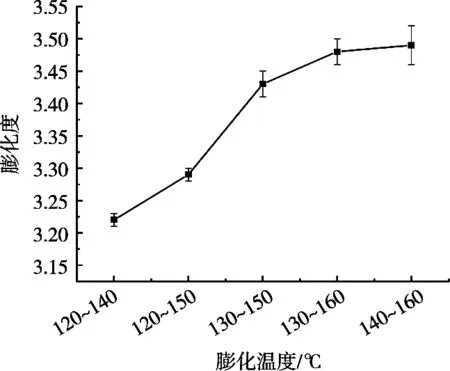
图5 膨化温度对青稞膨化米卷膨化度的影响
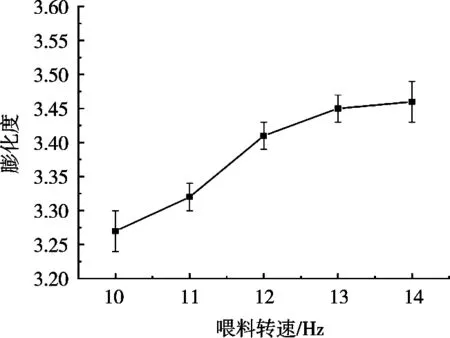
图6 喂料机转速对青稞膨化米卷膨化度的影响
2.1.7 螺杆转速对青稞米卷品质影响
由图7可知,随着螺杆转速的增加,挤压机内剪切力增加,大分子结构被打开,使更多淀粉链被打断而降解,同时螺杆的搅拌让水分在物料中分散更均匀,挤出物的结构和气孔也较为均一[12]。青稞膨化米卷膨化度增加,当螺旋杆转速为30 Hz时,米卷膨化度较大,当螺杆转速越高时,物料在机筒内作用时间越短,从而不利于降解,且受力不均,导致产品出现硬块、膨化不均等现象,膨化度降低。螺旋杆转速对产品膨化受热时间和水分汽化有影响,螺旋杆转速增大,物料在机器腔体内停留时间越短,受热时间越短,膨化度较低,米卷容重偏大,色泽较浅,孔洞较小,有些粘牙,若降低双螺旋杆转速,物料受热时间长,水分汽化充分,膨化度增大;而转速过快,物料被迅速挤出,膨化不充分,单位时间膨化物料减少,导致容重偏小。

图7 螺杆转速对青稞米卷膨化度影响
2.2 正交试验结果
由表4可知,以青稞米卷膨化度为评价指标,膨化度越大越好,对于膨化度,影响因素主次为:膨化温度(A)>物料水添加量(C)>膨松剂添加量(D)>果胶脂肪替代物(B)。温度和水添加量对青稞米卷膨化度影响十分重要,适当的温度和水添加量可以显著提高米卷膨化度。此时的较优方案为A2C3D2B2,即挤压膨化温度为70,130和150 ℃,水添加量为6%,膨松剂添加比例为0.7%,果胶脂肪替代物添加比例为8%。以酥脆性为评价指标时,酥脆性越大越好,影响青稞米卷酥脆性因素主次为:膨化温度(A)>膨松剂比例(D)>物料水添加量(C)>果胶脂肪替代物添加量(B)。膨化温度和膨松剂比例对米卷酥脆性影响较大,膨松剂添加可以有效增加米卷酥脆性。此时的较优方案为A2D2C3B3,即膨化温度为70,130和150 ℃,膨松剂比例为0.7%,物料水添加量为6%,果胶脂肪替代物比例为10%。
综合所述,2种较优方案区别在于因素影响顺序不同,2种方案在果胶脂肪替代物上稍有区别,具体根据实际情况做了2组试验对比来确定计算最优方案,确定了果胶脂肪替代物添加量为10%,即计算较优方案为A2C3D2B3,与正交表上试验最大组A2B3C1D2不一致,将计算优方案和正交表最优组别进行试验验证,最终综合考虑米卷膨化度、酥脆性、感官口感评价,得到最优方案A2C3D2B3,即膨化温度为70,130和150 ℃,膨松剂比例为0.7%,物料水添加量为6%,果胶脂肪替代物比例为10%,此时青稞膨化米卷品质最佳。
2.3 米卷酥脆性与膨化度相关性分析
对青稞膨化米卷酥脆性与膨化度做相关性分析,得出酥脆性与米卷膨化度呈正相关,见图8。回归方程为y=2 902x+8 647.3,相关系数R=0.91,两者密切相关,显著性p=0.002 8<0.01,相关性显著。

表4 低脂青稞米卷正交试验结果

图8 青稞米卷酥脆性与膨化度分析
2.4 膨化米卷品质研究结果
2.4.1 低脂青稞膨化米卷理化指标测定结果
由表5可知,对比市售糙米卷,除了含有米粉、玉米粉,添加了一定量青稞粉,低脂青稞膨化米卷膨化度稍大,孔洞较大,更加酥脆,密度稍小,由于青稞粉可溶性膳食纤维含量较高,青稞粉吸水较强,吸水性和水溶性较大。青稞膨化米卷水分含量稍低,更加耐储藏。将柚子皮果胶添加到青稞米卷中,能够有效改善米卷口感,由于采用了一定量果胶脂肪替代物,减少了油脂的食用量,降低了脂肪用量,保证米卷低脂健康,同时口感酥脆,色泽诱人,具有青稞大麦香味。
2.4.2 膨化米卷的色泽测定结果
由表6可知,试验分别对纯米粉、纯青稞粉、膨化前青稞混粉、膨化后米卷粉末进行色泽测定,为青稞米卷外观色泽提供参考,使米卷在外观颜色上具有良好色泽。纯米粉白度值较大,颜色洁白,纯青稞粉偏灰白,白度下降,加入米粉、玉米粉混合物料后,膨化前的青稞混粉灰色得到遮掩稀释,白度稍稍增大,米卷膨化后色泽加深,米卷偏向金黄色,b*值较大,白度大大降低,要保证米卷产品有良好外观,青稞粉比例不能太高,水分不能太低,膨化温度不可过高。

表5 低脂青稞膨化米卷理化指标测定结果
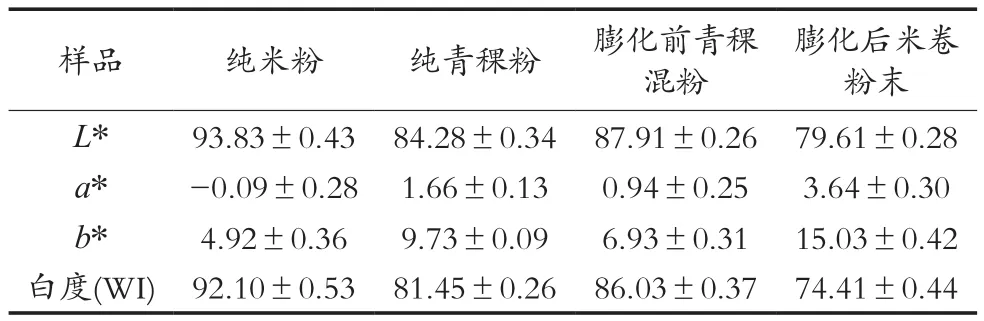
表6 低脂青稞米卷色泽测定结果
2.4.3 膨化米卷内部结构扫描电镜观察
由图9~图14可以看出,分别对不同膨化温度下的青稞米卷内部结构切片扫描电镜观察,在高温高压下,水分急剧汽化,形成多孔结构,在150 ℃下,米卷内部结构破碎张开,呈花朵状展开,四周包围,半破碎结构明显,由于膨化是依靠外部热或供给加热水蒸气,谷物在挤压机密闭腔体内中变得柔软,物料成为含有过热水蒸气的蓬松状态,在高温高压状态下挤压剪切,谷物被双螺杆螺纹的推动下,加压、混合、压缩,在横向推进力和摩擦力的机械力作用下受压、变热,淀粉链间的氢键都发生了断裂,链与链发生了移动[13]。在膨化的瞬间,谷物被突然骤释至常态,巨大的能量释放,使流态水汽化蒸发,水的体积膨大,谷物组织遭到强大的爆破伸张作用,把谷物造成无数细微多孔的海绵体,组织结构发生了变化[14]。

图9 膨化温度70-120-150 ℃,×30
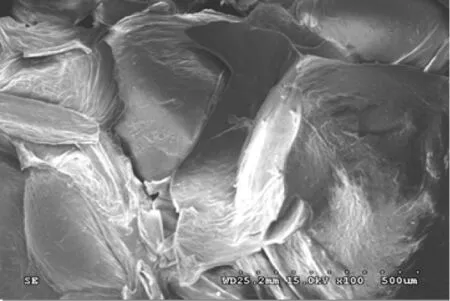
图10 膨化温度70-120-150 ℃,×100

图11 膨化温度70-130-150 ℃,×30

图12 膨化温度70-130-150 ℃,×100

图13 膨化温度70-130-160 ℃,×30

图14 膨化温度70-130-160 ℃,×100
2.4.4 膨化米卷质构的测定结果
由表7可以看出,对比市售米卷,青稞膨化米卷硬度稍大,脆性较大,酥性接近相同,两者咀嚼性相差不大,青稞米卷硬度最大值大于市售米卷。

表7 低脂青稞米卷质构测定结果
3 结论
挤压膨化参数设置对膨化米卷品质有显著影响,在产品感官品质良好的情况下,影响米卷膨化度因素主次为膨化温度>物料水添加量>膨松剂添加量>果胶脂肪替代物。影响青稞米卷酥脆性因素主次为膨化温度>膨松剂比例>物料水添加量>果胶脂肪替代物添加量。其具体优化结果为:青稞粉添加量6%,果胶替代物添加比例10%,水添加量6%,膨松剂添加比例0.7%。三段温区温度设置:Ⅰ区70 ℃、Ⅱ区130℃、Ⅲ区150 ℃。固体粉末喂料机转动频率为12 Hz,双螺杆挤压机主轴转动频率为30 Hz。在此条件下膨化度适中,产品性质稳定,硬度适中,酥脆性良好。使用果胶脂肪替代物,青稞米卷脂肪含量为24.48%,有效地降低了脂肪含量,开发出一种健康低脂的青稞膨化米卷。
猜你喜欢
燃烧科学与技术(2022年3期)2022-06-25
星星·诗歌原创(2022年1期)2022-04-16
化工管理(2022年7期)2022-03-23
恋爱婚姻家庭·养生版(2021年2期)2021-05-06
食品与生活(2020年12期)2020-12-17
翠苑(2019年4期)2019-11-11
西藏科技(2016年8期)2016-09-26
家庭医药(2016年9期)2016-09-08
大科技(2016年13期)2016-07-12
沈阳医学院学报(2014年1期)2014-02-16