
振动辅助电火花修整航空发动机叶片进排气边误差工艺参数优化及对比*
2020-03-27 11:49
航空制造技术 2020年4期
(大连理工大学机械工程学院,大连 116024)
叶片是航空发动机关键零部件之一,因其所处的工作环境苛刻,广泛采用钛合金、镍基高温合金等高强度、高硬度材料。采用传统的切削加工,存在刀具磨损严重、加工效率低、加工成本高等问题[1]。电解加工技术具有加工效率高、不受金属材料本身力学性能限制、不产生热影响层和切削力等特点,因此国内外常采用叶盆阴极与叶背阴极分别相向进给方式进行叶片的电解加工[2]。电解加工中需要两个阴极与工件保持一定间隙,由于间隙的存在使得叶片进排气边缘成形阶段的流场与电场十分复杂、难以控制,导致加工后的边缘存在尺寸与形状误差,严重影响发动机的使用性能和寿命[3]。叶片的进排气边缘作为叶片主要工作型面,对叶片气动性能起决定性作用,又因厚度薄、半径轮廓小、结构复杂,加工十分困难。尽管采用了各种方法和手段,提高电解加工叶片的精度,仍然无法满足设计叶片的高精度要求[4–7]。
综上分析可知,利用电解加工很难生产出完全符合设计要求的叶片进排气边缘。电火花加工有适合难切削材料加工、没有宏观切削力、加工精度高、可加工复杂形状零件等特点,适宜于任何导电材料的加工[8]。因此,为解决航空发动机叶片经电解加工后进排气边缘存在的形状、尺寸误差,采用EDM 对GH4169 镍基高温合金叶片的进排气边缘进行修整的粗加工试验,以减少精修整加工去除余量,缩短加工周期。因涉及参数较多,采用正交试验法进行了多因素优化试验,由极差分析法确定了最优加工参数,获得了最大材料去除率,为后续利用成型电极对叶片边缘进行精密修整加工提供了可靠的电加工参数。采用单因素试验法,研究了同一加工参数下不同工件材料对材料去除率、电极相对体积损耗率和表面粗糙度的影响。
试验及方法
1 试验装置
试验采用自主研制的振动辅助立式电火花机床,如图1所示。该机床主要由机床主体部分、XYZ 高精度伺服运动控制平台、工控机、振动装置、频率为50kHz的晶体管脉冲放电电源、去离子水发生装置、脉冲放电及电压采集回路组成。由于最大放电脉冲宽度仅有4μs,根据前期试验结果,采用正极性加工,即工件接正极。本文对叶片进排气边缘进行修整粗加工,加工面积较大,放电能量小,放电间隙仅有20 多微米,电蚀产物不易排出,容易产生短路、拉弧现象,造成加工时间过长,表面质量变差。因此,采用对电极施加振动[9–10]的方法,促进电极与工件的相对运动,促使电蚀产物更易排出。振动装置可根据电压对幅值进行0~5µm的调节,在一定电压下产生的最大频率可由式(1)计算得到。

其中,u为振动驱动电压;f为振动频率;c为静电容量(0.8 容量)。
试验中采用尺寸为(29×29×0.5)mm3的GH4169镍基高温合金薄片材料作为工件。电极采用尺寸为(29×20×10)mm3的石墨电极。加工方式如图2所示,电极进给方向垂直向下,在工件长度方向上进行2mm的切断试验。该尺寸与叶片所需粗加工修整的实际尺寸相近,可以代替实际叶片样件获得优化的加工参数。
2 试验方案
本试验内容是在前期研究的基础上[11],为得到GH4169 镍基高温合金最优加工工艺参数、获得最大材料去除率,进行的一系列工艺试验。
振动辅助电火花加工有两种方式,即工件振动和电极振动,考虑到后期要在叶片上进行粗、精加工及与前期试验结果作对比,本文采用在电极上施加振动的加工方式。并采用与前期试验研究相同尺寸、材料的石墨电极和相同尺寸的工件,加工时采用了同样的去离子水冲液方式,保证了与前期相同的试验研究条件。
本文采用正交试验法进行了多因素优化试验,选取脉冲宽度、峰值电流、振动幅值和频率4个因素,每个因素分别设置4个水平,如表1所示。其中的水平参数均为前期大量试验得到材料去除率相对较大的值。采用了L16(44)正交试验表,试验加工参数如表2所示,并采用单因素试验法研究了不同工件材料对材料去除率、电极相对体积损耗率和表面粗糙度的影响。

图1 试验装置Fig.1 Experimental equipment
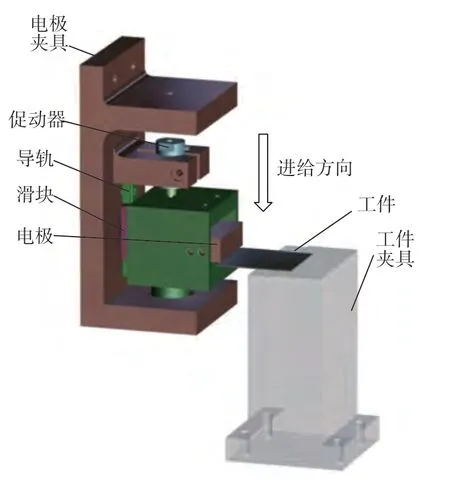
图2 加工方式Fig.2 Processing mode
试验前后用恒温箱对石墨电极进行加热处理,去除其中的水分。采用分辨率为0.001g的电子天平得到试验加工前后电极和工件的质量变化,根据密度则可计算得到石墨电极和工件材料的体积变化。根据式(2)可得到电极相对体积损耗率TWR,根据式(3)可得到材料去除率MRR。

表1 因素水平表Table1 Factor levels

表2 正交试验加工参数Table2 Processing parameters of orthogonal test
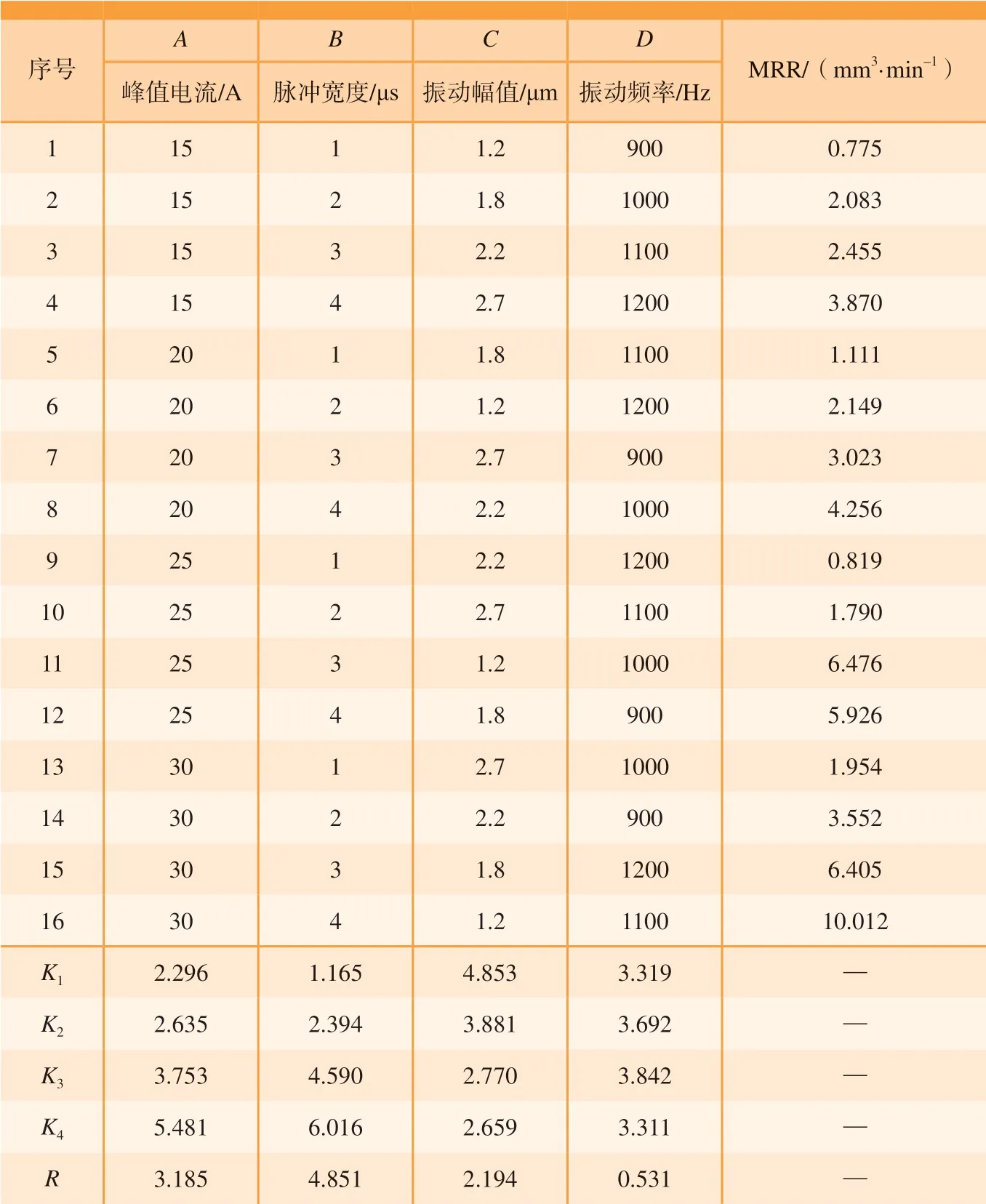
表3 镍基高温合金正交试验结果Table3 Orthogonal test results of nickel base superalloy
其中,ΔMe为电极加工前后的质量差;ΔMw为工件加工前后的质量差;ρe为电极密度;ρw为工件密度。

其中,t为加工时间。
结果与讨论
1 试验结果及加工参数优化
L16(44)正交试验表一共有16组正交试验参数,按表1各因素水平进行试验,每组参数做5次试验,并计算材料去除率的平均值。表3是GH4169 镍基高温合金正交试验方案及结果。
本试验旨在得到GH4169 镍基高温合金薄片切断的最优加工参数,试验指标为材料去除率。通过极差分析法可以得到各个因素的最优水平组合和试验影响因素的主次顺序。表3 中Ki值为各因素的第i 水平下材料去除率之和的平均值。每列最大Ki值即为该因素下最优水平。R值为各因素下不同水平的极差值,极差值越大则表明该因素对试验结果的影响越大。通过表3 数据分析可以得到:GH4169 镍基高温合金4个因素的最佳水平组合为A4B4C1D3,最优加工参数组合为峰值电流30A、脉冲宽度4µs、振动幅值1.2µm、振动频率1100Hz,影响材料去除率的因素排序为脉冲宽度、峰值电流、振动幅值和频率。
通过试验得到GH4169 镍基高温合金的最优加工参数为A4B4C1D3,验证试验结果如图3所示。从图3(a)可知,材料去除率随着峰值电流的增加而增加,峰值电流为37.5A时材料去除率较大,这是因为脉冲放电能量的增大使得电火花材料去除率的增加;但是,由于过大的电流会导致试验电路发热严重,因此最终选择峰值电流A4(30A)作为最优水平。图3(b)表明脉冲放电能量虽然随着脉冲宽度的增加而增加,但是,材料去除率却出现下降,这是因为脉冲宽度增加造成放电通道的增大,熔融的面积增大,使得狭窄的放电间隙排屑相对困难,导致加工过程的稳定性降低,反而降低了材料去除率。图3(c)是振动电极的振幅对材料去除率的影响。振幅的变化将造成放电间隙的变化,一方面影响放电间隙的排屑,另一方面会造成工件表面的放电能量分布变化。本试验的结果表明振动幅度幅为1.2µm时的材料去除率最大。与电极振动幅度同样,电极振动频率的变化也将导致材料去除率的变化。振动频率的增加将导致放电间隙的液体流动增快,有利于排屑,从而使得加工过程更加稳定,材料去除率增大。但是,过高的振动频率使得放电间隙的液体压力增大,在材料去除率提高的同时也会使得电极损耗增加。由图3(d)频率验证结果可以看出,频率为1200Hz时材料去除率达到最大值,因此选择频率1200Hz 作为最优水平。根据验证试验的结果,最终选择GH4169 镍基高温合金的最优加工参数为峰值电流30A、脉冲宽度4µs、振动幅值1.2µm、振动频率1200Hz,其最大材料去除率为10.86mm3/min。
2 试验结果对比分析
通过前期试验获得了GH3600镍基高温合金的最优加工参数和最大材料去除率[11],如表4所示。可知,在不同材料最优加工参数下,工件材料去除率存在较大差异。为了比较不同工件材料间电加工性能的差异,在同一加工参数(峰值电流30A、脉冲宽度4µs、振动幅值1.8µm、振动频率700Hz)下对不同工件材料进行了加工试验,结果如表5所示,并对试验结果进行了讨论分析。
工件材料的热物理属性是影响材料去除率的重要因素。当放电能量相同时,金属材料的熔点、沸点、比热容、熔化热、汽化热越高,电蚀量则越少,越难加工;热导率越大的材料,由于较多地把瞬时产生的热量传导散失到其他部位,因而会降低本身的蚀除量[8]。目前国内外学者提出的基于材料热物理属性判断放电加工难易程度的理论主要有Cm[12]、λ·θ[13]和λ·θ·ρ[14]理论。根据材料放电腐蚀性能提出的抗腐蚀系数Cm(Cm=λ·c·θ2)理论,抗腐蚀系数越小表明材料的电加工性能越好,越容易加工。λ·θ 理论则用材料的热导率λ和熔点θ的乘积作为衡量材料电加工难易的标准,λ·θ 值越大表明材料越难加工。在此基础上提出的λ·θ·ρ理论,用材料的热导率λ、熔点θ与电阻率ρ的乘积从加工能量角度衡量材料电加工的难易程度,值越小说明材料越容易加工。
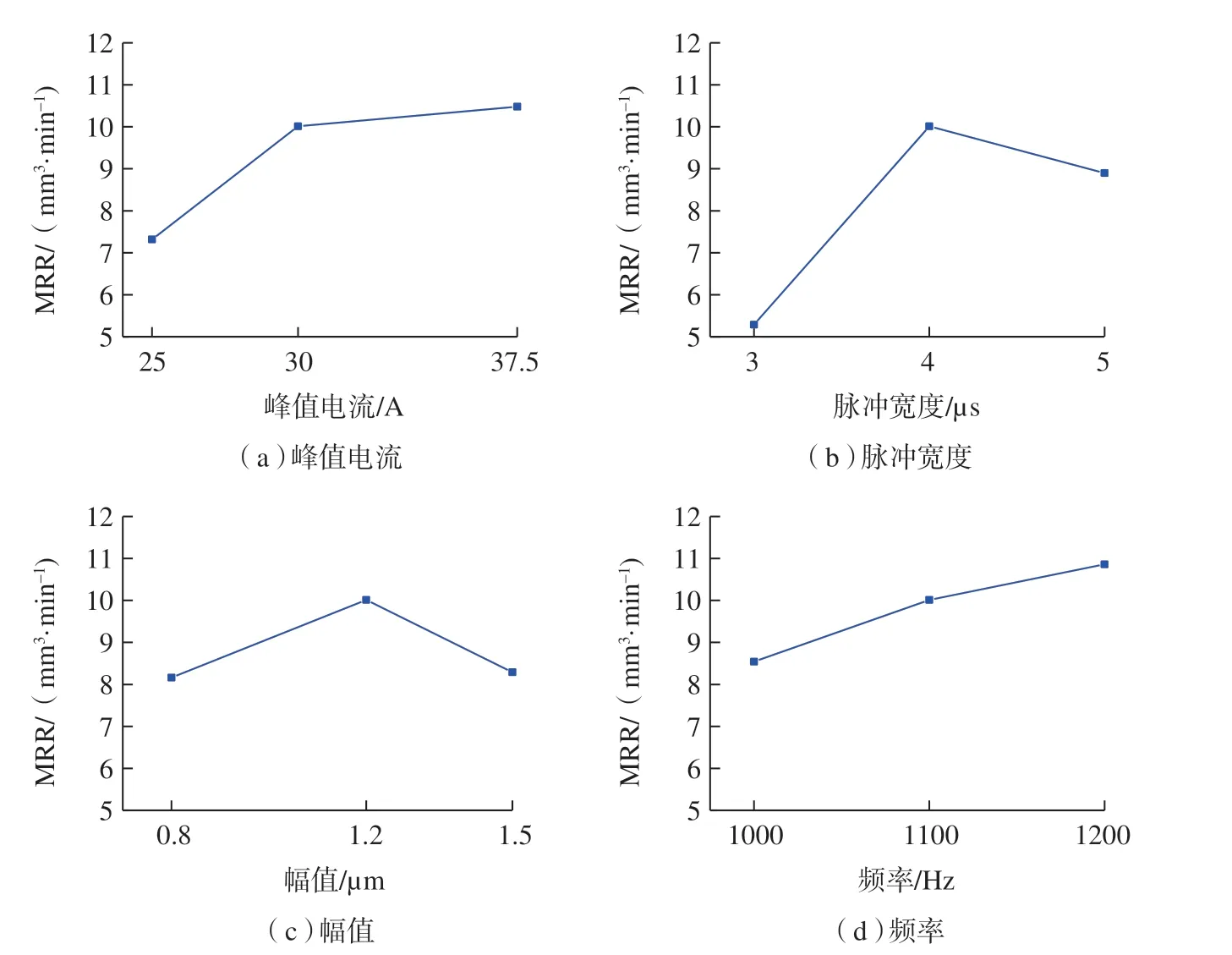
图3 各因素对镍基合金材料去除率的影响Fig.3 Influence of different factors on material removal rate of nickle base superalloy

表4 不同材料最优加工参数Table4 Optimal processing parameters of different materials

表5 不同工件材料加工难易度Table5 Processing difficulties of different workpiece materials
如表5所示,分别列出了3 种衡量材料加工难易程度的数值。可知,根据Cm与λ·θ 理论,GH3600的λ·θ·ρ 大于GH4169的λ·θ·ρ,因此,材料去除率较小。
从表6 电极相对体积损耗率试验结果可知,加工GH3600 比加工GH4169的电极损耗率大,分析认为随着工件材料去除率的降低,加工时间增加,而电极损耗率随着加工时间的延长会急剧增大[15],从而造成了电极损耗增加。
采用3D 表面形貌仪对工件表面粗糙度Ra值进行了测量,结果如表6所示。从表6可知,在相同加工参数下GH4169 镍基高温合金的表面粗糙度值更大。分析认为,相比其他工件材料GH4169 镍基合金中含有较多Mo、Nb、Zr 等熔点较高的稀有金属,加工过程中高熔点材料未完全熔化就被抛出,由于加工面积较大,碎屑不易排出,蚀除产物中高熔点的颗粒因比重大而残留在加工间隙内,易产生“二次放电”、拉弧、烧损工件等现象;同时这些硬颗粒在放电爆炸力的作用下对工件表面有很强的冲击作用,使得工件表面的材料易被抛磨蚀除[16]。此外,熔点高的材料,单脉冲形成的凹坑较小,相同能量下加工的表面粗糙度值要比熔点低的材料更好[8],相比GH3600,GH4169 镍基合金具有较低的熔点,因此造成了工件表面粗糙度值较大。
图4为加工后GH4169 镍基高温合金的工件表面局部及工件侧面的SEM 图片。

表6 相同参数下不同材料加工结果Table6 Processing results of different materials under the same parameters
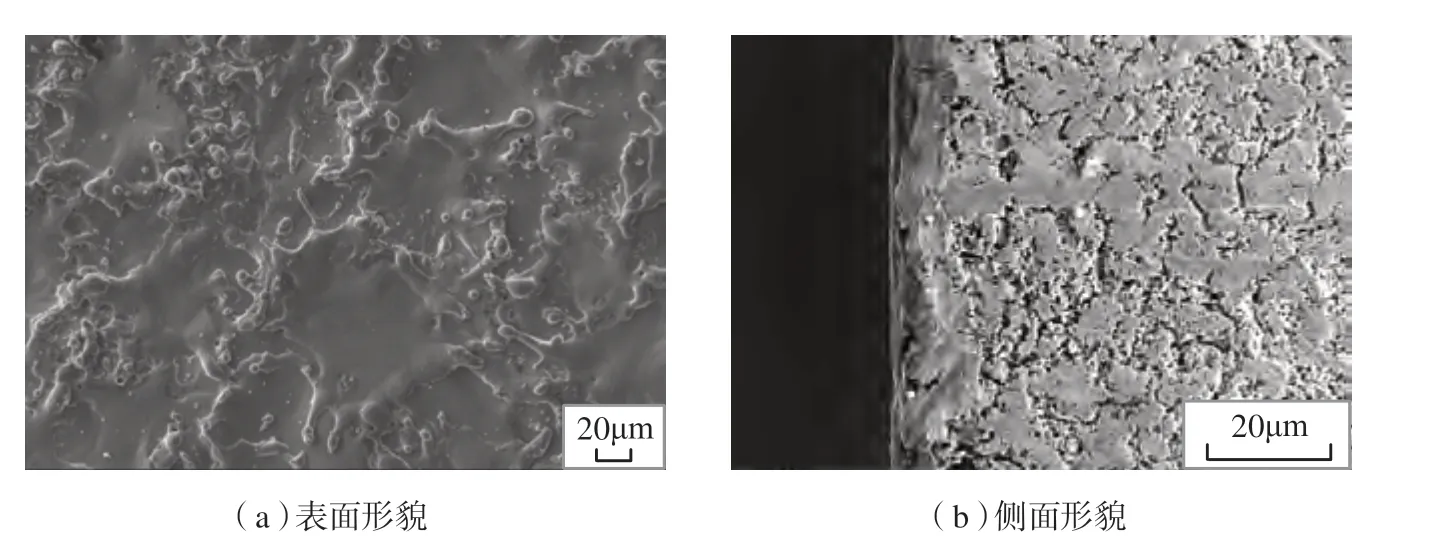
图4 GH4169镍基高温合金工件表面和侧面形貌Fig.4 Surface and side morphology of processed GH4169 workpiece
结论
采用振动辅助电火花加工技术对发动机叶片边缘粗加工修整的工艺参数进行优化设计。试验采用50kHz的放电脉冲电源,通过正交试验、验证试验获得了最优加工参数;通过单因素试验对比分析了不同材料间电加工性能的差异。根据试验结果与分析,得到如下结论。
(1)GH4169 镍基高温合金的最优加工参数为峰值电流30A、脉冲宽度4µs、振动幅值1.2µm、振动频率1200Hz,最大材料去除率为10.86mm3/min,影响材料去除率的因素排序为脉冲宽度、峰值电流、振动幅值和频率。
(2)在同一加工参数下,对比分析了不同工件材料对材料去除率、电极相对体积损耗率和表面粗糙度造成影响的原因。相比于GH4169,GH3600 合金材料的材料去除率小的原因是λ·θ·ρ 值较大。
猜你喜欢
铝加工(2022年3期)2022-11-24
中国资源综合利用(2022年9期)2022-10-13
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
材料与冶金学报(2022年2期)2022-08-10
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
现代矿业(2022年3期)2022-04-09
智能制造(2021年4期)2021-11-04
粉末冶金技术(2021年3期)2021-07-28
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
消费者报道(2015年7期)2015-12-05
