金属增材制造技术轻量化应用研究进展
2020-03-23 07:06刘景博刘世锋时明军张光曦张智昶
中国材料进展 2020年2期
刘景博,刘世锋,3,杨 鑫,李 安,时明军,张光曦,张智昶,韩 松
(1. 西安建筑科技大学冶金工程学院,陕西 西安 710055)(2. 西安理工大学材料科学与工程学院,陕西 西安 710045) (3. 西北有色金属研究院 金属多孔材料国家重点实验室,陕西 西安 710016)
1 前 言
增材制造技术,亦称3D打印技术,是20世纪80年代发展起来的快速成型技术之一[1]。3D打印技术采用离散堆积的印刷原理,与喷墨打印机基本原理类似,采用材料“自下而上”逐层堆积成所需几何形状的方式制造出实体零件[2]。航空航天用增材制造技术通常有4种:激光选区熔化成形(SLM)、激光熔化沉积(LMD)、电子束选区熔化沉积(SEBM)、电子束熔丝成形(EBF)。增材制造可以通过结构设计达到材质轻量化的目的,主要方式有4种:一体化结构实现中空夹层结构、薄壁加筋结构、镂空点阵结构、拓扑优化结构。其中,拓扑优化[3]是根据给定的负载情况、约束条件和性能指标,在给定的区域内对材料内部分布进行优化的数学方法。增材制造颠覆了传统的制造理念,极具时间和成本效益。这种直接成型技术金属使用率高且环保,减少了材料的浪费;其逐层制造的优势使极其复杂的互锁零件无需组装便可投入使用;其产品研发周期短且利于减小库存;其易变和广阔的创新设计空间使个性化需求设计门槛变低。传统的锻造和减材制造技术不仅浪费原材料,而且产品的精度、质量和增材制造技术的有一定差距。目前,增材制造技术在全球工业范围内被大量应用,涌现出各式各样的设备及尖端技术。
所谓“一代装备,一代技术”,设备的先进程度直接决定了技术产品的优劣。针对SLM和SEBM两种金属增材制造常用技术,瑞典Arcam公司研发了EBMArcamQ20型EBM设备,其可成形以钛合金为基础的金属零件的尺寸为Φ350 mm×380 mm,光斑的最小直径为180 μm,电子枪峰值功率为3000 W,最高扫描速度为8000 m/s,Arcam公司最新的设备EBMArcamQ20plus打印机整体效率提升了15%。西安赛隆公司最新推出的Sailong-S200型SEBM设备,其外形尺寸为2100 mm×1200 mm×2300 mm,最大成形尺寸为200 mm×200 mm×200 mm,电子束斑直径小于0.4 mm,连续运行时间达40 h。此外,清华大学机械工程系研发的EBSM-250型电子束选区熔化设备,其电子束斑直径为200 μm,电子束功率为3.5 kW,最大扫描速度为100 m/s,粉层厚度为0.05~0.2 mm,成形效率为10 cm/h,具有80 mm×80 mm×80 mm和200 mm×200 mm×200 mm两种尺寸成形仓[4-9]。不同的打印设备应用的软件也不尽相同,但大多数的增材制造技术在制作悬臂、裙边等结构时需要添加工艺支撑结构,而由比利时Materialise公司推出的Materialise Magics 21.0软件,在经过Cero 2.0绘制草图后再进行支撑工艺的添加[10]是目前增材制造使用的主流方法。支撑是为了防止下层未成形粉层的坍塌,避免样品变形[11]。
本文从航空航天领域、汽车领域及其他方面对目前增材制造的轻量化应用展开综述,最后对增材制造的发展前景进行展望。
2 增材制造轻量化应用
2.1 航空航天领域
对于航空飞行器来说,主要的影响因素是飞行器的自重,材料的轻质化对航空件的影响最大,实现材质轻量化有利于飞行器更安全高效地完成飞行任务。有数据表明,若飞机质量减轻1%,则飞机性能提高3%~5%,质量的减轻有利于燃油效率和载重的提高[10]。采用钛合金、铝合金、镁合金等材料可以实现航空航天以及汽车工业的轻量化改造。在钛合金方面,Ti-6Al-4V(TC4)作为一种典型的α+β型钛合金[11-12],因其具有比强度、比刚度高,韧性好及化学性能、力学性能良好等特点,被广泛用于航空发动机风扇和压气机叶盘、叶片的制造。目前,在先进飞机的制造中,钛合金的用量在35%以上,在航空工业发达的美国与法国,航空工业30%左右的钛合金紧固件都采用TC4增材制造[13, 14]。
高质量要求的航空航天结构件增材制造应用,对粉末原材料的质量和性能提出了更高的要求,国内成熟应用的高品质制粉工艺是等离子旋转电极(PREP)法。PREP法[15]制备的粉末球形度高、表面光洁、氧含量低、粉末粒径小,基本不存在卫星粉、空心粉,打印出的航空航天件致密度较高。图1为 PREP法制得粉末的显微形貌[16],可以看出该粉末表面为细的枝晶组织,无卫星粉、表面光洁,且组织均匀、粉末球形度较好,表面质量优异。金属粉末是金属增材制造的基础耗材,由于PREP法制备的粉末性能优异,已在航空航天增材制造领域得到了广泛应用。

图1 PREP法制备的粉末的显微形貌[16]Fig.1 Micromorphology of the powder prepared by PREP method[16]
航空飞行器的轻量化是全球增材制造链的焦点问题。在航空制造方面,APworks与The Living合作用轻质合金采用SLM技术打印出仿生的机舱隔离结构,该结构的稳固性和高韧性可以满足飞机的需求,并使其质量减轻了25 kg[17]。
在航空飞机的研制及零部件加工方面,王华明等[18]采用激光快速成型技术将钛合金及超高强度钢制备成用于C919飞机的高性能关键整体构件、钛合金主风挡整体窗框和3 m高的中央翼条,该方法生产的零件质量较传统锻造方法减轻了1/10。采用该技术将Ti15钛合金打成飞机工字梁典型结构,因其超细的“网篮状”显微结构而具有优异的稳定性。
激光成形技术[19]的使用,大规模节省了时间和成本。尤其是钛合金金属构件,利用激光成形技术能够直接快速生成一个很精致的毛坯,再进行少量的加工,就可直接在飞行器上使用。德国EOS GmbH公司[20]采用LMD技术将TC4材料打印为航空航天用座椅扣(图2a[21]),该结构件的性能较传统方法的更加稳定,且具有足够的强度以防止冲击载荷,质量减轻55%。美国GE公司采用LMD技术用钛合金材料对航天用Leap-X发动机离心式燃油喷嘴进一步开发,该结构件(图2b)的质量较传统工艺的降低了25%,寿命提高了4倍,接近锻造的综合性能,能有效避免裂纹缺陷的形成[21, 22]。

图2 采用LMD技术生产的航天座椅扣(a)[21];Leap-X发动机的燃油喷嘴(b)[22]Fig.2 Space seat buckles prepared by LMD technology (a)[21]; Fuel nozzle for Leap-X engine (b)[22]
美国Aeromet公司采用激光成型技术制造了钛合金结构件,该基板的疲劳寿命增加了10%,减重效率在5%以上,且抗蚀、耐磨、耐热性高。采用激光成型技术制造的承力构件面积超过12 m2,不仅研制周期缩短50%,而且大大减轻了机体的总质量。
采用激光快速成型技术对航空用TC4钛合金板件进行了制备与测试,结果表明该结构件的塑性超过了锻件水平,且具有典型的塑性断裂特征,且达到了轻量化要求[23-26]。空客公司采用SLM技术研发了由4个零件通过44个铆钉连接而成的A380客机用铝合金支架,并通过优化设计实现了35%的减重,同时还提高了40%的结构刚度。
增材制造技术是提高航天器设计和制造能力的关键技术,其在航天领域的应用范围不断扩展。国外公司和机构利用增材制造技术不仅打印出卫星的零部件,还打印出航天发动机组件[27, 28]等。选区激光烧结技术[29]在航天装备领域应用广泛,尤其是在太空发动机方面,该技术的一体化成型与创新式设计使得零件个数减少、结构优化,达到轻量化目标,极大地减轻了质量,节约了成本。英国GKN航天公司[30]通过激光成型技术对直径为2.5 m的Ariane6号火箭喷嘴进行加工,最终节省了40%的成本。英国Rolls-Royce公司[31]利用钛合金采用LMD技术打印出48个尺寸为Φ1.5 m×0.5 m的Trent XWB-97型发动机叶片,生产效率提高了1/3,质量减轻了1/4,如图3所示。

图3 LMD技术打印的用于航空发动机的Trent XWB-97型发动机叶片[31]Fig.3 Trent XWB-97 engine blade of the aircraft engine by LMD method[31]
增材制造技术在航天装备的维修制造中也扮演着越来越重要的角色。在受损毁或出故障的装备需要更换零部件时,增材制造可以快速制造出所需部件,仅需一些数据和少数材料、几名技术人员而已;同时,针对太空作业时物资运输资源的短缺问题,增材制造技术在太空中的应用不仅有利于太空材料的回收再利用,而且可以减少太空垃圾[32-34]。
2.2 汽车工业领域
汽车轻量化不仅可以提高汽车动力性、安全性和舒适性,还能减少燃料消耗,降低污染排放。随着汽车行业经济飞速增长,汽车企业为赢得市场,需要以最低成本开发出最受欢迎的车型来应对残酷的市场竞争。增材制造技术最大的优势是可以方便快捷并精确地制备造型复杂的物体,这种独特优势非常适合汽车轻量化产业甚至包括汽车零部件及维修方面的应用[35, 36]。
传统汽车造型设计流程是:草图、效果图、数据模型、油泥模型、A级曲面、样车制造;而采用增材制造技术后汽车造型设计流程是:草图、效果图、数据模型、增材制造样车。使用增材制造技术后,不仅设计流程大大简化,增材制造过程中的一体化成形设计还使得零件个数减少、结构优化,达到轻量化目标。如果车型需要修改,只需修改三维模型,新车的外形设计就可以完成,表1列举了汽车增材制造的发展。
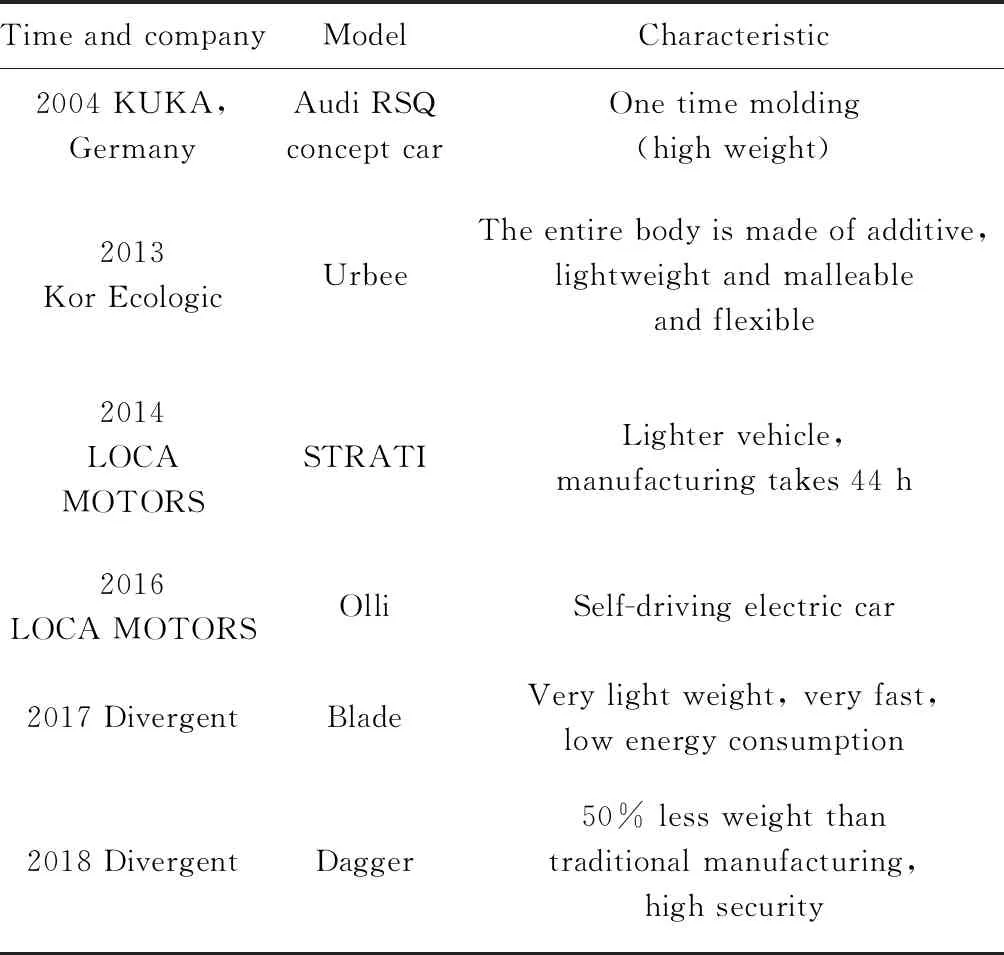
表1 汽车增材制造的发展
拓扑优化技术对增材制造轻量化影响显著。西安铂力特增材技术股份有限公司应用SLM技术在BLT-S300设备上制造的经过拓扑优化的尺寸为229 mm×103 mm×49 mm的钛合金汽车车架零件减重至245 g,减重达65%,如图4所示。付远等[37]采用SLM技术在FagCNC8055设备上制造了尺寸为800 mm×600 mm×500 mm的支撑底座铝合金零件,结合增材制造技术与拓扑优化技术将零件质量减轻了50%。
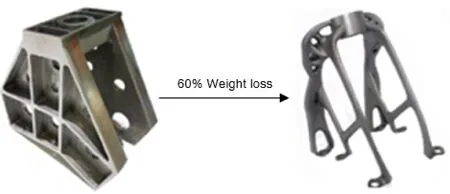
图4 拓扑优化前后车架零件对比[37]Fig.4 Comparison of frame parts before and after topology optimization[37]
增材制造对汽车维修技术带来了很大影响,技术人员可通过增材制造技术直接修复伤口或打印紧缺零部件,延长关键构件的寿命。当大型不易移动的野外作业机械发生故障时,可以携带打印机到现场维修[38]。同时,利用增材制造技术,技术人员可以根据设计图纸现场生产出当时所需要的维修工具。此外,技术人员还可以根据实际的维修需求,变通地设计出更利于维修人员操作的工具[39, 40]。
2.3 其它领域
增材制造技术因其独特的轻量化优势不仅在航空航天及汽车领域有广泛的应用,而且在医疗、机械等工业上的应用规模也不断扩大。如图5所示[43],未来随着各行业的工业发展,各领域应用增材制造技术的比例将稳步提升。在机械方面,姜缪文等[41]运用LMD技术用钛合金材料制造了运动员头盔,经过拓扑优化设计的头盔主要采用多孔化及网格化结构,在受到正前方载荷为500 N的情况下,其质量减轻了50%,从材料设计上实现了轻量化。在医学方面,为了避免植入物的质量过大,通常采用增材制造技术打印多孔合金,但是孔隙度和刚度一般很难同时满足,Xiao等[42]采用SLM技术对钛合金进行拓扑优化处理,实验计算结果表明,优化后支架的有效弹性模量比优化前的高13%,并且支架的弹性模量和孔隙度更加接近人体的骨骼组织,这就为增材制造轻量化在医学领域的应用提供了理论支撑,即如何达到孔隙度与刚度的平衡点,是今后增材制造医学研究的主要问题。

图5 增材制造在各领域应用的分配比[43]Fig.5 Distribution of additive manufacturing in various industries[43]
3 增材制造的发展趋势
增材制造技术是一个新时代的新兴技术,足以引导第三次工业革命,针对国内外增材制造技术的研究现状,笔者预测其发展前景可以归纳为以下几点:
(1)未来,增材制造技术将面向5个“任何”持续发展。即任何领域,任何场所,任何材料,打印出任何形状、任何数量的轻量化产品[44]。例如,将太空“空间站”变为“制造工厂”,通过运载火箭“快递”原材料、增材制造设备和机器人到其他星球,首先实现增材制造设备的自我复制,同时实现基地的打印建造,为外星移民提供条件。
(2)增材制造技术的应用将推动高品质钛粉的不断创新。未来钛粉在航空航天及汽车等领域发展潜力巨大,钛的粉末成型技术将走向个性化、精密化、大型化和轻量化[45]。受技术提高的影响,打印机的成本和价格将大幅降低,使得民用级别增材制造打印机成为现实。
(3)科技创新。为新合金材料的研究提供科研平台,加速中国制造,基于技术革新实现轻量化,从而使得航空航天用构件的制造成本大大降低[46]。探究“3D打印+传统制造”的新模式。采取创新的的方法,加大研究力度,不断进行改进与更新;使两种制造方式并存、互补。
(4)各种新型材料的使用。比如纳米材料、复合材料、金属粉末、新型高聚合材质等,可以打印出更多类型的实体零件[47]。速度、效率突飞猛进且更加环保和轻量化,使得航空航天及汽车损耗件的快速修复变为可能[48]。
(5)建立航空航天及汽车等方面的增材制造轻量化国家标准,让增材制造产业市场规范化运行[49]。
4 结 语
增材制造已成为当今制造工业领域的研究重点,能够快速实现数字模型实体制造。通过增材制造技术生产的产品,具有良好的使用性能和力学性能。增材制造技术作为一种快速成型技术得到了快速发展,对推动全球航空航天及汽车等工业等领域的发展起到了重要作用。但在目前,增材制造技术的发展仍面临诸多挑战,就增材制造设备来说,打印设备的成型仓大小限制了成品的尺寸;且原材料成本过高,解决不了目前市场行业内20%~30%的物品需求。还有诸如信息安全、质量保证、知识产权等问题都需要不断改进。随着增材制造技术的日趋成熟和材料的扩充,增材制造技术有望成为21世纪的标杆技术之一。此外,增材制造应与先进能源技术相结合,开发出更加节能环保的产品。
猜你喜欢
军工文化(2022年7期)2022-08-24
机械工业标准化与质量(2022年3期)2022-08-12
北京航空航天大学学报(2022年6期)2022-07-02
石材(2022年4期)2022-06-15
航天制造技术(2022年2期)2022-05-16
航空发动机(2020年3期)2020-07-24
活力(2019年17期)2019-11-26
表面工程与再制造(2019年1期)2019-05-11
航天制造技术(2016年6期)2016-05-09
百科探秘·航空航天(2015年11期)2015-11-07