高温服役对HP40Nb炉管焊接接头组织及性能的影响
2020-03-23 04:09李松林曹逻炜韩志远程方杰
中国材料进展 2020年2期
李松林,曹逻炜,韩志远,程方杰,3
(1.天津大学材料科学与工程学院,天津 300350)(2.中国特种设备检测研究院,北京100029)(3.天津市现代连接技术重点实验室,天津 300350)
1 前 言
随着国家环保要求的不断提高,制氢工艺被广泛运用于石化行业中。石化行业制氢装置主要是用轻质烃类在高温、高压和催化条件下与水蒸气发生反应,最终生成H2和CO2的生产装置。制氢转化炉是制氢装置的核心设备,而炉管则是这些设备的心脏[1]。通常制氢转化炉炉管的工作压力为0.5~4.0 MPa,工作温度会达到850~1000 ℃,设计使用寿命10年,严苛的服役环境要求炉管材料具有良好的高温性能。奥氏体耐热钢在石化工业领域的使用与发展对推动行业进步有着巨大作用[2]。目前应用广泛的HP40Nb钢炉管为离心铸造奥氏体耐热钢,其在高温高压的服役环境下组织和性能会逐渐劣化,劣化达到一定程度后最终会导致炉管失效。孙长海等[3]对发生破裂的HP40Nb钢制氢转化炉炉管断口附近区域进行失效分析,认为是超温导致了炉管蠕变失效;姜勇等[4]对服役10 000 h的HP-Nb制氢转化炉炉管不同管段的损伤情况及剩余寿命进行了研究,认为炉管不同位置的损伤情况差异明显,只需更换损伤较严重的中下段管段即可实现快速维修。诸多学者在高温服役炉管的失效机理及剩余寿命预测方面进行了大量研究并取得了显著成果。然而,由于制氢转化炉炉管一般由数段管段通过TIG焊手工填丝的方法连接而成,存在较多的焊接接头,关于高温服役对焊接接头的影响方面,相关报道还很少。本文以一段正常服役了7年左右的HP40Nb炉管的焊接接头为研究对象,对其不同区域的组织与性能进行了测试与分析研究。
2 试 验
试验材料为某石化企业检修期间更换的一段800~900 ℃工况温度下服役7年左右的Φ139 mm×15 mm离心铸造HP40Nb炉管,其铸态化学成分和力学性能见表1和表2。从环焊缝位置取金相试样,对金相试样进行研磨抛光后,使用Glyceregia试剂进行腐蚀,采用金相显微镜(OLYMPUS GX51)、扫描电子显微镜(JEOL-7800)对焊接接头微观组织及析出相的形态和分布进行观察。从炉管环焊缝焊接接头及母材区分别切取如图1所示的拉伸试样,在万能试验机(MTS E45.105)上进行常温拉伸试验,其中接头拉伸试样的焊缝区位于试样平行段中部。采用维氏硬度仪(SVD-432TS)对炉管焊接接头进行硬度测试,具体测试位置如图2 所示,载荷为5 kg,加载时间为15 s。冲击试验采用标准夏比V型冲击试样,利用冲击能量为300 J的摆锤冲击试验机(ZBC2752-ED)分别进行焊缝区、母材区的冲击试验。冲击试验结束后,利用扫描电子显微镜(SEM)对冲击断口进行观察。

表1 炉管材料的化学成分

表2 炉管材料的力学性能
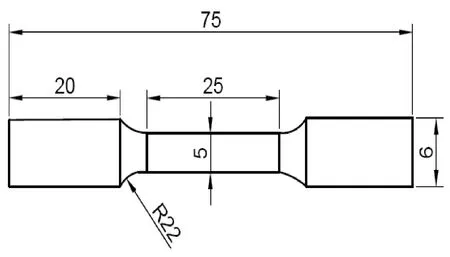
图1 拉伸试样(mm)Fig.1 Tensile specimen (mm)
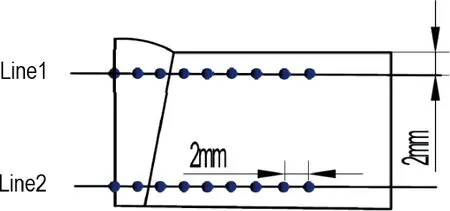
图2 硬度测试位置示意图Fig.2 Diagram of hardness test position
3 结果与讨论
3.1 微观组织特征分析
长期高温服役后炉管焊接接头各部位的金相组织光学显微照片如图3所示。在图3a的低倍照片中观察到焊缝区(WZ)与母材区(BM)晶粒尺寸及形态差异明显,母材区的晶粒粗大,而焊缝区晶粒较细小;热影响区(HAZ)非常狭窄,而且组织特征与文献[5]相比已发生明显变化。从图3b高倍金相组织照片中可以发现,母材区的析出物在晶界上呈粗大的网链状形态,而晶内析出物表现为较细小的点状或粒状,数量较多。图3c中靠近焊缝区的狭小区域为原焊接热影响区,因试验材料已于高温服役较长时间,此区域析出物多为分散的岛状、块状结构。图3d中焊缝区焊缝中心晶粒细小,析出物基本位于晶界上,表现为不连续的网链状形态,与母材区存在明显差别,熔敷金属的奥氏体晶粒内几乎没有析出物出现。
由于离心铸造生产工艺引起的非平衡凝固过程,导致HP40Nb钢炉管的原始组织由单一的奥氏体组织转变为过饱和奥氏体与共晶碳化物,其中骨架状碳化物分布于晶界上,较细小的碳化物弥散分布在晶粒内[6]。服役过程中逐渐析出的碳化物不断地聚集、粗化,形成粗大的晶界碳化物,这一点在母材区尤为明显,甚至大部分均已连接形成较长的网链状,晶内弥散析出的碳化物形成颗粒状并向晶界聚集,这些组织特征的改变会引起炉管耐蚀性能与抗蠕变性能的下降。与母材相比,焊缝区晶粒更为细小,经过同样的高温服役后,晶粒内析出物数量比母材区明显要少,说明焊缝区的组织劣化程度要低于母材本身。
相关文献指出[7, 8]:在高温服役的过程中,一般与碳化物相关的转变有以下两种:一是发生在晶界的富铬相及富铌相的产生;二是发生在晶内的碳化物析出与长大。图4a是母材区背散射电子(BSE)成像照片,使用扫描电子显微镜配备的EDAX能谱仪对焊接接头的析出相成分进行分析,结果如表3所示。可以看出该区域存在两种不同的析出相,结合能谱分析结果可知,母材区A点位置(深颜色部分)铬元素含量极高,以富铬相M23C6为主,晶界上形成大量的富铬碳化物会对材料的韧性产生不利影响;B点(白亮颜色部分)镍、铌、硅含量较高,根据元素含量推测应该是在高温下由碳化铌转变析出的G相。与颗粒状的碳化铌相比,G相对位错的钉扎作用小,同时G 相的出现还会降低炉管材料室温塑性和高温性能[9];而C点因为碳化物的析出与长大消耗了大量铬元素而导致铬元素含量降低,但其元素种类及含量与材料名义成分基本接近,为奥氏体基体相,与文献[10, 11]一致。图4b给出了焊缝中心熔敷金属中各相的形貌和分布的BSE成像照片,可以发现熔敷金属中的析出物种类与母材基本一致,但尺寸和数量明显更少。
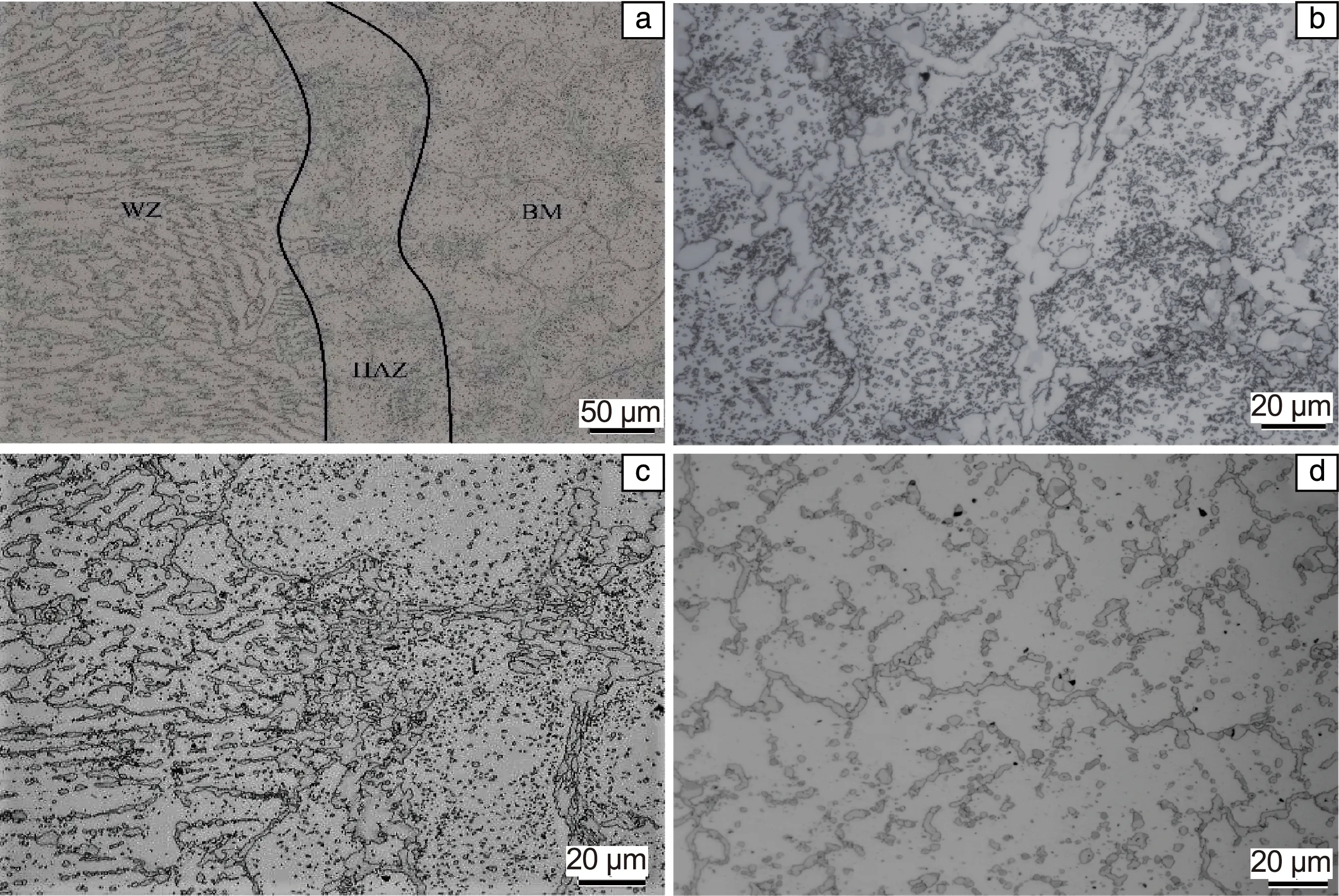
图3 炉管焊接接头微观组织(OM)照片:(a)焊接接头,(b)母材,(c)热影响区,(d)焊缝中心Fig.3 Optical microstructure of furnace tube welded joints: (a) welded joints, (b) base metal, (c) heat affected zone, (d) weld center
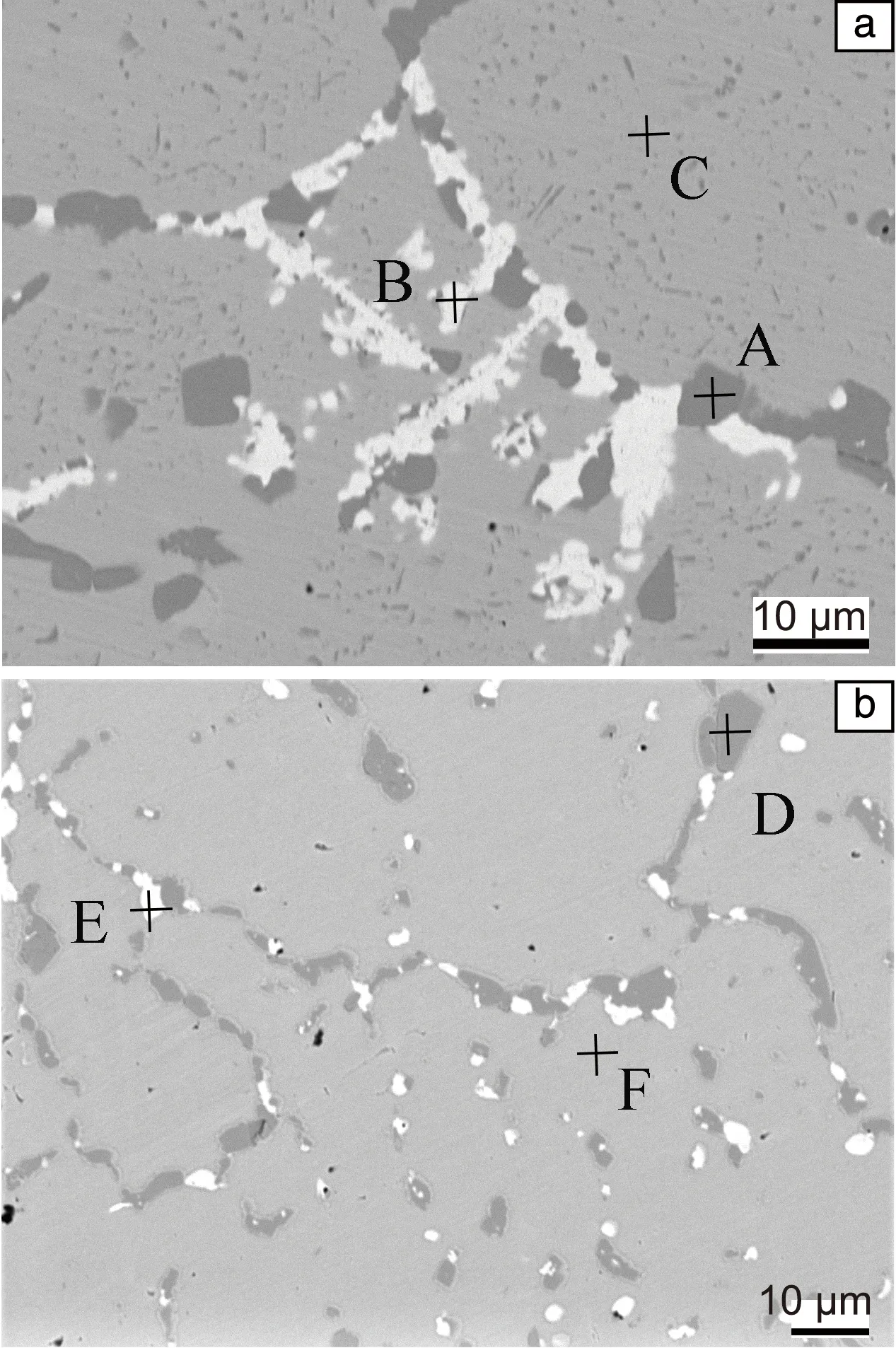
图4 炉管焊接接头不同区域的BSE成像照片:(a)母材,(b)焊缝中心Fig.4 Image of different areas in the furnace tube welded joints(BSE): (a) base metal, (b) weld center

PointCCrNiFeNbSiPossiblephaseA5.279.15.010.20.20.3M23C6B1.63.545.85.333.010.8GC1.220.735.640.60.31.6Austenite D5.780.85.18.00.30.1M23C6E1.12.849.74.929.711.8GF1.122.037.338.20.31.1Austenite
3.2 力学性能测试
对母材试样和接头试样分别在室温下进行拉伸试验,得到应力应变曲线如图5。可以发现,两种试样都在很小的应变下即发生断裂,没有产生“颈缩”现象。接头试样断裂在母材部分(如图6所示),根据拉伸试验结果可知,在长期高温服役发生劣化的炉管焊接接头中焊缝区强度仍高于母材区。从表4室温拉伸试验数据可以发现,服役后炉管焊接接头整体的抗拉强度指标较之标准值下降极少,而塑性指标下降到几乎为零,塑性的大幅降低使服役环境下炉管由脆性断裂引发失效的几率急剧上升。
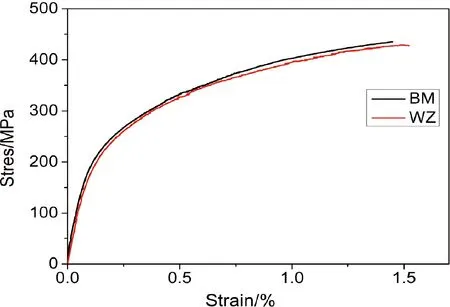
图5 母材和接头试样室温拉伸试验应力应变曲线图Fig.5 Tensile test stress strain curves of BM and WZ specimen
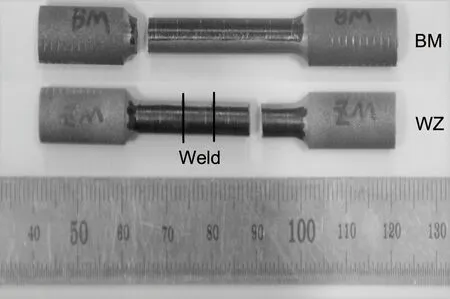
图6 焊接接头拉伸试样断裂位置Fig.6 Fracture position of tensile specimen of welded joint

SpecimenRp0.2/MPaRm/MPaA/%BM2874351WZ2854291
对炉管焊接接头的硬度测试得到的硬度分布曲线如图7,测试位置从焊缝中心依次经过焊缝熔敷金属、热影响区、母材区,硬度值总体呈下降趋势,但整体波动范围在30 HV左右,并未出现明显的软化或硬化现象。焊缝区硬度平均值在环焊缝焊接接头中最高,虽然焊缝区在高温服役过程中同样会不可避免地发生材质劣化,然而此区域的细小晶粒并没有提供给碳化物很多聚集长大的空间,因此其硬度仍高于母材区。母材区的平均硬度(183 HV)较之新炉管材料硬度(220~250 HV)[12]有明显下降,文献[12]表明,HP40材料的硬度值与晶内二次碳化物的平均半径之间存在着线性关系,碳化物越粗化,则其弥散强化作用越弱,材料硬度越低。
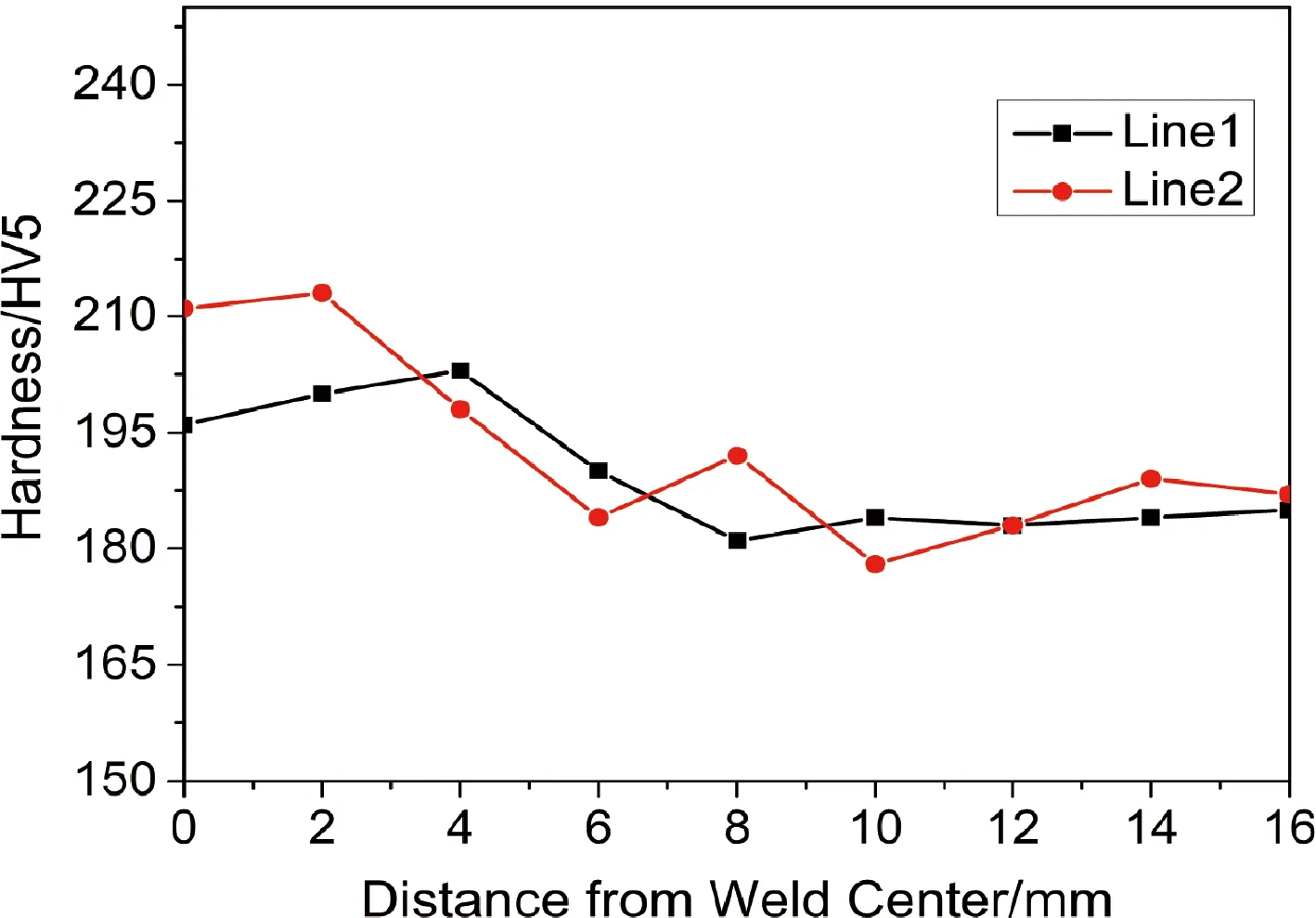
图7 炉管焊接接头的硬度分布曲线,取样位置Line1和Line2如图2Fig.7 Hardness distribution curve of the welded joint in fig.2
经过7年左右的高温服役后,HP40Nb钢炉管材料的韧性已经发生严重劣化,不同试样(热影响区范围狭小,未能取样测试)的冲击吸收功如表5,焊缝区及母材区的冲击吸收功均极低,与相关研究[13]一致,说明在冲击试验过程中,裂纹的形成与扩展仅仅消耗了极少的能量,基本没有明显的变形即发生断裂。观察断口的微观形貌(图8),冲击断口呈现脆性断裂特征,焊缝区的断口可以清晰看到柱状晶结构,断裂沿柱状晶间的薄弱位置发生;母材区由于碳化物的大量析出带来的晶界弱化作用,最终也发生沿晶断裂。

表5 冲击韧性试验结果
对冲击断口析出相成分进行分析,结果如表6所示。母材冲击试样在断裂发生部位的边缘位置(H点)铬元素含量极高,而断裂发生部位的底部(I点)虽然同样发生铬元素的富集,但成分变化程度较小;焊缝区高温服役后的冲击断裂也发生在铬元素含量增加的位置(G点)。
结合断口形貌和能谱结果可以发现,高温服役劣化炉管焊接接头发生断裂的晶界处均有不同程度的铬元素富集,表明晶界处生成了富铬相。而断裂发生在晶界的原因是:在服役过程中高温引起过饱和的碳元素从基体中析出与铬元素结合,生成的碳化物在晶界析出,这些碳化物使晶界粗化,材料变脆[14]。
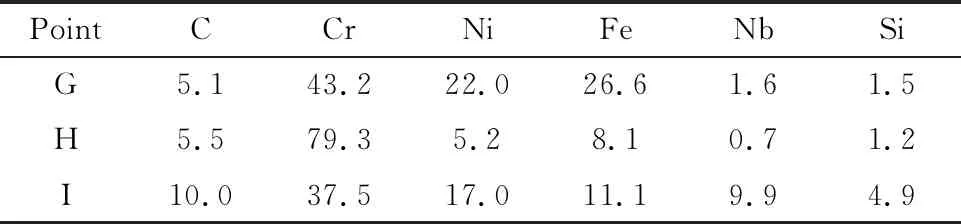
表6 冲击断口EDS分析结果
4 结 论
通过高温服役后HP40Nb炉管的焊接接头组织与性能的试验研究结果,可知焊缝区熔敷金属的组织劣化与性能降低在焊接接头中处于较低水平,主要结论如下:
(1)制氢转化炉炉管HP40Nb钢焊接接头在高温环境下经过较长时间服役后出现大量析出相,析出物以富铬相及G相为主,其形态及分布情况如下:母材区晶界析出物呈现粗大网链状形态,晶内粒状碳化物数量巨大且向晶界聚集,劣化程度较高;焊缝区晶界析出物基本为不连续的网链状,且尺寸较小,奥氏体晶内基本没有析出物,劣化程度低。

图8 冲击试样断口形貌SEM照片:(a, b)焊缝冲击试样断口;(c, d)母材冲击试样断口Fig.8 SEM images of the fracture morphology of impact specimen: (a, b) weld impact specimen, (c, d) base metal impact specimen
(2)碳化物的大量析出使HP40Nb炉管焊接接头材质发生脆化,延伸率降低至1%,塑性基本丧失;抗拉强度仅比标准值略低,可以认为高温服役对强度影响较小,材料强度仍满足使用要求;韧性指标下降至极低水平,难以承受冲击载荷作用。
(3)处于此状态的炉管仍可服役一段时间,但在日常操作中需要加强实时在线监测。
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
设备管理与维修(2022年15期)2022-08-28
设备管理与维修(2022年14期)2022-08-24
金属热处理(2022年7期)2022-07-26
石油和化工设备(2022年3期)2022-07-13
节能与环保(2022年3期)2022-04-26
中国设备工程(2020年7期)2020-06-28
中国海洋大学学报(自然科学版)(2019年11期)2019-10-12
模具制造(2019年3期)2019-06-06
中国水利水电科学研究院学报(2017年4期)2017-10-11