
螺旋埋弧焊管成型辊痕的原因分析及控制
2020-02-24 04:10任国庆
焊管 2020年12期
王 军, 任国庆, 陈 松, 张 涛
(华油钢管有限公司 扬州分公司, 江苏 扬州225000)
随着油气管道对接施工技术的进步与完善,自动对焊和自动超声检测技术的应用成为发展趋势。 管道环焊缝自动超声波检测(AUT) 方法对钢管的几何轮廓和表面质量提出了更高的要求,例如常见的螺旋埋弧焊管外圆辊痕缺欠会影响环焊缝验收时的AUT 检测评判。 因此, 为适应新的管道对接施工要求, 必须严格控制螺旋埋弧焊管辊痕深度。
螺旋埋弧焊管成型通常采用三辊弯板外包式成型器[1], 钢带进入成型器后以特定的成型角扭转前进, 钢带自由边扭转一周后与钢带递送边咬合形成了螺旋管坯。 由于三辊弯板成型器中的1#、3#成型辊的特定空间位置和成型转角, 辊子与管坯的接触区在辊子旋转中心线方向会产生不同程度的 “位置差”, 这是螺旋埋弧焊管产生辊痕的根本原因。 在螺旋埋弧焊管管坯成型过程中, 1#辊、 2#辊、 3#辊承受最主要成型力, 其余4#~8#成型辊仅辅助引导管坯成型, 对管坯施加的力较轻微, 仅产生辊印, 而不会产生辊痕, 因此本研究仅对1#辊、 3#辊产生的辊痕进行讨论分析。 目前降低螺旋埋弧焊管辊痕的有效方法是采用带锥度的成型辊, 但如何确定辊子锥度仍然需要进一步研究。 本研究利用三维软件建立了螺旋成型器1#、 3#成型辊的设备模型和成型角44°~80°、 管径508~1 422 mm的若干螺旋埋弧焊管管坯模型, 直观地观察了螺旋埋弧焊管成型过程中辊痕产生的原因, 通过不同锥度的成型辊对比, 得出了不同成型角度螺旋埋弧焊管适用的最佳成型辊锥度。
1 螺旋埋弧焊管辊痕形成原因
三辊弯板成型器的1#和3#成型辊分布于钢带下方、 管坯外部的5 点和7 点钟位置, 2#弯板辊置于管坯内部6 点钟位置 (如图1 所示)。 在设置1#、 3#成型辊的成型参数时, 为避免1#、 3#成型辊的辊架承受弯矩而破坏失效, 通常通过调节1#和3#辊的开档距离和包角使辊子中心与弧形座中心以及管坯中心三点位于同一平面上, 即1#辊、 3#辊的成型辊中心支撑面必须经过管坯轮廓的中心线[2-4]。
由于设备结构特性, 成型辊沿着与钢管轴线平行的方向串列排列, 而螺旋埋弧焊管轴线方向与钢带行进方向必然存在夹角, 这个夹角的锐角即为螺旋埋弧焊管的成型角β; 为引导钢带进入成型器形成较好的螺旋管坯, 各空间位置的成型辊必须与钢带行进方向一致, 因此1#、 3#成型辊以辊架中心在弧形座上相对钢管轴线方向旋转外辊角α外[5]。 然而随着成型辊围绕辊架中心旋转, 钢带/管坯与每个成型平辊接触区域从辊子横截面上的外圆轮廓线逐渐转为辊子标高较高一侧的“棱角区” 与钢带/管坯接触, 此时管坯的接触-受力区在辊子旋转中心线方向上 (即钢带-辊子承载支撑面方向)将产生不同程度的 “位置差” Δh (如图2 所示)。 由于成型辊辊子的表面硬度远高于钢带的硬度, 致使在成型载荷作用下成型辊压入钢带/管坯, 且压入深度深浅不一, 这是导致管坯经过1#、 3#成型辊后产生辊痕的初步原因。这里需要指出的是, 1#、 3#成型辊的旋转角度α外与螺旋埋弧焊管的成型角呈余角关系, 即钢管成型角越小, 成型辊旋转的角度就越大,造成这种 “位置差” Δh 就越大, 反之亦然。生产实践中使用相同的成型辊, 生产相同规格、 材质、 壁厚的螺旋埋弧焊管时, 成型角越小 (即1#、 3#成型辊转外辊角越大) 的钢管辊痕越明显的现象验证了这一点。
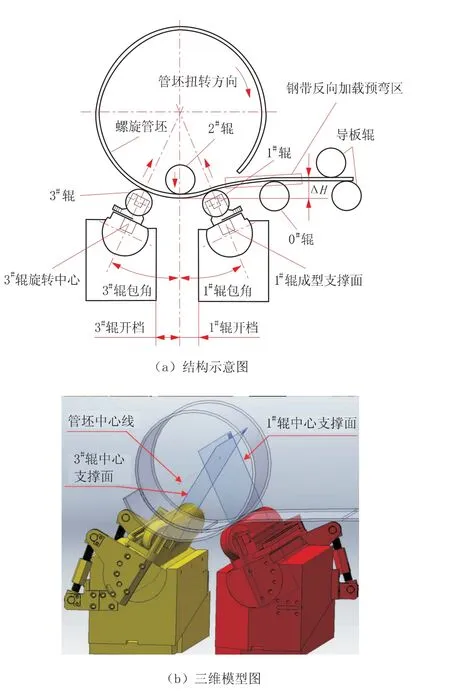
图1 常见的螺旋埋弧焊管三辊弯板成型器中1#、3#成型辊的位置和结构示意图

图2 成型辊旋转α外后辊面与钢带接触区域在辊子旋转中心线方向上产生的位置差Δh 示意图及三维模型图
其次, 为了通过利用包辛格效应降低螺旋埋弧焊管成型后的残余应力[6], 以便更好地控制钢管轮廓精度; 常见的三辊弯板式成型器成型过程中, 钢带进入成型器前会通过导板辊、 0#辊、 2#辊进行反向预弯。 为实现钢带成型前的反向预弯, 0#辊顶部标高即钢带底面标高和管坯标高存在着一定的标高差值ΔH (图1), 以便使0#辊与1#辊之间的钢带获得与管坯相反的弯曲方向;但是这同时使得钢带进入1#辊的临近切入点相比管坯理论轮廓与1#辊的切点迁移了ΔL, 即钢带与1#辊的包覆区域更远离管坯中心, 更偏向钢带来料方向 (如图3 所示); 切入点的迁移还使1#辊与管坯/钢带的接触区域相对扩大; 结合前文中1#成型辊因旋转α外引起的管坯与辊子接触区域在辊子旋转中心线方向上产生不同程度的“位置差” Δh, 钢带与1#辊接触区偏向钢带来料方向增大了这种 “位置差” Δh 的绝对值, 引起的后果是1#辊对管坯造成的辊痕深度明显超过3#辊造成的辊痕, 实际生产结果也验证了这一点(如图4 所示)。

图3 反向预弯使得钢带与1#辊的临近切入点迁移示意图

图4 成型角为69°31′的某项目螺旋埋弧焊管管坯产生的辊痕对比照片
2 减轻螺旋埋弧焊管辊痕的措施
为有效降低螺旋埋弧焊管成型过程中产生的辊痕深度, 生产实践中根据螺旋焊管成型角大小,采用外圆面呈特定锥度的成型辊降低辊痕深度[7],尤其是1#成型辊。 其原理为利用锥形成型辊横截面两侧在管坯-成型辊受力面方向的标高差抵消前文中提到的管坯与辊子接触区的 “位置差”Δh, 即有意降低辊子原本位置较高一侧的“棱角区” 在受力方向的高度, 使辊子外圆轮廓线两侧受力更均匀; 值得注意的是, 锥形成型辊外圆面的圆角要适当增大, 防止圆角与锥形面相切段过渡不良引起新的辊痕。 平成型辊和锥形成型辊的外形结构对比如图5 所示。

图5 平成型辊和锥形成型辊剖面示意图
实际生产中为了便于定制的锥形辊子加工和标记取用, 辊子外圆面一侧的定位直径D的尺寸通常以某个整数给定, 选用各锥度对应的锥形辊外圆定位尺寸间的关系见表1。 需要注意的是, 由于1#、 3#成型辊在使用锥形辊子降低辊痕时, 辊子的安装方位是相反的: 即1#辊辊子外圆面定位直径较小的一侧应位于按照钢带前进方向的左侧, 而3#辊辊子外圆面定位直径较小的一侧应位于按照钢带前进方向的右侧。

表1 锥形成型辊外形定位尺寸对应的辊子外圆面锥度
3 成型辊锥度与钢管成型角的关系
一直以来, 业内虽然有使用锥形成型辊降低螺旋埋弧焊管辊痕的做法, 但辊子锥度与螺旋埋弧焊管的成型角存在怎样的关系尚有待探讨。 本研究使用solidworks 软件建立了三辊弯板式成型机中的1#、 3#成型辊设备和多种成型角螺旋管坯的立体模型, 模拟螺旋埋弧焊管材质、 管径、 壁厚相同, 变量仅为成型辊辊子外圆面锥度和钢管成型角 (即1#、 3#成型辊旋转角亦为变量) 情况下的辊痕情况。 借助软件的透视功能, 可较为直观地比对出不同成型角钢管对应的最佳成型辊外圆面锥度。 图6 等视角显示了使用该软件模拟成型角为46°的某规格钢管 (1#、 3#成型辊旋转角约44°), 在成型辊辊子外圆面锥度从0°~4.151°, 锥角等差变化约0.46°时, 1#成型辊对管坯的“压入” 情况, 并据此直观地观察到1#成型辊对管坯产生的辊痕范围大小和辊痕深浅。
由图6 可观察到, 成型辊为平辊时, 辊子外圆标高较高一侧的“棱角区” 对管坯的压入弧长和深度最大 (图6 (a) 中辊子与管坯接触区深红色区域), 即此状态下管坯产生的辊痕将最为明显; 随着辊子外圆面锥度增大, 辊子两侧对管坯的压入弧长和深度差逐渐减少, 辊面锥度在2.31°~2.78°时这种差异逐渐归零, 即此状态下管坯与辊子外圆/锥面均匀接触, 辊痕趋于最小;而随着辊子外圆面锥度继续增大, 辊子外圆标高较低一侧的棱角开始先“压入” 管坯, 这意味着管坯在辊子外圆面较低一侧又产生了辊痕。 由此可见, 特定的成型辊外圆面锥度仅适应特定范围内成型角(对应特定的成型辊旋转角α外) 的螺旋埋弧焊管。

图6 成型角为46°的螺旋埋弧焊管使用不同锥度成型辊产生的辊痕轮廓面积和深度模拟对比图
需要指出的是, 上述模拟结果是以管坯的标高恒定、 且管坯与1#、 3#成型辊的相对位置固定的情况下进行的; 而46°成型角已接近常见螺旋钢管在综合考虑制造经济性和管型轮廓质量因素时的最小成型角度[8], 因此, 该结果可显示常见螺旋埋弧焊管产生的最大辊痕情况。 笔者据此按相同的方法模拟了成型角44°~80°多个规格的螺旋埋弧焊管, 在1#成型辊和3#成型辊外圆面锥度按表1 渐变过程中辊子对管坯的压入区域, 通过对比这些压入区域的面积大小和深浅, 得出了不同成型角的螺旋埋弧焊管辊痕最浅时分别对应的1#成型辊和3#成型辊辊子外圆面锥度, 对比结果见表2。

表2 不同成型角的螺旋埋弧焊管辊痕最浅时对应的1#、3#成型辊外圆面锥度
4 总 结
(1) 本研究提出一种使用三维软件直观地观察比较各种成型角度下螺旋埋弧焊管管坯辊痕大小的方法: 即建立螺旋埋弧焊管三辊弯板成型器中1#、 3#成型辊和多种成型角的螺旋管坯的三维模型[9], 根据不同管径、 不同成型角设定1#、 3#成型辊的开档、 包角和旋转角, 在螺旋管坯模型和1#、 3#成型辊标高固定的情况下, 通过改变成型辊辊子外圆面锥度以模拟螺旋埋弧焊管成型状态; 借助软件的透视和干涉检查功能, 在相同视角下对比观察了不同外圆面锥度的1#、 3#成型辊 “压入” 管坯产生的辊痕情况。
(2) 经过交叉对比发现, 辊痕深浅与钢管成型角密切相关; 同等变量条件下成型角越小, 造成的辊痕越深, 且同等变量条件下1#辊产生的辊痕深度和面积大于3#辊产生的辊痕。 这是因为成型器入口处反变形的钢带引起了钢带与1#辊的临近切入点向近似钢带来料方向的迁移。
(3) 通过对比得出了不同成型角的螺旋埋弧焊管辊痕最浅时对应的1#、 3#成型辊外圆面锥度。
(4) 本研究的局限性在于模拟过程中所用的1#、 3#成型辊的尺寸参数、 钢带底面标高和管坯标高差值ΔH 大小、 钢带与1#辊临近切入点的迁移量大小等因素均会影响辊痕模拟结果, 因此对于不同成型角螺旋埋弧焊管辊痕最浅时对应的辊子外圆面锥度的精确性和通用性有待进一步验证。
猜你喜欢
科学技术创新(2022年26期)2022-09-26
轮胎工业(2022年7期)2022-07-20
汽车实用技术(2022年12期)2022-07-05
铁道车辆(2021年6期)2022-01-11
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
中国金属通报(2020年12期)2021-01-05
中国新技术新产品(2020年5期)2020-05-06
建材发展导向(2019年11期)2019-08-24
新商务周刊(2019年12期)2019-08-08
汽车实用技术(2018年13期)2018-07-26
