多股螺旋弹簧加工参数优化方法研究
2020-02-18 03:21易力力杨文翰王时龙
兵工学报 2020年1期
易力力,杨文翰,王时龙
(重庆大学 机械传动国家重点实验室, 重庆 400044)
0 引言
多股螺旋弹簧(简称多股簧)是由多根钢丝绕成钢索并卷制而成的圆柱型螺旋弹簧,其非线性刚度及阻尼特性使其较普通单股螺旋弹簧(简称单股簧)有更好的强度及吸振、减振效果,常用于航空发动机、自动武器和振动设备等产品的复位零件[1-3]。自西班牙内战在俄罗斯机关枪中首次发现由3股钢丝绞合而成的多股簧后[4],由于多股簧比普通单股簧具有更长的疲劳寿命,且战斗中即使有少量钢丝断裂仍能持续工作,作为自动武器复进弹簧得到了更广泛的使用,如MP38/40 ERMA 9mm冲锋枪、MG42通用机枪、SIG Sauer P225自动手枪等现代轻武器和全自动高炮中都可见到多股复进簧。因多股簧单根簧丝上承受的载荷较小,相当于多个单股簧并联工作,其储能、击发时间等性能指标都大大优于单股簧[5],多股簧在自动武器中还常用作击锤簧、击发簧。在一些特定场合,受材料、结构等因素的制约,普通单股簧无法满足设计的需要,因此,多股簧在汽车、飞机等民用领域的应用也越来越广泛[6]。
王时龙等研制的高精度多股簧数控加工机床能满足具有任意节距、拧索螺距(简称索距)多股簧的加工要求[7-9],通过钢丝张力闭环控制系统[10-11]提升多股簧加工合格率到90%以上。萧红等[12]给出了多股簧加载过程中弹簧和钢丝应力应变特性的Abaqus有限元仿真分析,为多股簧的生产加工和性能实验提供了有效的指导。Zhao等[13]、丁传俊等[14]针对多股簧非线性动态响应模型参数研究了识别方法及相关算法。但由于多股簧结构复杂、参数多,在绕制过程中存在回弹现象,且径向和轴向回弹量各不相同,影响了多股簧的成形尺寸和力学特性,因而其设计制造过程相当复杂。且多股簧索距、芯轴直径、弹簧螺距和张力等加工参数对多股簧成品质量的耦合作用机理还不够清晰,加工工艺参数主要依靠工人的经验和实验试错法,难以稳定地达到多股簧的性能指标。因此通过实验法获取多股簧加工参数的方法步骤有待研究优化。
实验设计(DoE)方法是对实验方案进行优化设计和对实验结果进行系统分析的一种方法,此方法以概率论和数理统计为理论基础,可以降低实验次数、提高实验精度[15]。本文利用图1所示高精度多股簧数控加工机床及配套控制软件,以迪拜某公司生产的空压机钻杆复位多股簧为例,通过DoE方法,系统研究了芯轴直径、弹簧螺距和张力对多股簧外径和自由高的影响,并得到了优化的工艺参数。

图1 高精度多股簧数控加工机床
1 实验条件
空压机钻杆复位多股簧图纸如图2所示,其设计参数如表1所示。多股簧钢丝材料为T9A弹簧钢,多股簧加工后要求立定处理两次,每次2 min,其检验标准为多股簧中心能顺畅地穿过直径17 mm的轴,并整体套入内径为30 mm的套管。图2中P1、P2分别为多股簧在压缩至553 mm和320 mm时需要的恢复力。
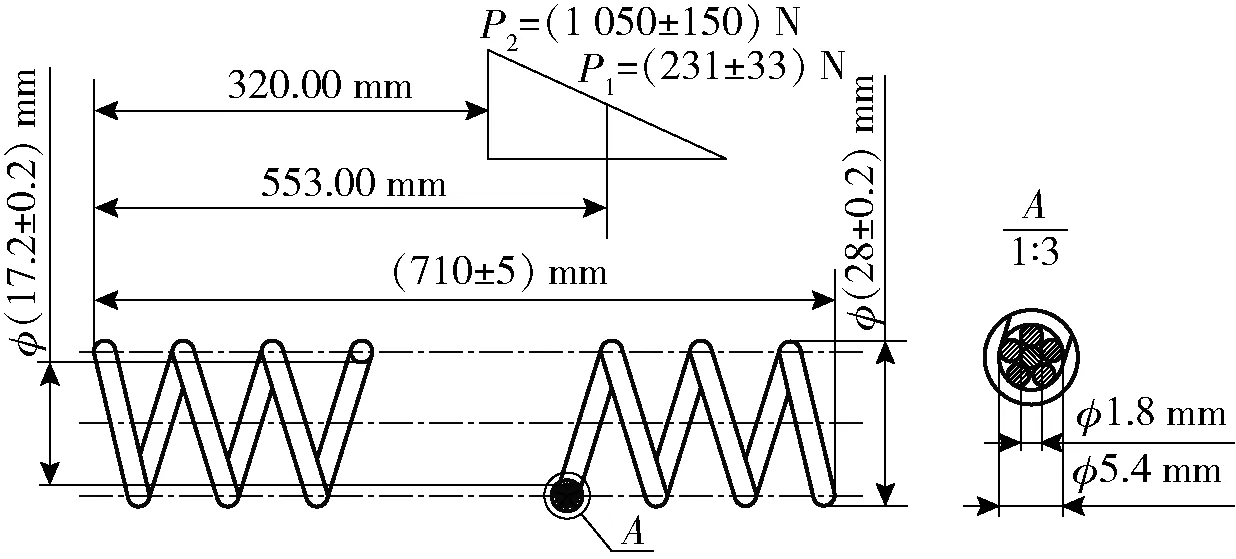
图2 某空压机钻杆复位多股簧设计参数

表1 某型号多股簧设计参数表
注:D为弹簧中径,r为钢丝分布圆半径,n为外层钢丝股数,do为外层钢丝直径,P为弹簧螺距。
在DoE前需要进行理论索距计算、加工索距获取、刚度校核步骤,以获取进一步的加工参数,实验流程如图3所示。
1.1 计算理论索距
多股簧钢丝的索距是外层钢丝螺距在钢索中心曲线上的投影长度,其计算公式[16]为
S=πDrndo·

(1)
将表1数据代入(1)式,计算得到索距S=14.731 3 mm.
1.2 二分查找实验

1.3 多股簧刚度校核
多股簧的刚度通常分为拧紧前“松散的弹簧”和拧紧后“拧紧的弹簧”两个阶段分别进行设计,多股簧的刚度与多股簧索距关系密切,需要校核选取的索距满足多股簧刚度性能要求。
T9A弹簧钢剪切模量为79 000 MPa,钢丝间摩擦系数为0.5.如图4所示,多股簧静态刚度响应曲线可根据 “两状态”应变模型[3,17]迭代计算得到,其中,多股簧在压缩至553 mm和320 mm(即多股簧压缩量为157 mm和390 mm)时需要的恢复力分别为P1=237.42 N、P2=1 057.31 N,均符合图2中P1、P2力学性能要求。由此,选定索距14.5 mm能够满足复位多股簧刚度性能要求。计算过程所选用的参数如表2所示。
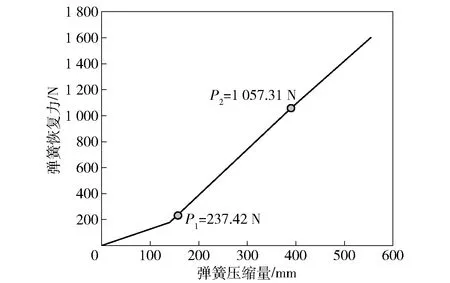
图4 某型号多股簧静态响应

表2 某型号多股簧计算参数表
注:di为内层钢丝直径,μ为摩擦系数,G为剪切模量,H0为弹簧自由高,m为弹簧圈数。
2 实验
2.1 DOE参数选取
多股簧加工完成后采取油热去应力退火的热处理工艺,需要随炉升温至280 ℃,保持2 h后随炉冷却。
多股簧经过压缩到并紧高度数次的稳定化处理(立定处理)后,自由高度将会降低,性能将趋于稳定[18]。实验选取的立定工艺为:穿15 mm芯轴,压缩多股簧至并圈6 min,如果并圈过程中出现并圈不均匀的情况,可使用橡胶锤将未压并的簧圈向固定端敲,以提高直线度。
为了使最终产品达到设计规定的自由高度,在卷簧时的卷制高度除自由高度外还应留有一定的变形余量,这个高度又称为预制高度。由于影响稳定化处理的因素众多,目前还无法准确地计算变形量,因此需要通过实验获得多股簧加工参数,用来指导产品生产。在多股簧加工工艺参数中多股簧芯轴直径Dc、弹簧螺距P和钢丝张力F对多股簧绕制成形过程中塑性变形影响较大[19],选择这3个参数作为优化实验因素,每个参数选取3个水平,设计的参数水平选取如表3所示。
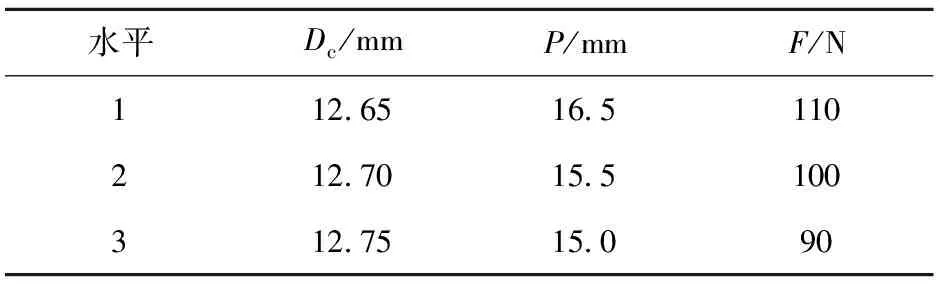
表3 参数水平选取
2.2 实验方案及结果
根据本文选取的优化实验因素和因素水平,设计L9(33)的正交实验,并且按照表3设计的参数进行多股簧绕制,按照技术要求经过热处理和两次立定处理后,使用深圳瑞格尔仪器有限公司生产的RGM-3100试验机,测得P1、P2值及立定处理后外径和37圈自由高,如表4所示,其中P1、P2的测量方式为:分别加载将弹簧压缩到P1、P2高度以下20 mm,再卸载至P1、P2高度,进行载荷测量。如图5所示,加工完成的成品弹簧人工检测37圈自由高在705~715 mm范围,且弹簧内穿外径17 mm检测轴有较小阻尼,可判定为满足技术要求的弹簧。

图5 合格的成品弹簧

表4 正交实验参数及结果
3 分析与讨论
3.1 信噪比计算
信噪比是用来表示需要成分与不需要成分的比值,根据优化目标的不同,信噪比可以分为望大特性信噪比、望小特性信噪比和望目特性信噪比[20]。望目特性是指对于产品的某些评价指标,当它为某一非零有限值时产品质量最好,因此希望其值越接近这个非零有限值越好。在本次实验中,希望成品多股簧立定处理后平均外径为28 mm和37圈自由高为710 mm,因此这里利用望目特性的信噪比来进行优化设计,望目特性信噪比计算公式[21]为
(2)
式中:k为观测样本数,k=1;yi为样本i的取值;y为品质特性目标值。
将正交实验结果代入(2)式,计算得到的立定处理后平均外径和37圈自由高信噪比如表5所示。
3.2 信噪比均值分析
在DoE方法中[22-23],通过均值分析法可以将针对多股簧外径和37圈自由高两个评价指标下的最佳参数组合挑选出来。根据表5中的信噪比数据,通过计算得到如表6所示的信噪比均值分析表。将表6中的数据转化为图6和图7,更直观地反映各工艺参数对多股簧外径和37圈自由高的影响规律。由于信噪比函数是一个减函数,总是在信噪比值为最大时,获得多股簧产品质量最优。由表5可知:当Dc=12.75 mm,P=15.5 mm,F=90 N时,多股簧平均外径最接近28 mm;当Dc=12.75 mm,P=15.5 mm,F=100 N时,多股簧37圈自由高最接近710 mm.
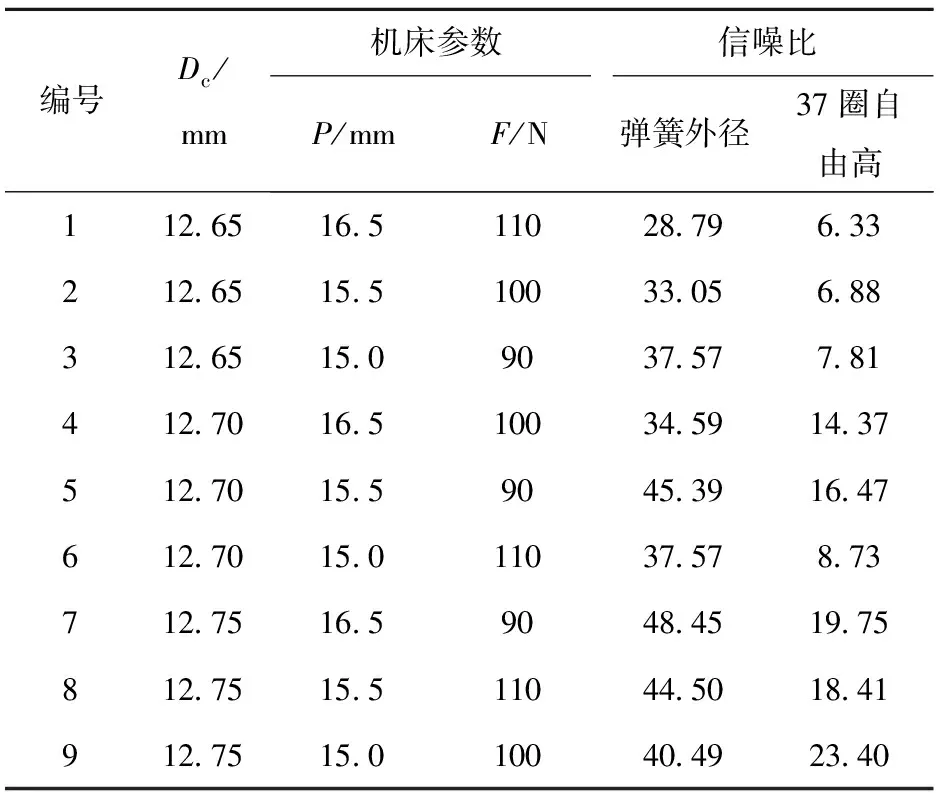
表5 信噪比计算结果
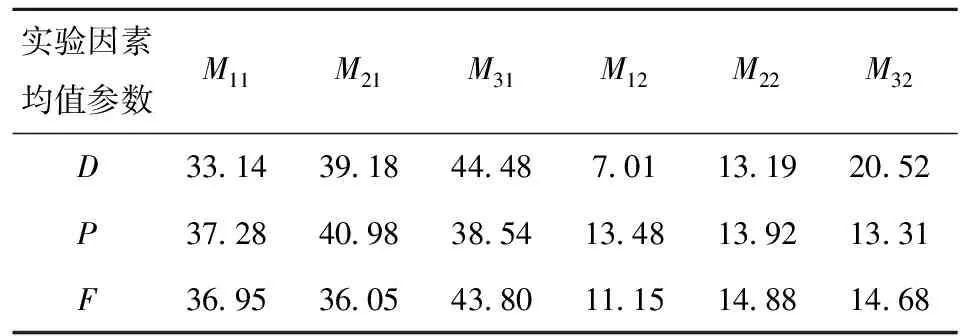
表6 信噪比均值分析表
注:Mi1表示对应的优化实验因素在外径第i个水平下的平均信噪比,Mi2表示对应的优化实验因素在37圈自由高第i个水平下的平均信噪比。
3.3 对比实验分析
芯轴直径12.75 mm有最好的外径和37圈自由高,螺距15.5有最好的外径和37圈自由高,张力90 N有最好的外径和较好的37圈自由高。为了验证DoE方法得到最佳参数组合的合理性,将这个优化的参数进行第10组实验,并与第7组、第9组实验结果对比,对比实验结果如表7所示。
通过对比可以看出,按照DoE方法优化后的参数得到的外径和37圈自由高相较优化前有明显提高。

图6 工艺参数对多股簧外径的影响规律
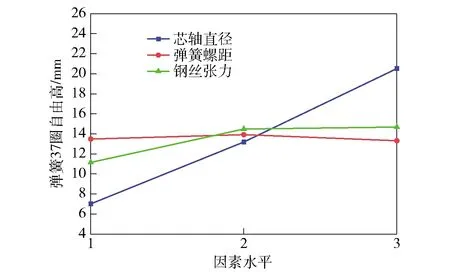
图7 工艺参数对多股簧37圈自由高的影响规律

表7 实验结果对比表
4 结论
本文基于DoE方法优选多股簧加工参数,首先定性地确定了3个工艺参数对多股簧成形质量影响程度,然后结合DoE方法优选工艺参数的具体数值,使得制造的多股簧能够满足设计的要求。该方法绕过多股簧成形弹塑性理论及机理,通过实验数据并结合DoE方法形成多股簧加工参数优选结果,可以减少多股簧制造加工参数获取时间,节约多股簧工艺研究成本,为多股簧在自动武器、汽车、飞机等领域的推广应用提供制造技术的支撑。得出主要结论如下:
1)多股簧芯轴直径和弹簧螺距的增大均导致多股簧37圈自由高度和外径增大,而钢丝张力的增大将导致多股簧37圈自由高度和外径减小。特别地,芯轴直径的变化对多股簧37圈自由高和外径的影响最大,钢丝张力次之,弹簧螺距最小,因此多股簧加工制造时需按照芯轴直径、钢丝张力、弹簧螺距的顺序设计加工参数。
2)后续研究拟从弹塑性理论出发,开展基于成形回弹仿真和机器学习算法的加工参数优选及其耦合作用机理。
猜你喜欢
实用手外科杂志(2022年2期)2022-08-31
航海(2022年4期)2022-08-03
科技与创新(2022年14期)2022-07-26
轮胎工业(2022年4期)2022-07-20
轴承(2022年5期)2022-06-08
恋爱婚姻家庭·养生版(2020年5期)2020-06-28
航空模型(2018年2期)2018-08-07
中国建筑金属结构(2018年4期)2018-05-23
中关村(2009年11期)2009-11-26
中学生数理化·七年级数学人教版(2008年10期)2008-01-21