压力容器焊接智能化关键影响因子探讨
2020-02-06 03:02寿明耀余焕伟诸源余翔
焊接 2020年11期
寿明耀,余焕伟,诸源,余翔
(1.绍兴市市场监督管理局,浙江 绍兴312000;2.绍兴市特种设备检测院,浙江 绍兴 312000)
0 前言
当前,全球制造业正在发生重大变革,欠发达国家在以更低的劳动力成本承接中低端制造,发达国家则推出“再工业化”战略,谋求在技术和产业方面继续领先优势,抢占制造业高端[1]。在此背景下,中国制定了“中国制造2025”战略计划,以信息技术与制造技术融合为特征的智能制造已成为主攻方向,成为中国实现由制造大国向制造强国的转变关键和突破口[2]。绍兴市也在2018年发布了《智能制造三年行动计划(2018-2020年)》,通过新一代信息技术与制造业深度融合,提升核心竞争力。压力容器是许多行业生产过程中的重要设备,与国民经济密切相关,截至2019年底,仅浙江省注册登记的压力容器就达366 775台。压力容器制造过程涉及多个行业和学科,但受产业结构调整、人力成本上升、优秀焊工短缺等因素影响,行业整体竞争力下降严重,如何结合智能制造提升压力容器制造水平和竞争力已成为一个急需解决的行业难题,而作为压力容器制造过程中最重要的焊接步骤的智能化更是必须首先解决的问题。
绍兴是环杭州湾大湾区核心城市,也是医药化工企业的重要聚集地,区域内有40余家压力容器(锅炉)制造企业,其焊接制造水平在全国具有代表性。为准确把握压力容器制造企业的焊接智能化发展需求,文中对绍兴地区压力容器制造企业的焊接技术现状进行了调查研究,结合主成分分析方法对影响焊接智能化的关键因子进行了探讨。
1 智能化焊接应用技术概述
智能制造是一个大系统工程,其关键技术包括人工智能技术、工业机器人技术、物联网技术及整体的信息化技术等。以机器人焊接为代表的自动化焊接技术已在汽车制造行业广泛应用,但传统的机器人焊接属于学习示教型,对于焊接过程环境和装配条件经常变化的则一般不适用,发展智能化焊接技术已是非常必要而迫切[3-4]。近年来,上海交通大学的陈善本等人[5]在机器人焊接智能化方面进行了卓有成效的研究,包括焊接过程的多信息获取、熔透预测、机器视觉导引和焊缝跟踪等。文献[6]中介绍了一种智能化船厂焊接机器人生产线,利用部件识别、视觉定位、机器人焊枪寻位及焊缝跟踪系统解决非批量、非标准化的船体拼装智能化焊接。文献[7]中介绍了唐山松下的iWeld焊接管理系统在高速列车焊接作业环节的智能化闭环控制。文献[8]中介绍了一种基于深度学习的焊接机器人视觉导航模型。文献[9]中介绍了机器视觉和焊接参数自适应控制系统在高速列车铝合金车体和转向架焊接中的焊缝定位和熔透控制应用。文献[10]中利用双椭球热源参数经验公式可以提高了数值模拟的效率和精度,能较好地预测在役CO2气体保护焊的焊接熔池的尺寸。文献[11]中把Taguchi稳健设计与模糊期望函数法相结合并用来进行埋弧焊的多层焊道几何参数优化。文献[12]中采用模糊逻辑方法确定埋弧焊接工艺参数的最优组合。文献[13]中提出了基于热力图的焊点识别网络,根据激光结构光的热力图得到焊点的最终准确位置,可用于自动焊接中的焊缝跟踪。国内外学者在焊接智能化的不同侧面都有所突破,但就焊缝视觉传感技术来说,尚不能完全满足复杂焊接环境、多种焊缝坡口结构时的需求[14],而且在焊接要素之间的信息互联和智能反馈,用信息传感器来替代焊接操作工的感知经验,用多信息融合-智能决策替代人脑综合决策等方面,尚缺乏系统性的解决方案。
2 绍兴地区压力容器制造企业焊接状况调查
对绍兴地区40家压力容器(锅炉)制造企业进行调查,涉及焊工持证情况、使用材料、焊接坡口加工、焊接工装夹具、焊接设备、焊接方法使用比例等16大类因素,按焊接方法细分为52类,提取有效调查问卷样本31份,不完全样本9份。
2.1 焊接直接因素
焊接是一个复杂的物理化学过程,不同焊接方法的焊接效率和适用范围也有较大差异,压力容器本体材料是影响其制造过程的首要因素,对焊接工艺的选择乃至焊接质量都有较大影响,对企业的主要使用材料进行统计分析,如图1所示,Q345R使用范围最广,S30408不锈钢次之,图2反映的是企业所用材料的最大厚度统计情况,过半企业在20~38 mm范围内。
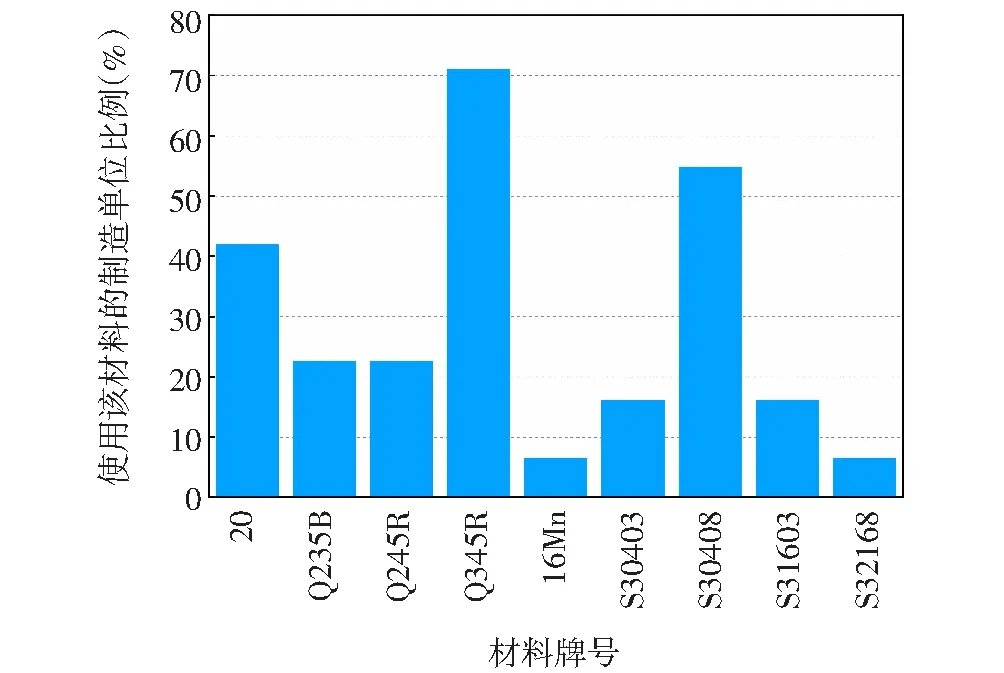
图1 调查企业使用材料牌号统计图
按企业为单位,对焊接方法的应用比例和持特种设备焊接作业人员证的焊工比例进行统计,如图3和图4所示,焊接方法比例最高的为SMAW,MAG/MIG最低,焊工比例最高的为SMAW,PAW最低。SMAW设备简单、操作灵活,常用于定位焊或组合焊,作为一种基础的焊接方法仍具有不可替代的地位;SAW对直径1 m以上筒体的对接焊缝或厚度8 mm以上平直焊缝具有较大优势,是企业首选的主要焊接方法,90%以上企业使用普通埋弧焊机,也有少量企业使用窄间隙埋弧焊机,可以不开坡口或开小角度坡口焊接,拓宽了SAW的应用范围[15]。GTAW的使用率较低,一般用在密封打底焊、不锈钢和有色金属的焊接[16],具有较好的焊接质量,但焊接效率不高。CO2气体保护焊以机器焊和半自动焊机为主,适合全位置自动化焊接,主要用于碳钢类低级别容器焊接,当采用药芯焊丝时也可用于不锈钢材料的焊接,但仍存在着焊缝成形不够美观、碳钢时飞溅大,而且一些客户对采用该方法焊接的设备接受度差。PAW具有电弧能量密度高、对弧长变化不敏感等优点,主要用来进行厚度10 mm以下的不锈钢板不开坡口焊接,可以单面焊接双面成形,但PAW焊枪结构比较复杂笨重,并且多为水平焊位置,限制了其应用范围。
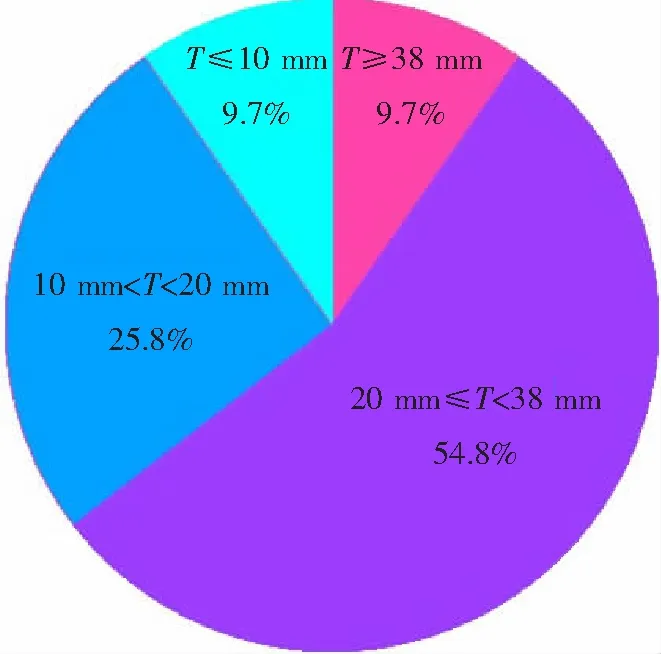
图2 调查企业使用材料的最大厚度T分布区间
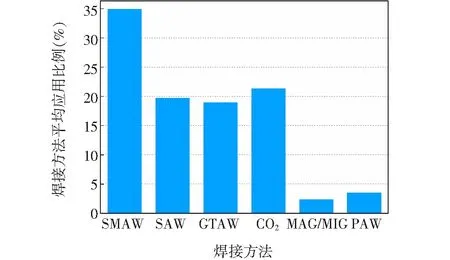
图3 调查企业所用焊接方法比例统计图
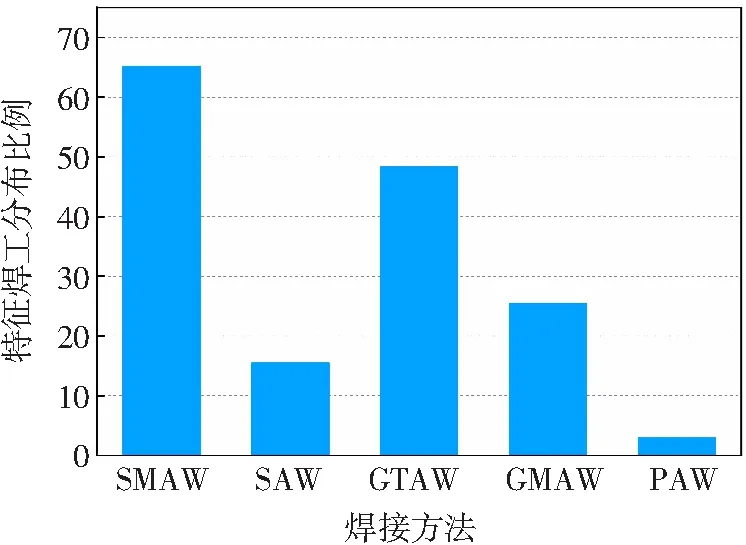
图4 调查企业持证焊工比例统计图
2.2 焊接质量相关因素
中厚板焊接往往需要加工坡口,坡口的加工精度对焊接质量有较大影响,如图5所示,可看出企业基本仍以“热切割+打磨”为主,但具体到不同的焊接方法又有侧重,比如PAW基本可以不开坡口,机械打磨即可。图6为焊缝组装方式统计图,定位焊应用比例在90%以上,气动液压夹具和螺栓固定相对较少,仅在CO2气体保护焊时有所应用。自动化的工装夹具虽然可以提高劳动效率,但因为压力容器产品比较零散,规格尺寸不统一,实际尺寸误差较大,很难使用预设行程的气动液压夹具进行固定。焊缝的无损检测以RT为主,采用UT的仅有4家,采用其它检测方法的有3家。图7为不同焊接方法的焊后质量检测情况的统计图,具体来说:焊缝外观一次合格率方面,MAG/MIG和PAW最高,CO2气体保护焊最低;无损检测一次合格率和焊接工艺纪律执行率方面,均为GTAW最高,SMAW最低。
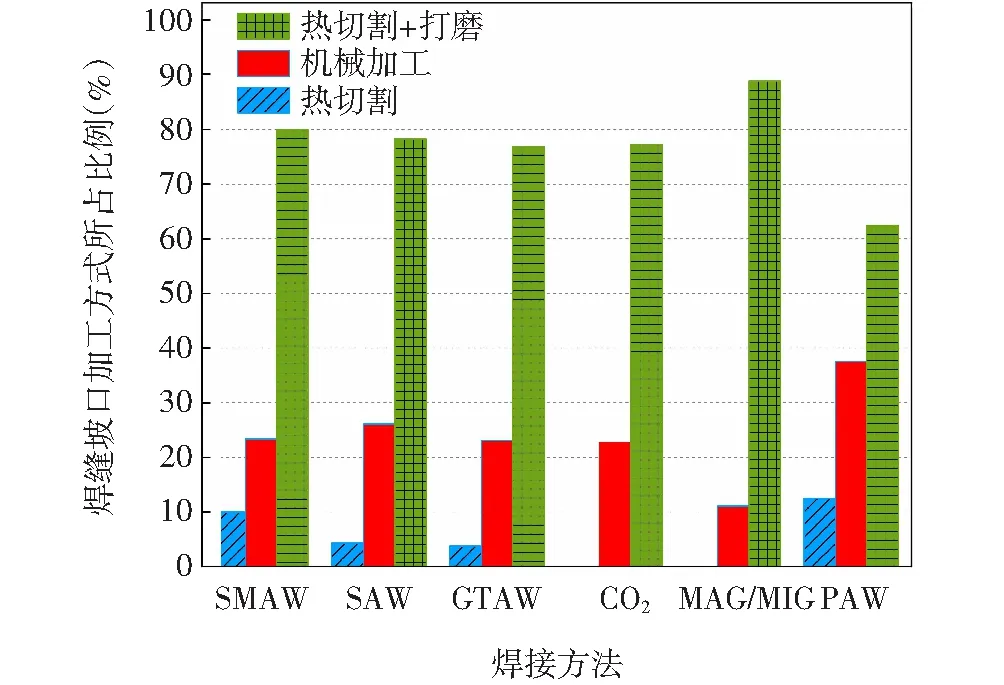
图5 不同焊接方法时焊缝坡口的加工方式统计对比图
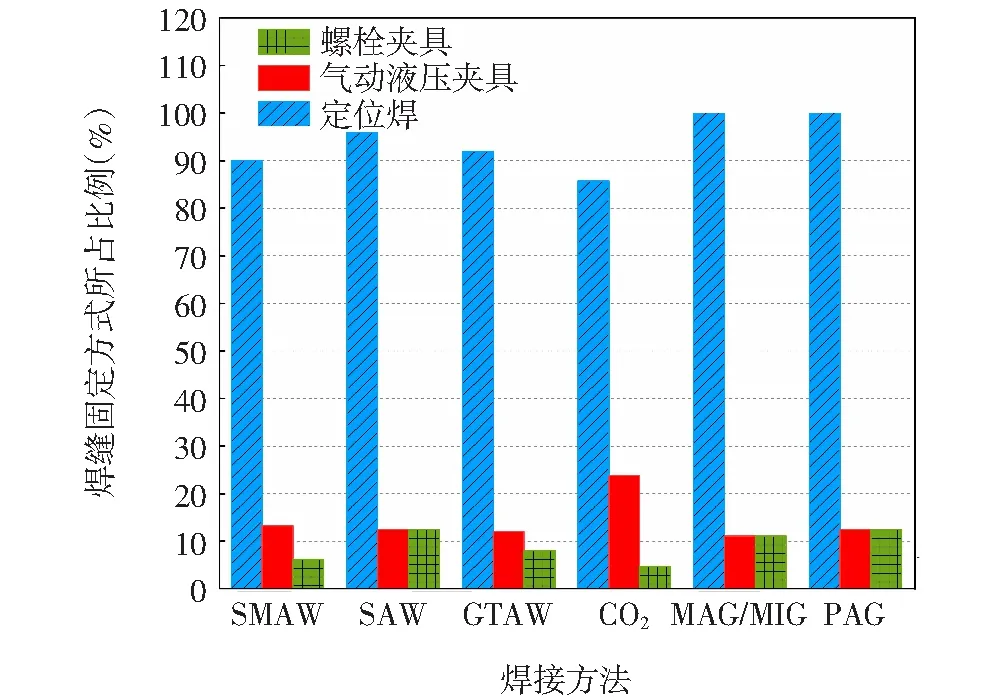
图6 焊接时采用的焊缝固定方式对比统计图
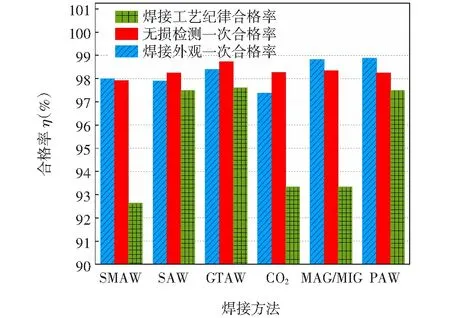
图7 不同焊接方法的焊后质量检测情况统计图
3 压力容器制造企业的多因素评价
3.1 主成分分析基本理论
主成分分析(PCA)是将多个变量通过线性变换以选出较少的综合变量的一种多元统计分析方法,在该文中PCA被用来分析多个焊接相关因素的方差变化,找出方差较大的组合作为压力容器制造企业焊接状况的综合量化指标。
假设X是大小为N×M的调查数据矩阵,如式(1)所示,已按式(2)进行标准化处理,N为企业数,M为因素数,X的协方差矩阵C如式(3)所示:
(1)
(2)
(3)
计算C的特征向量矩阵α-1及特征值矩阵λ,使其满足α-1Cα=λ,λ的对角元素满足λ1>λ2>…>λN,λj对应的特征向量αj满足式(4):
(4)
按照特征值大小降序排列的矩阵λ代表了调查数据在其向量空间的方差分布,第j主成分Fj可表示为Fj=αjX,第一主成分所包含的数据集方差最大,最后一个主成分最小。
3.2 多因素综合评价模型
调查数据中前42个变量因素(6个为1组,分别对应焊接方法比例X0、坡口加工X1、工装夹具X2、焊接设备X3、焊缝外观一次合格率X4、无损检测一次合格率X5、焊接纪律执行率X6)之间冗余较大且方差贡献都较小,为了提高评价指标的简洁和可读性,以X0为权重,对(X1,X2,…,X6)进行简化合并
(5)
这样总的52个指标简化为16个指标。
利用MATLAB软件对化简合并后的31个企业的数据集进行PCA计算,可得F1的特征值为161.8,方差贡献率为65.8%,F2的特征值为43.9,方差贡献率为17.9%。分别计算F1和F2的得分Y1和Y2,并进行排序,见表1。Y1最高的为18号,是一家大型的压力容器制造企业,也是绍兴地区唯一一家有色金属压力容器制造企业;排名第二的是一家燃油燃气锅炉制造企业,拥有调查企业中最多的焊工,以 CO2气体保护焊和SAW为主要焊接方法;Y1最低的为4号,同时也是Y2最高的企业,这是一家消防用气瓶制造企业,以CO2气体保护焊为主,产品和焊接方法单一,但自动化程度相对较高;Y2排名最低的为6号,焊接方法以SMAW,GTAW为主。
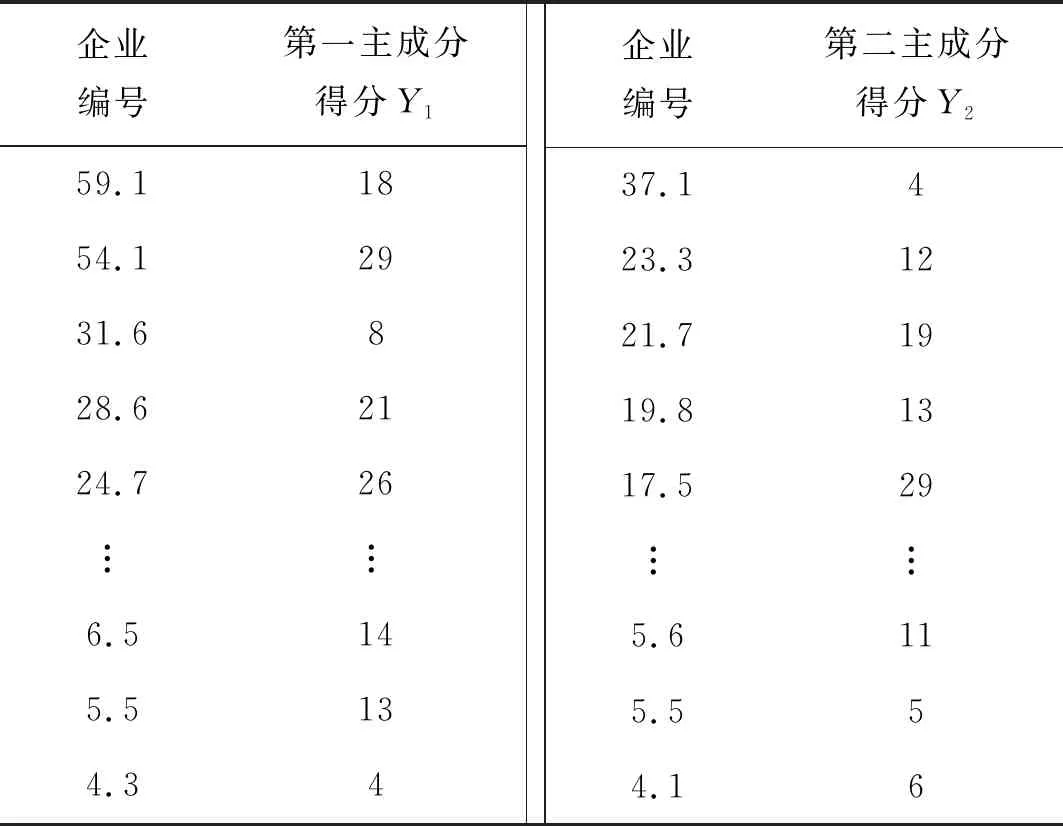
表1 调查企业的第一主成分指标和第二主成分指标得分
表2为特征向量系数W1和W2,W1中X11的权重系数最大,与企业持证焊工总人数相对应,反映了企业的焊接能力和规模,实际上F1指标中约90%部分是由X11~X16这6个与焊工指标贡献的。W1中X1,X3和X10的权重系数为负值,与Y1负相关,但在W2中变为正值,特别是X10的系数从W1中负值变为W2中最大值。指标F1侧重于企业的制造规模和制造能力,反映的是企业的焊接制造综合水平,F2反映的是企业在专项产品焊接自动化水平和效率,与智能制造水平有一定的相关性,在当前企业的生产模式下,大型企业的焊接自动化水平一般低于一些产品相对单一的气瓶、制冷设备制造企业。
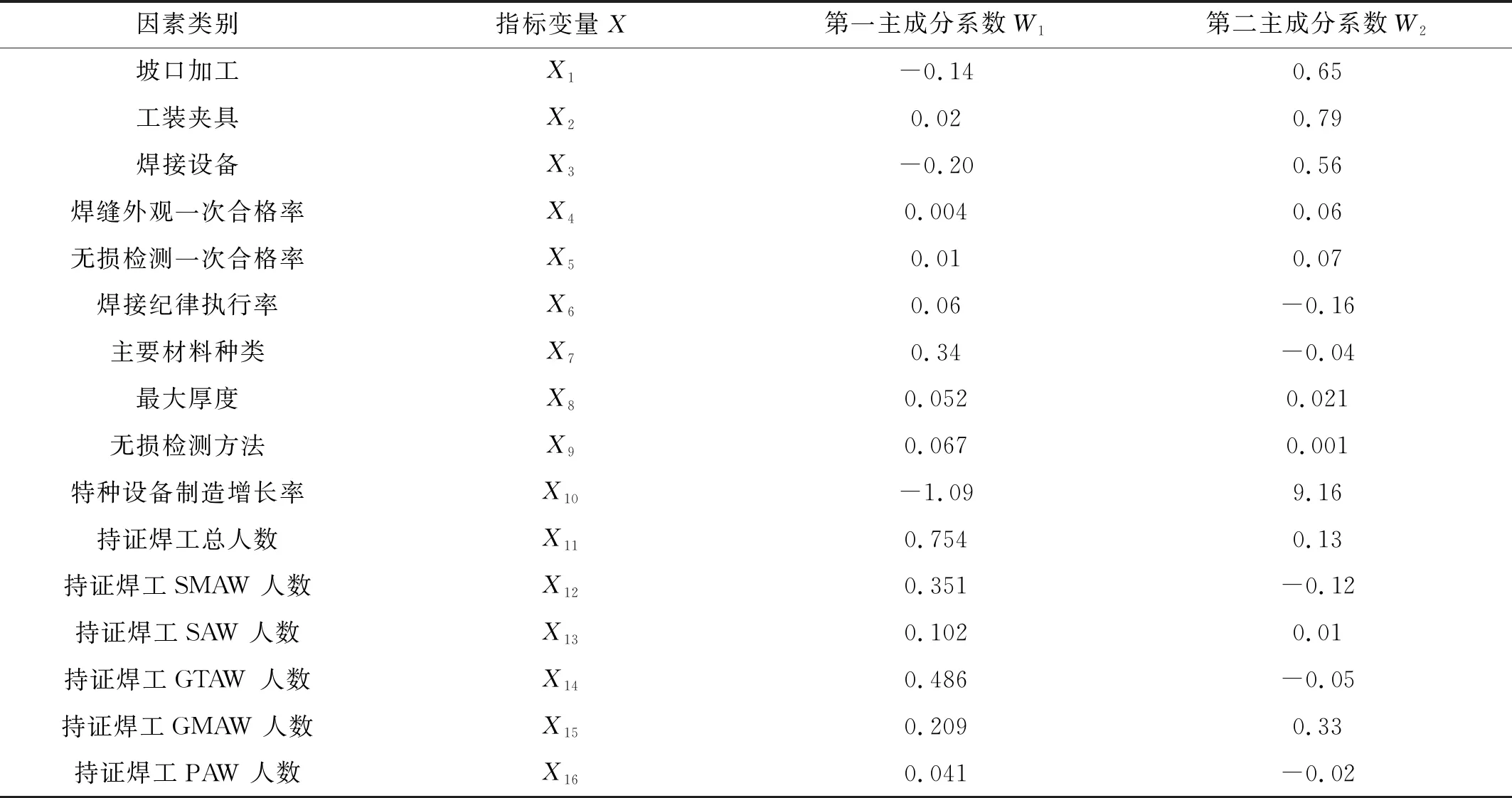
表2 主成分指标F1和F2的特征向量系数
需要指出的是,上述基于PCA的多因素评价模型基本反映了压力容器制造行业的一般现状,但影响压力容器制造企业的因素还包括焊接制造成本、企业的销售利润以及对核心技术掌握情况等,这些因素在某些条件下甚至是决定性的因素。
4 讨论与建议
绍兴地区压力容器制造企业还是以传统制造手段为主,SMAW和SAW仍占有相当重要的地位,CO2气体保护焊也被越来越多的企业采用,但在焊接自动化、智能化方面仍存在严重不足,具体表现在:虽然拥有大量的自动化焊接设备,但基本都需要焊工目视监测,实时调节焊接偏差量,本质上仍是半自动化;焊缝坡口主要依靠热切割结合机械打磨,焊缝组装主要为点焊固定,基本无自动化的工装夹具;主要以工艺卡、表进行信息传递,焊接质量主要依靠焊后的无损检测进行控制,缺少综合的信息化管理及质量实时控制措施。在调查时也发现一些智能化制造应用案例,但还处于应用初期阶段,主要表现在:①无智能化焊接制造系统支撑,作业模式和管理方法还是传统制造模式,不能发挥出先进设备的技术优势;②应用场景和数量比较少,只有少部分盈利能力强的企业才使用,没有规模效应。
从对调查数据的PCA分析结果来看,焊工仍是影响企业压力容器综合制造能力的最重要因子,其在第一主成分指标的方差权重远大于等焊接硬件设施因子(坡口加工、工装夹具、焊接设备),但在第二主成分指标中却相反,要远小于焊接硬件设施等因子的方差贡献权重,反映了焊接硬件设施在焊接智能化发展中的重要作用。气瓶和制冷设备等生产企业的产品相对单一,生产工序更加标准化,其焊接自动化水平和生产效率一般要高于大型的综合压力容器制造企业,其第二主成分指标的得分较高,特种设备制造增长率因子对第二主成分的方差贡献权重也是最大的,这也说明标准化的制造工序和工艺更容易实现焊接智能化升级。总的来说,压力容器的智能化焊接是一个复杂的系统工程,不仅仅是引进机器人焊接生产线就能解决的,但机器焊代替手工焊,全自动焊代替半自动焊,智能制造、柔性制造无疑是今后压力容器制造行业的发展方向。当前,压力容器制造企业受制于整个行业的产业链状况,仍以传统焊接模式为主,严重依靠技术经验丰富的焊工,该文认为压力容器焊接智能化可以从以下几个方面进行培育并突破:
(1)提高压力容器组件的加工、装配精度,减小焊枪与焊缝中心相对空间位置的变化,这些误差变化也是现有自动化焊接设备无法发挥应有效率的主要原因。
(2)进行低成本、高可靠性焊缝跟踪智能传感器及相关智能控制技术的研发。开发低成本、高可靠性的激光结构光传感器和坡口图像处理算法,实现对复杂环境下不同形式焊缝的三维跟踪,加强焊接各系统之家的信息互联,提高自动焊机对工件装配的误差容忍度和实时调节能力,进而提高焊接质量稳定性和效率。
(3)加快对自动化焊接操作工特别是机器人焊接人才的培育,创新焊接高端人才的共享模式。机器人焊接不仅需要扎实的焊接理论知识,还需要掌握一定的编程知识,可以充分发挥政府引导、行业协会(学会)组织和企业实践的多元人才培育模式,加快智能化焊接人才的培育进度和稀缺人才资源的共享。
(4)加快压力容器制造行业的行业整合和标准化建设,优化焊接生产要素,统一制造工艺标准。传统的小规模企业,订单分散,产品多样,难以产生规模效应,焊工的水平也层次不齐,限制了先进焊接技术的推广应用和焊工的经验交流。
5 结束语
绍兴地区压力容器制造行业还是以传统制造手段为主,无论是生产效率还是产品质量都严重依靠技术经验丰富的焊工,这也是国内压力容器制造行业的典型现状,进行以智能化焊接技术为核心的压力容器智能制造模式升级已是行业发展的必然趋势,为实现这一目的,压力容器制造行业应在焊接智能传感技术、高端焊接人才培养、产品质量控制等方面不断创新,加快行业整合和标准化建设,助推压力容器制造水平迈向新台阶。
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
军事文摘(2022年19期)2022-10-18
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
建材发展导向(2022年6期)2022-04-18
建材发展导向(2022年2期)2022-03-08
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年13期)2021-07-28
建材发展导向(2021年10期)2021-07-16
建材发展导向(2021年6期)2021-06-09