
理论奥迪特在新车型开发中的应用
2020-01-16 02:38陈萍谭文娟廖小刚周理德吉利汽车制造工程中心
锻造与冲压 2020年2期
文/陈萍,谭文娟,廖小刚,周理德·吉利汽车制造工程中心
通过对理论奥迪特评审缺陷的若干实例,结合AutoForm软件分析结果在理论奥迪特中的实际应用,得出在前期分析中,什么缺陷可接受,什么缺陷必须采取措施。通过应用奥迪特这个工具,提升外覆盖件的面品质量,实现精致车身的需求。
汽车靠什么吸引消费者眼球,靠的是精致靓丽的外观。随着汽车工业发展越来越迅速,汽车外观造型变化更新的也越来越快。消费者的审美水平,对外观质量越来越挑剔。汽车外观上的任何一个缺陷,都能引起顾客的抱怨和不满,进而引起汽车销量的波动。基于上述原因,在模具制造之前,提前识别出产品在生产中由于造型和工艺原因产生的缺陷,根据缺陷所在的位置及严重的程度,判断缺陷等级及对客户的影响,并决定是否需要采取对应措施,显得尤为重要。
AutoForm软件由于计算时间短、分析结果相对准确,大部分主机厂在新车型开发阶段使用AutoForm软件进行同步工程。基于AutoForm软件分析得出结论的奥迪特评审解决了零件表面起皱、面品凹陷、滑移线、冲击线等外观面品缺陷。需要做理论奥迪特的零件都是车身上重要外覆盖件,例如侧围外板、四门外板、发罩外板、背门外板、翼子板、顶盖,零件质量影响车身精致感,影响消费者感知。因此,需要提前识别出这些零件的表面缺陷,判别缺陷等级是否需要采取应对措施。
起皱
外板件的A面绝不允许起皱,发罩外板、门外板、顶盖、背门外板A面区域大,形状规则简单,这些零件在拉延过程中模面不允许有波浪,要求板料始终处于拉伸状态。侧围、翼子板是复杂零件,局部形状变化剧烈,如翼子板前大灯处、侧围外板后部三角窗处,拉延到底前10mm不允许有明显波浪。
图1是侧围外板后风窗转角处,拉延过程中此处是多料区,到底前10mm有明显起皱,此处褶皱在拉延到底后会留在制件A面上,油石打磨目视明显,评审属于B类缺陷,理论奥迪特评审扣30分,无法接受,必须通过调整工艺消除。
图2对侧围前风窗与顶盖搭接处结构面侧整形后,起皱云图大于许可值0.03,板料明显增厚。产品形状决定此处转角底部在成形过程中必然会多料,此处属于结构面区,整车有内饰覆盖,外观看不到,因此该缺陷理论奥迪特评审为C类,扣10分。工艺做到最优化后,没有叠料,此状态可以接受,后期也无需优化。
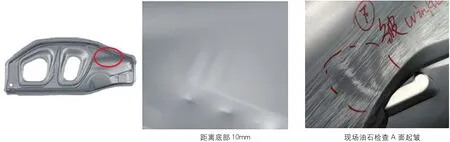
图1 侧围外板后风窗转角处的缺陷
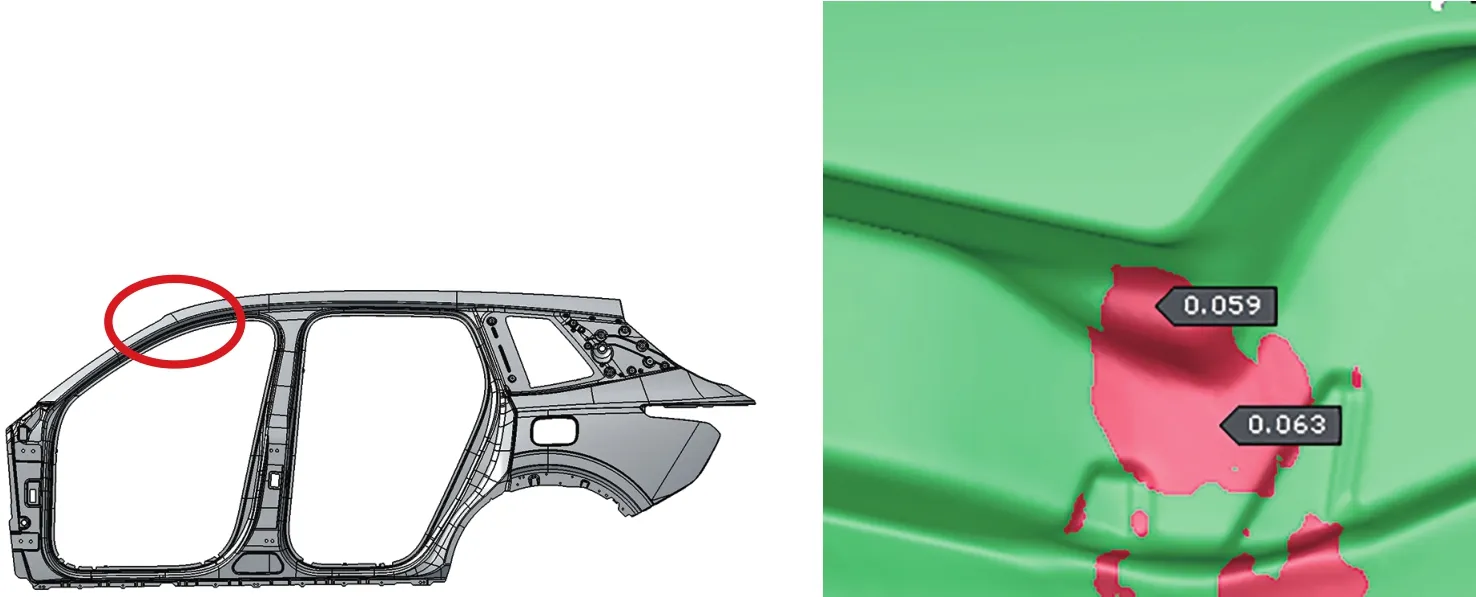
图2 侧围前风窗与顶盖搭接处结构面侧整形
面品缺陷
计算完零件的全工序后,增加回弹分析,回弹计算可以是自由回弹也可是夹紧回弹,通过回弹计算后,在结果检查中使用surface命令查看分析结果与理论型面值的差值,显示出面品的下凹或凸起缺陷。模拟过程中,可在每一个工序后增加回弹分析,从而检查每一工序的面品缺陷,也可在全工序完成后增加最终产品的回弹分析,检查最终产品上的面品缺陷。需要注意的是,面品缺陷大多是由整形和翻边工序引起,如拉延序没有发现面品缺陷的位置,后序在没有整形和翻边的情况下显示出面品缺陷,有可能是失真状态,理论奥迪特评审时需剔除。
图3是背门外板下部两侧全工序加回弹分析后使用surface命令,显示型面凸起。产品此处型面是内凹,在成形过程中大面积次应变小于零,在拉延过程中此处无多料起皱,减薄和主应变满足要求。理论奥迪特评审此缺陷为C类,扣10分。后期生产中如面品状态和模拟状态一致,则无需采取应对措施,生产予以接受。
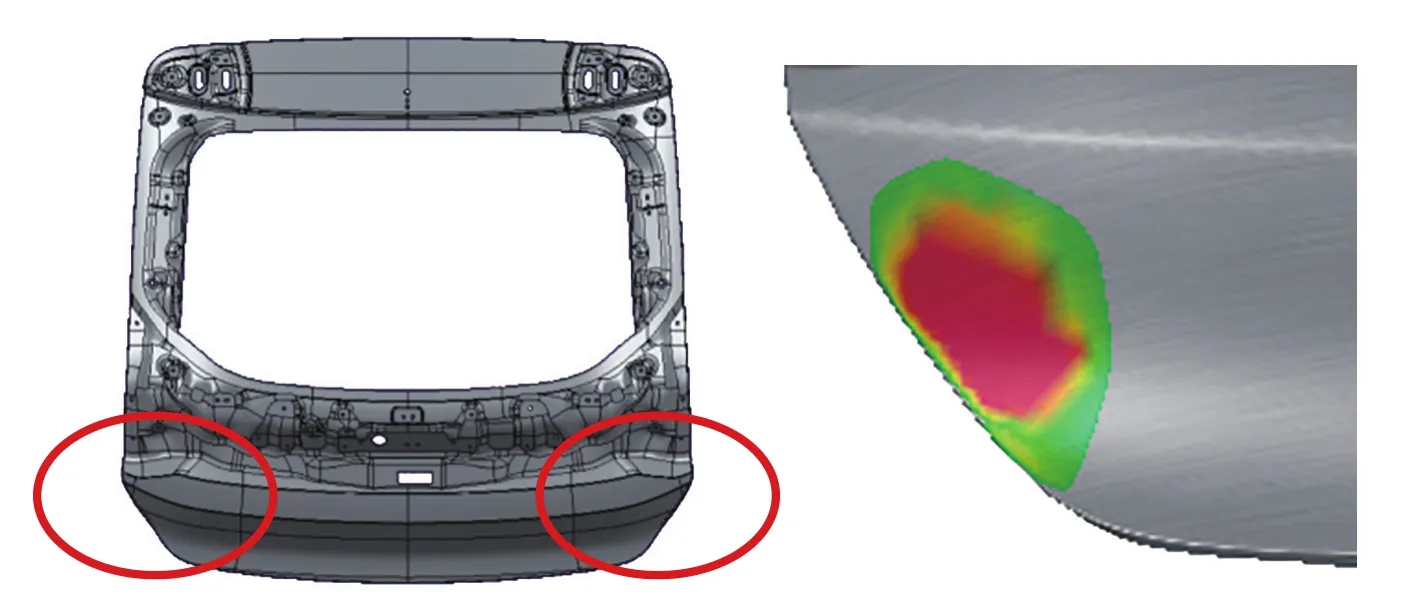
图3 背门外板下部两侧全工序加回弹分析

图4 零件表面油石打磨会有明显面品缺陷
图4中翼子板前尖转角处型面拉延后局部次应变小于零,此处型面为内凹面,局部次应变小于零不能接受。理论奥迪特评审为B类,扣30分。如不采取措施,后期生产中,零件表面油石打磨会有明显面品缺陷,如图4所示,生产不能接受。
滑移线
凸模圆角与板料接触时导致板料产生硬化,随着冲压过程的进行,硬化痕迹进入外观面,影响外观质量。滑移线是板料特性决定的,工艺无法消除。在大圆角情况下(圆角半径大于20倍料厚),默认不产生滑移线。拉延分析结束后,在evaluation模块里使用skid lines命令查看滑移线结果。建议参数设置为Radius:1000,Pressure:0.5.滑移线的初始线建议使用手动添加,画在圆角的中心处。
侧围尾灯处圆角分析滑移线进入A面,最大处滑出圆角3mm。此处位于车身后侧,目光平视即可看到的区域,属于关键敏感区。此问题理论奥迪特评为B类,扣30分。工艺设计阶段如不解决,实物阶段会有很大风险,如图5所示,缺陷非常明显。发罩外板特征棱线处必然会产生滑移线,建议在满足成形条件下,滑移线滑出圆角距离越远越好。
冲击线
因凹模圆角与板料接触时导致板料产生硬化,随着冲压过程的进行,硬化痕迹进入外观面,影响外观质量。冲击线由板料特性决定,工艺无法完全消除。冲击线不能进入产品A面,离修边线要有10mm的距离。冲击线显示在板料外表面,因此不管凹模圆角多大,都要检查冲击线。冲击线检查和设置与滑移线相同。需重点检查冲击线的部位有侧围门洞、翼子板与发罩搭接处。
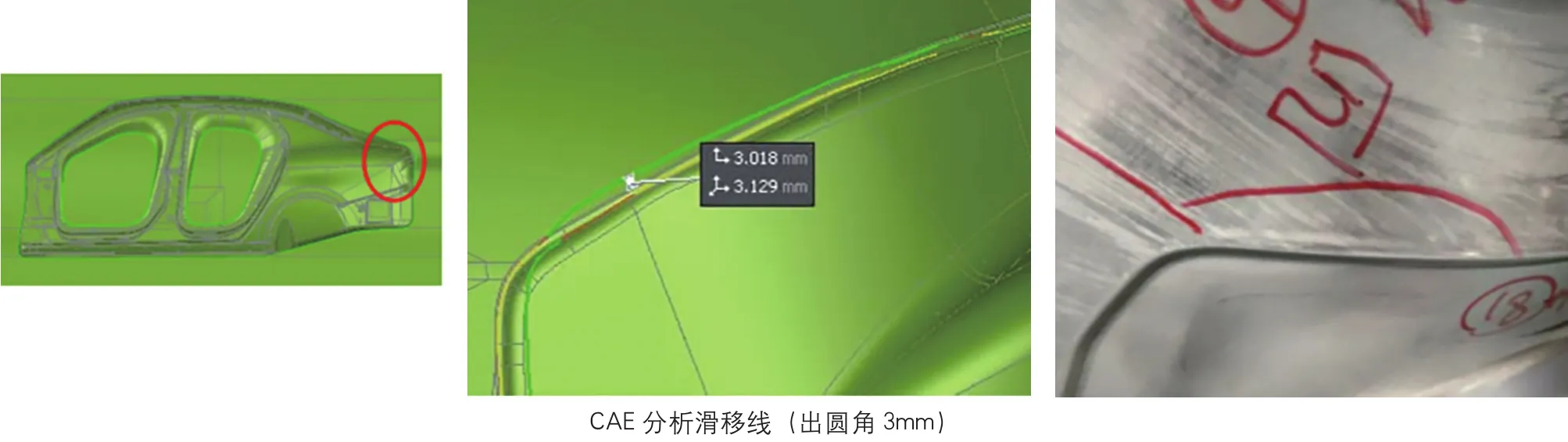
图5 侧围尾灯处圆角分析滑移线的面品缺陷

图6 侧围门洞处拉延侧壁产生的冲击线
图6中侧围门洞处拉延深度大,侧壁会产生冲击线。经过AutoForm分析该蓝色冲击线离上表面还有距离。此状态奥迪特评审等级为C类,扣10分。后期生产实物状态如果和分析结果一致,可以接受。
结束语
理论奥迪特重点是提前发现由产品造型和工艺限制引起的缺陷,对于产品缺陷,理论奥迪特要识别风险、确认评审类别和扣分数值,由产品造型引发的严重缺陷要提前优化产品;对于制造缺陷,理论奥迪特要给出合理评估,根据缺陷部位和影响大小,判断是否采取相应对策,最终把缺陷控制到合理可接受范围。理论奥迪特的评审总分必须小于后期实际生产中的控制分总和。
市场竞争激烈,车身精致工作永无止境。消费者眼光越来越高,对车身表面质量的要求也越来越高。为了赢得市场,工艺人员必须接受挑战,用好理论奥迪特这个工具,在前期分析阶段,减少后期可能发生的各类缺陷,减少理论奥迪特评审总分,提高车身精致感,从而提高市场占有率。
猜你喜欢
锻造与冲压(2022年20期)2022-11-08
模具工业(2022年8期)2022-08-24
锻造与冲压(2022年12期)2022-06-15
时代汽车(2021年24期)2021-12-30
沈阳理工大学学报(2021年2期)2021-08-06
锻造与冲压(2021年6期)2021-03-29
科学技术创新(2021年5期)2021-03-17
装备维修技术(2020年9期)2020-11-20
时代汽车(2020年10期)2020-07-24
汽车实用技术(2020年9期)2020-06-03
