轿车门外板中部表面凸棱调试方法研究
2022-06-15 11:24:12赵锋孟炬王鑫翟金石中国第一汽车集团有限公司
锻造与冲压 2022年12期
轿车门外板中部表面,既有凸模侧正向成形还有凹模侧的反向成形,属于复杂成形型面,对板料平整度的要求较高。尤其出现中部表面凸棱这样的问题,对板料符型工作状态的要求就更高。本文主要介绍门外板中部复杂成形区域凸棱问题产生的原理与调试方法。从板料投入角度、板料进入模具的姿态、拉延模具定位修改等几个方面,结合CAE 模拟分析,有效、快速的解决了轿车门外板中部表面凸棱问题。
轿车门外板中部表面凸棱问题分析
问题描述
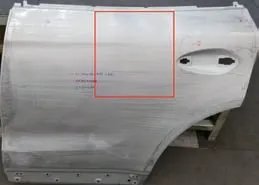
某车型门外板中部表面凸棱缺陷严重,左右件缺陷时有时无,左右件缺陷形式和位置相近(图1),严重影响整车漆后效果,属于不可接受缺陷。
老太医高兴地道:“太好了,亲不亲,家乡人。”与秦铁崖互致问候之后,老太医放下托盘,“先请喝杯茶,我去准备一下,弄点下酒菜。”
周五下午,家长们如约来到教室,班长小嘉负责签到,我先组织所有家长和学生学习《预防学生溺水方案》和《学生防溺水“六不”》,并现场抽查一些孩子掌握“六不”的情况。待所有家长都坐定后,我以“陪着孩子一起进步”为题向家长汇报了开学两个多月以来学生的表现、收获和成绩。我从纪律、卫生、学习、互助、参与体育活动、文艺活动、劳动等方面全面点评孩子们。在我的点赞声中,孩子们一个个上台领取我精心制作的小红花,并合影留念。家长培训渐渐接近尾声,那些得到小红花的孩子和家长都很开心。

轿车门外板中部表面凸棱成因分析
我们在成因分析时,首先考虑板料下料工艺,再通过CAE 分析,拉延工序成形过程中,由内向外考虑成形性能,由外向内考虑冲压角度对成形稳定性的影响,结合拉延板料投入拉延模具状态及拉延模具定位对板料定位稳定性的影响,通过二者对比分析确定影响因素。
在CAE 模拟分析中,针对缺陷位置进行了全面的分析,结果显示中部表面存在成形不充分,在冲压角度影响下水平投料上下部预弯角度不同,会引起成形状态的不均匀,更何况反向转角投料后,上下部预弯角度差异性更大;通过板料上翘的成形过程分析,可以确认板料上翘投料后,在板料接触到模具初期,由于板料同时受到上模压料型面下行的板料边缘预弯力和板料贴下模凸模型面的变形力的作用,板料内部出现褶皱聚料现象,随着上下模合模高度的不断减小,内部聚料现象逐渐减轻,在上下模闭合时,内部聚料现象未能完全消除,表面仍有残留。
⑹拉延模具自动线投料分析。
⑵拉延模拟分析。
以下通过图4 直观的解释整个影响过程,压料前期板料受上下模对向的变形力影响内部板料变形明显。
①拉延成形失效分析:拉延成形性分析中,为了保证门外板手抠区域成形充分,且手抠棱线区域减薄合理,通过工艺补充型面及外部摩擦系数控制内部成形材料尽量不聚料,但是中部胀形型面成形时仍存在成形不均匀的趋势。
②拉延成形减薄料厚分析:拉延成形性分析中,门外板中部料厚0.68mm,门外板中部表面减薄3%,可以看出中部胀形型面成形时存在成形不充分的趋势。
③拉延成形起皱分析:拉延成形性分析中,为了消除内部手抠区域成形失效现象,对应的调整外部摩擦系数。外部摩擦系数降低至0.13,手抠区域成形后无起皱现象,反而中部胀形型面出现成形不充分带来的轻微变化。
念蓉吃得很少,这让楚墨的四菜一汤基本保持着装盘时的模样。念蓉离开餐桌,去卧室,打开抽屉,准确地抽出一本影集。那是很久以前的影集,里面放着很多楚墨大学时候的照片。念蓉翻动影集,很快找到其中一张。照片上,四个年轻人手拉着手,身后,四辆并排的单车。
④拉延成形主次应变分析:拉延成形性分析中,从主次应变状态可以看出,门外板中部表面存在成形不充分的现象。
⑤冲压角度分析:在工艺设计时,受到产品造型的限制,为了保证门外板手抠型面成形合理,手抠型面必须保证在冲压垂直方向上,由于手抠位置偏向门外板上部,这就导致整个门外板下部型面角度成形;为了成形的合理性,压料面设计为符型压料,意味着平整的板料需要经过预弯才能符型成形。分析中,板料是水平进入模具的,由于门外板上下部预弯角度不同,成形状态会不均匀,如图2所示。

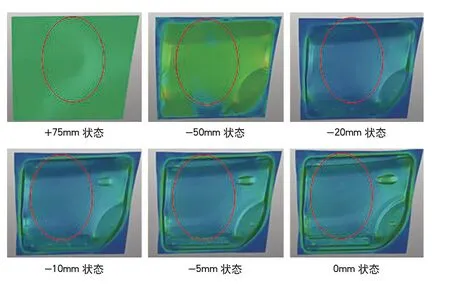
⑥拉延板料上翘的成形过程分析:根据板料上翘130mm 的状态进行模拟分析,观察成形过程中存在的问题,不难发现由于板料上翘的原因,在板料接触到模具初期,由于板料同时受到上模压料型面下行的板料边缘预弯力和板料贴下模凸模型面的变形力的作用,导致在接触到145mm 时板料内部出现褶皱聚料现象,随着上下模合模高度的不断减小,内部聚料现象逐渐减轻,由于前面分析中,门外板中部表面成形不充分,在上下模闭合0mm 时,内部聚料现象未能完全消除,表面仍有残留,如图3 所示。
⑶拉延模具投料设计分析。
“百度”以后方知,这“曼陀”既是一种花,亦是一宗教佛语。做为花它美丽而有毒,花的形态也被历史与艺术变形铺张为装饰性美感极强的宗教图案,多是圆形,线条繁复,富于年深日久的意象,好似佛教中的“坛城”。所以在佛语中,“曼陀”就是“坛场”、就是“宇宙心图”。
在日常生活中,许许多多的APP或者各式各样的网站会根据顾客的浏览历史记录或是其他的相关数据,较为准确的给顾客们推荐他们所感兴趣的内容,例如网易云音乐的每日推荐和亚马逊的推荐读物等等。这些看似神奇的推荐应用背后其实都仅仅是依靠着特定的推荐算法来实现的。
⑷拉延模具投料定位设计分析。
在模具结构设计时,由于受到冲压方向及产品形状的限制,压料面符型设计后,出现左右侧型面高度偏差较大的现象。在板料投入设计中可以看到,板料进入压料面后板料中部凹陷较大,这样的板料状态在成形过程中易出现中部聚料现象。
⑸拉延模具压料设计分析。
在模具结构设计时,受到投料设计的影响,定位设计相对简单,采用标准型的定位结构,这种定位的导入面在这套模具中无法保证板料每次投入后的姿态固定,成形状态会存在不稳定性。
在模具结构设计时,受到自动化投料曲线的限制,进料侧定位的高度尺寸无法满足水平投料要求,因此在设计投料方式时,选择了反向转角投料的方式,属于单侧上翘的板料姿态,这样就出现了门外板下部无预弯,上部预弯角增大的现象。
根据拉延成形工艺要求冲压板料需要T 形料,为了节约成本采用摆剪工艺进行下料,并且为了保证无废料的剪切成本控制,采用单件板料下料后进行单件板料翻转使用。无论钢卷是正开还是反开,都会有一侧板料存在卷料卷曲方向的上翘现象。
①板料投料姿态分析:冲压自动线生产中,门外板自动线投料姿态与设计完全一致,自动线横杆转角5°,板料投入后单侧上翘姿态明显。
②板料上翘投料姿态分析:冲压自动线生产中,门外板板料上翘,投料后上部板料脱离定位。板料投入后单侧上翘姿态更加明显。
⑺门外板投料后板料变形过程分析。
为了规避全球金融账户涉税信息自动交换过程中引发的纳税人信息维护的法律风险,全球金融账户涉税信息自动交换行动参与国应依托《协定公约》相关规范指引,借鉴欧盟和美国的经验,积极制定实施本国相关的纳税人权利保护法律制度,或者完善现行的纳税人权利保护制度,引入纳税人信息保护权利,高度关切保护纳税人信息的隐私权和知情权。

由板料下料工艺决定了左右件板料总会有一侧板料存在卷料方向的上翘现象,在自动线投料时,势必出现一侧板料非正常上翘;在模具结构设计当中,由于自动化设计的限制,影响了投料定位的设计,从而导致了投料方式由原来的平行投料改成反向转角投料,同时压料随型的设计导致了板料投入模具后出现中部塌陷的现象,由此加大了板料上翘量。
⑴冲压板料下料工艺分析。

在实际生产中,投料方式与设计相符,板料上翘状态明显,在此情况下,自动线出件后门外板中部表面凸棱可见,这个缺陷形成的过程可以从投料姿态对成形影响的分析中直观的看到,而我们在分析了凸棱成因后,将选择合理的方案对工艺及模具进行适当的修改。
对策实施及确认
整体方案
根据前面的成因分析,我们可以确定门外板中部表面成形不充分,加上投料工艺及模具结构设计影响,以及一侧板料翻转后上翘现象,门外板拉延件中部表面出现凸棱就成为必然。既然实际生产与前期设计完全相符,在无法改变成形工艺的前提下。我们采取自动线调整投料状态的正规思路,在保证自动线生产频次不变且稳定的前提下,对拉延定位结构进行局部的修改,具体见表1。
经过以上说明,求解标定矩阵的方法无法解决My和Mz方向产生的维间耦合问题,而传统的BP神经网络方法可以有效降低维间耦合,但训练得到的模型无法应用于多维力同时加载的复合工况。

一阶段方案实施并确认
拉延模具定位修改:根据投料定位设计分析,定位的导入面在这套模具中无法保证板料每次投入后的姿态固定,存在成形状态不稳定性,需要进行定位修改;通过投料设计中投料倾斜角度,我们计算出标准托料位置,从而进行定位托料点的增加;定位修改后自动线投料显示,通过增加定位托料点控制板料投入姿态是可行的。
二阶段方案实施并确认
自动线取料位置修改:门外板板料在自动线对中台的位置固定,端拾器抓取板料的理论位置为板料中心位置;鉴于左右件板料中会有一侧板料出现卷料方向的非正常上翘,根据端拾器抓取点距板料边缘的距离,修改端拾器抓取板料的位置;重新设定板料抓取中心位置,抓取中心向出件的反方向移动40mm。经过自动线抓取试验,工作曲线不影响自动线节拍,端拾器按照新的工作曲线移动时与模具无干涉,板料抓取正常;板料抓取位置修改后,板料抓取后出件侧板料自重下垂,投入模具后板料符型状态良好。
方案实施后生产确认
通过以上模具定位增加托料点和自动化抓料位置的数据修改,自动线连线生产中,拉延板料投料姿态合理稳定,门外板拉延件中部表面凸棱缺陷消除,如图5 所示。
Application of improved ant colony algorithm in optimization design of sewage pipe network
结束语
我们的分析思路是冲压板料下料的工艺性、拉延内部成形合理性、投料设计的稳定性、压料设计的对称性、实际生产中的投料姿态,细致分析设计的投料姿态在成形过程中内部板料变形状态;方案思路是稳定反向转角投料姿态,通过改变自动化抓件位置来消除板料非正常上翘状态;最后自动化生产设备验证出件,拉延投料姿态稳定,拉延件出件稳定,至此门外板中部表面凸棱问题消除。
猜你喜欢
当代化工研究(2023年16期)2023-09-11 04:24:45
机械研究与应用(2022年1期)2022-03-14 03:39:14
模具技术(2021年5期)2021-10-13 09:00:56
中国烟草学报(2021年4期)2021-09-26 07:30:38
汽车工艺与材料(2021年5期)2021-05-17 08:31:08
水泵技术(2021年4期)2021-01-22 03:31:13
制造技术与机床(2019年6期)2019-06-25 10:18:24
山东煤炭科技(2018年1期)2018-12-05 08:22:22
材料科学与工艺(2018年3期)2018-06-21 11:18:14
锻造与冲压(2018年6期)2018-03-20 02:10:11