一种可实现延时功能的特殊拉延模具
2022-06-15 11:24陈萍姜超赵烨一汽模具制造有限公司
锻造与冲压 2022年12期
在汽车产品开发过程中,为实现功能和造型,车身零件的形状多种多样。由于产品形状不同,造成工艺方式也不同,有的产品可以直接采用拉延工艺,有的产品为保证成形性和表面质量,在拉延过程中需要采用上模压料的拉延工艺;采用这种特殊压料拉延工艺的模具,需要对应的压机具有下气垫延迟升起的功能,即气垫闭锁功能。但受压机成本等因素影响,很多冲压厂的压机设备不具备此项功能,为保证模具能实现此冲压工艺要求,保证零件可以正常生产并且质量合格,拉延模具上可采用一种特殊的延时机构,用来代替机械压机下气垫的闭锁功能。
综上,游客对长江三峡地域文化认知过程可总结为图3。旅游认知是游客基于已有感知印象,根据旅游经验或实地体验对旅游目的地信息进行主动选择、反馈、加工和处理的心理过程[37]25。旅游目的地的原真文化在文化营销和传播的影响下对游客产生信息刺激,然后游客对这些信息进行选择性加工或体验,形成对旅游目的地文化的知觉印象。游客认知的建构会对信息的选择性加工产生影响。认知在游客人脑中的存储是概念网络的状态,当游客回忆经历的旅游体验时,核心的概念节点被激活,然后扩散到相邻概念。这些概念之间的关系网络作为一种认知的存储模式,部分地反映了目的地的原真文化。
零件材料信息
此种钢板力学性能如下:屈服强度介于420 ~560MPa,抗拉强度大于590MPa,延伸率大于16%。此种钢板屈服强度高,遇到冲击时不易变形,且断后延伸率较小,因此不能用于生产形状复杂特征突出的零件。此种钢板适合于生产形状简单,在车身上受力后不允许变形或变形量很小的零件。
(1)观赏型飘窗:此类飘窗的设计特点概括为全部窗台与地面接触(全落地),在进行室内设计时可将飘窗改成卧榻的形式。
零件形状分析
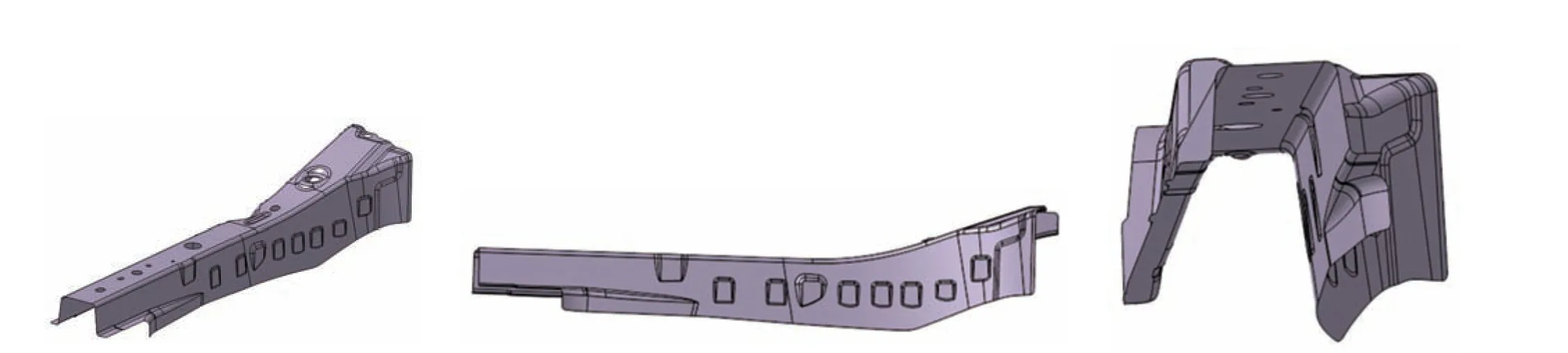
此零件长约880mm,宽约200mm,高约140mm。零件两端开放,类似于槽形。产品一边有法兰、一边无法兰,无法兰的侧壁高度约130mm,此侧壁高度较高,为避免侧壁起皱,同时保证侧壁刚性,减少回弹变形,该侧壁上设计有多个特征。从正面看,产品顶面呈现中间下凹、两端向上翘的趋势,如图1 所示。
零件匹配分析
考虑到此零件质量要求高,直接采用拉延工艺。以产品法兰边为基准做拉延的压料面,无法兰的侧壁部分产品展开到压料面,保证拉延深度等高。为保证顶面产品质量,形状变化较大的端头做部分封闭拉延处理,封闭处工艺补充能控制进料,另一边形状简单的端头做开放拉延处理,拉延造型见图3。

零件原始工艺介绍
无上压料
此零件位于车身后侧,支撑车身后悬挂、轮胎等重要结构,是车身上最重要的承受载荷零件,此零件和众多零件搭接匹配,周围有轮罩内板、悬架支架、后地板前纵梁等(图2)。焊接匹配面多,焊点多,基本产品所有形状都有搭接关系和焊点,要求焊接型面上不能有皱,平整光顺,以保证形状服贴及匹配间隙,从而满足焊接质量。因此该零件质量精度要求非常高,稍有偏差,装车就会受到影响,甚至影响到装车后的整车性能。
以下是拉延模具特殊延时机构的介绍。如图6 所示,此结构特殊之处在于压边圈和上压料芯上有一个限位块,上下限位块是对应的,限位块由气缸驱动。

此工艺是梁类结构件常用的一种,但是此工艺在分析过程中,由于顶面是中间凹、两端上翘的形状,在拉延过程中,内凹处型面会有起皱现象(图4)。

带有上压料的工艺,由于模具上模压料采用氮气缸结构,要求在拉延结束后,氮气缸行程释放过程中,下压边圈不能抬起;氮气缸行程释放完后,下压边圈才开始升起。如果拉延结束后,压边圈和上滑块同时升起,此时上压料的氮气缸行程未完全释放,零件顶面还处于被压状态,压边圈升起时,零件两边强制向上顶,零件变形损坏。
有上压料
为了保证产品顶面不起皱,优化工艺采用拉延上压料的方式,即在拉延开始时,先把顶面形状压住,然后压边圈压住料片向下走。由于顶面形状已被压料板压住,料片已与凸模随型并处于被控制的状态,在拉延过程中,顶面的下凹形状不会出现起皱的现象(图5)。

从Autoform 分析过程可以看出,在下压料圈与上模接触前,零件的凹面被上压料板压死,然后开始拉延成形过程,由于上压料板的作用,在整个拉延过程中,上部形状的板料都可控,未发生板料失稳起皱的情况。拉延状态满足分析要求。
延时机构的说明
从Autoform 分析过程可以看出,在拉延到底前30mm 时,产品顶部凹面处已出现明显横向褶皱;随着拉延的进行,此褶皱更加明显;在到底前3mm 时,褶皱仍然存在。此分析结果不满足分析要求,根据以往经验判断,该褶皱会留在产品表面上,判定此种状态产品质量差,不可接受。
⑴初始状态:模具在开模上死点状态时,压边圈上气缸处于收缩状态,气缸将压边圈上限位块拉回,此时上下限位块不对齐(图7)。
⑵工作状态:上模下压一直到下死点,如图8 所示,上模下压过程中气缸不动,模具到达下死点时气缸顶出,压料圈上限位块被气缸推出,气缸到达工作位置。
张秀蓉等[4]采用改进Hummers法合成氧化石墨烯材料(GO),采用GO为载体的情况下运用化学共沉淀法,成功合成磁性氧化石墨烯复合材料(MGO)。作者采用MGO复合材料用作吸附剂,探究该材料对水中阴离子染料,以刚果红为例的吸附作用。研究发现,MGO复合材料对水中刚果红具有很强的吸附作用,吸附容量可达287.6 mg/g。

机械压机中,有下气垫具有延时功能的压机,有下气垫没有延时功能的压机。具备延时功能的压机,在一个冲程结束后,通过程序控制,下气垫可以晚于上滑块升起。但有延时功能的压机比不带延时功能的压机在价格上贵很多,考虑到延时功能比较特殊,使用较少,很多冲压厂为了节约成本,采购的都是不带延时功能的机械压机。因此在遇到这种特殊要求的工艺时,此延时功能要求必须在模具上实现。

其实,一直到老,孔老一心里都埋着一桩心事:他还去了清莲村,向当地百姓打听一九四二年五月底他们看到了什么?一些老人七嘴八舌回忆,有的告诉孔老一,他看到一个女娃子被开了膛破了肚,肠子挂在树枝上,胸口还露着碗大的两个血口;另一个告诉孔老一,他们回村的时候,看到村口好多树上都脚上头下吊着人,也不知道是谁,都被鬼子捅死了……
图6为没有考虑流体泄漏的仿真模型在外加负载分别为2 350 N、2 950 N、3 520 N下的液压缸活塞速度随时间的变化曲线。从仿真结果看出,在仿真时间为2 s时,各个压力下所对应的速度值分别为:0.042 144 06 m/s,0.032 822 71 m/s,0.003 739 707 m/s。

开模过程中限位块工作气缸一直处于顶出状态,因压料芯有限位块限制,在压边圈和上压料芯脱开接触前,压料芯相对于压边圈静止;在上压料芯内氮气缸行程完全释放前,上下模腔始终是一个拉延件的空间,因此压边圈不会顶伤制件;直到压料芯与上模的接触脱开,此时压料芯内氮气缸行程完全释放。
模具到达上死点时通过压机控制使气缸回退,气缸将限位块拉回,上下限位块不对齐,回到初始状态,整个机构完成一个冲次。
结束语
此机构结构简单,能代替压机延时气垫实现延时功能,帮助冲压厂家解决压机功能不满足其使用的问题,使用过程中结构工作稳定,实用性很强。
本文介绍的此种特殊模具结构,希望能给需要使用上压料工艺但压机又不满足其要求的厂家一点参考和启发。同时希望同行能多发明类似的简单模具结构,解决冲压厂存在的实际问题,共同推动模具技术的进步。
猜你喜欢
快乐作文(1.2年级)(2022年5期)2022-05-31
三悦文摘·教育学刊(2021年52期)2021-04-27
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
农民致富之友(2018年7期)2018-05-04
魅力中国(2018年41期)2018-03-22
科技资讯(2016年5期)2016-08-13
软件导刊(2016年7期)2016-05-14
科技创新导报(2016年9期)2016-05-14