成形切边冲孔复合模
2022-06-15 11:21朱盛举喻伟襄阳东昇机械有限公司
锻造与冲压 2022年12期
本文根据盖板零件形状特点,对其冲压工艺方案进行分析,并对它的成形工序进行了CAE 分析。通过对比,选择最佳方案设计模具结构,以降低品质风险,降低模具成本及制造成本。
随着汽车工业的迅速发展,推动着我国模具行业迅速发展,模具数量和质量都有了大的飞跃。成形过程的数值模拟技术促进了板料冲压成形技术更加准确可靠。通过CAE 分析应用,提高了对成形过程、产品质量的预测和可控性,为实现高复合化冲压模具提供了技术支持。
零件介绍
图1 为某汽车盖板零件图。零件材质为DC01,材料厚度为0.6mm,外形尺寸197mm×212.9mm。预计年产量一万台。该零件主型面为一个大角度的v形,里面有3 处凸起加强筋,周边有法兰台阶,四个角上有小凸台,凸台上各有1 个孔。
(1)站位要高。要把老干部工作放在党的建设的“三个高度”去站位:从本质上讲,老干部工作就是党建工作,加强党建必须加强老干部工作。党的十九大报告,把认真做好离退休干部工作放在党的建设部分加以部署,是很有深意的。党组织是老干部的精神家园。

工艺方案分析
根据盖板零件结构特点分析,零件外形基本为方形,形状较规则,年产量不大,考虑单工序冲压方案。主型面较为平坦,里面加强筋高度仅为3mm,材料为普通强度的冷轧板,不需要考虑拉延而直接采用成形的工艺;内部孔所在面夹角为5°,孔边距5mm,计划四个孔同时采用正冲方式,可以满足孔的尺寸精度要求。综上所述,该零件可以采用以下多种冲压方案实现,具体分析如下。
方案一:OP10 落料,OP20 成形,OP30 冲孔
⑴开模状态下,板料通过定位块定位置于凸凹模上,如图7 所示;


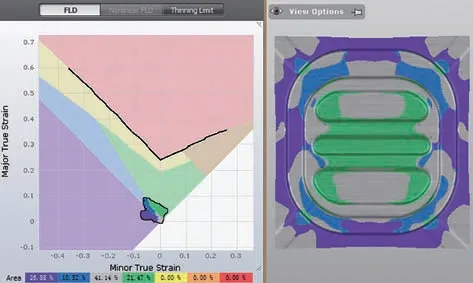
方板直接成形的CAE 分析结果如图5 所示,结果与落料后成形基本一致,型面质量没有问题。
方案二:OP10 落料冲孔,OP20 成形
第一序采用落料冲孔复合模,同时将毛坯外形和内部孔冲出来,第二序通过凸模和凹模直接将毛坯冲压成形。工序图如图4 所示。

那么在这种情形下尽管在余华在为自己所构建的阅读书目中从未见通俗文学作品的蛛丝马迹,他本人也从未谈到过受到通俗文学的影响,但诚如萨义德所言“作者的确生活在他们自己的社会中,在不同程度上塑造着他们的历史和社会经验,也为他们的历史和经验所塑造”[6],因此余华与通俗文学之间不可能毫无瓜葛,文学与社会历史经验的关系使得我们有理由将余华创作《河边的错误》、《古典爱情》、《鲜血梅花》的行为看做是与当时流行的通俗文学的一种对话。在这种对话关系背后,也可能牵涉出与“读者意识”相关的问题。
方案三:OP10 成形切边冲孔
如果这个工艺方案可以实现,零件的边线和孔的位置精度将能很好的保证,零件的一致性很稳定。一套模具就可以完成所有过程,将大幅度降低模具成本和生产成本。
考虑采用方板成形,同时切边和冲孔全部复合到一起,等成形结束后即开始切边和冲孔过程的冲压工艺,一个工序实现零件成形的所有加工过程。
方案二比方案一少一个工序,需要2 副模具,效率有所提高。同样因为成形时没有压料过程,零件边线会有一定的波动。内部孔在第一序中先冲出来后,孔和凸台距离较近,在第二序成形时孔的形状会因为材料流动导致变形,精度不高。只有对孔的使用精度要求不是很高的情况下可以考虑采用。
该方案的模具结构简单,但需要3副模具(每个工序各一副),完成一个零件需要3 个冲次,生产效率低。因为成形时没有压料过程,材料流动稳定性稍差,零件边线会有一定的波动,而且零件型面较为平缓,最后序冲孔时定位不稳定,导致孔相对于型面的位置精度不高。
通过以上方案的对比分析,三个方案的材料利用率基本一致,方案三工序最少,模具成本最低,零件质量保证最可靠稳定,只要模具结构能够实现,将是最优的冲压工艺方案。
模具结构设计
为了实现方案三的冲压工艺过程,模具结构设计如图6 所示。

该模具结构与普通的修边冲孔模基本一致。关键在于压料弹簧的选取,需通过CAE 分析模拟计算出成形所需的力,所有弹簧的初始压力之和要大于成形所需的力,要不然成形过程还没有结束,切边凹模和冲头就会切入零件,导致零件不合格。
⑵上模开始向下运动,压料板开始接触板料;在弹簧的压力作用下,压料板和凸凹模把板料冲压成形,至此成形过程完成,如图8 所示;
模具作业过程如下:
第一序冲出毛坯,第二序通过凸模和凹模直接将毛坯压成形,第三序利用零件型面定位冲出4 个孔。工序图如图2 所示。通过CAE 分析,落料后冲压成形的结果满足质量要求,分析结果如图3 所示。
本文针对某深埋隧洞工程富水强蚀变岩TBM洞段出现的塌方、挤压大变形和流沙等问题,专门设计了注浆模拟试验,分析了浆液在不同围岩中的扩散范围、固结强度及注浆方位对注浆效果的影响,并将其应用于实际工程,进一步验证了模拟试验成果的可靠性。研究成果也为类似隧洞工程在穿越富水强蚀变岩地层时的病害防治提供了借鉴。

另外,该模具的压料板有两个功能。一个是将零件从切边凹模内顶出来。另外一个是需要参与成形过程,相当于成形凸模。所以该压料板设计时,采用的材料是Cr12MoV,热处理要求58 ~62HRC,确保其使用寿命。
接枝率是指橡胶接枝聚合物中,接枝到橡胶粒子上的SAN树脂质量与橡胶质量的比值。接枝率是衡量聚丁二烯橡胶与SAN树脂相容性的重要指标。接枝率可以超过100%,通常ABS接枝率在30%~60%。橡胶接枝率对最终产品的冲击强度影响较大。
配电网自动化系统提升可感知性主要指充分利用配电网自动化技术运用功能设计过程中,保障自动化系统在运行过程中操作便利,并可提供精确的供电信息,系统能较快地被感知及维护,及时规避应用中的隐藏性漏洞,进而全面增强自动化系统的应用效率。

⑶上模继续向下运动,弹簧开始压缩,切边凹模和冲头进入凸凹模,将板料成形后的边缘废料和内部孔切除,完成切边过程,如图9 所示。

结束语
本盖板冲压模具结构与传统模具类似,关键在于通过计算机辅助冲压成形分析,确定采用直接成形的可行性,同时计算出零件成形需要的力,选择合适的弹性元件,使其初始压力大于零件成形所需的力。这样压料板在弹簧力的作用下,可以先将板料压制成形,而此时切边凹模和冲头保持不动。上模继续下行后,再切除零件的边缘废料和内部的孔。实现了在一套模具中分别完成零件成形和切边冲孔两个动作。
夫妻是一辈子的事情,贯穿始终的理财规划,当然也会有长达几十年的那一种,最常见的就是保险。一份保单的缴费期可能长达十余年甚至二十年,而它的保障期限则可能是直至生命终止,这些规划的起始点,基本都落在结婚的头3年之内。俗话说,千里之行,始于足下,这个头,怎能不好好开?
该模具结构简单,可有效保证零件的冲压质量,提高生产效率,降低模具和生产成本。特别适用于低强度、薄板金属以及型面较为平缓、内部有孔零件的冲压成形。希望可以在类似产品工艺和模具设计时提供技术参考。
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
中国应急管理科学(2022年1期)2022-04-18
滇池(2017年5期)2017-05-19
科技创新与应用(2017年9期)2017-04-26
科学与财富(2016年34期)2017-03-23
数字技术与应用(2016年11期)2017-02-09
哈尔滨理工大学学报(2016年2期)2016-09-12
中国科技纵横(2015年4期)2015-04-14
少年科学(2015年3期)2015-04-08