侧围外板角窗面品生产可靠性提升
2022-06-15 11:21:52李众长城汽车股份有限公司
锻造与冲压 2022年12期
汽车覆盖件的冲压制造过程中存在多种复杂机理,汽车外观件因自身特征拉深成形过程中会产生局部应力不均,伴随制件脱模过程回弹引发缺陷,主要缺陷有凹坑、翘边、光影扭曲等现象。面品缺陷产生机理不仅与材料自身性能、成形特性—回弹相关,而且与现场制造生产过程合规性息息相关。针对不同造型需求量身打造独立的工艺参数,针对生产工艺的特殊性提前识别风险,制定现场作业指导书,才能够得到品质稳定可靠的产品。
问题概述
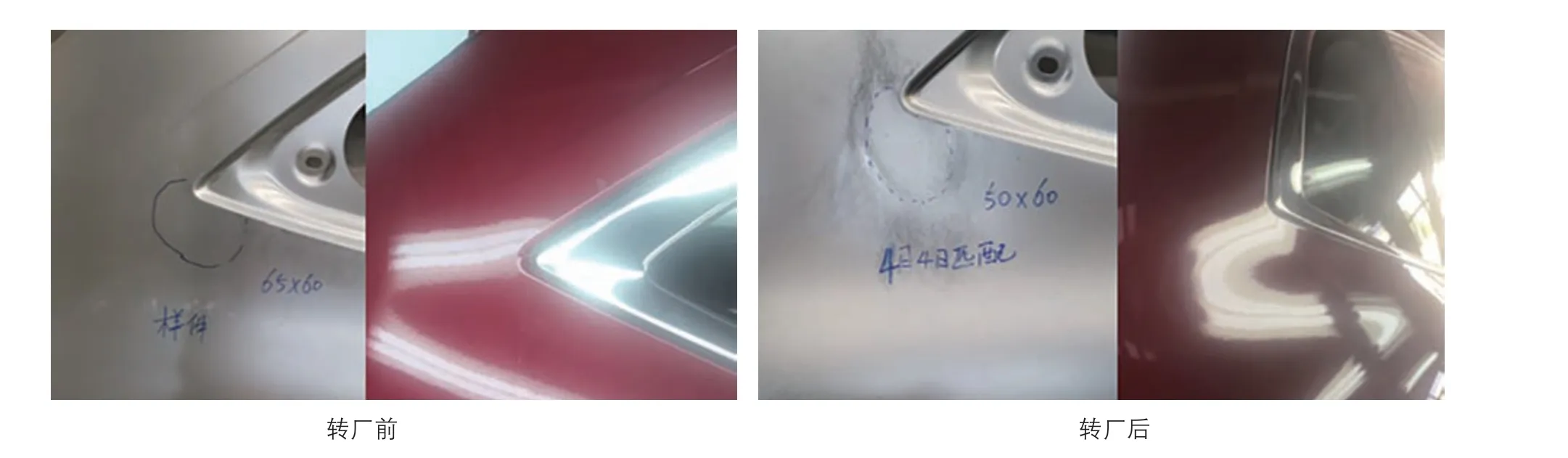
我司某车型,模具转厂后匹配调试发现侧围角窗后下角出现高棱,且发生频次100%。通过整车光影评价,转厂前光影虽发生变化,但比较缓和。模具转厂匹配后的制件光影状态出现明显波纹,不能满足整车状态,见图1。
缺陷产生机理分析
侧围模具全序在线调试时发现工序件高棱状态不一致,且同工装框里面的制件高棱大小也不一样。高棱的大小可以通过角窗后部的凹坑深度值表示其严重程度,经组织光影评价,凹坑深度大于等于0.05mm时光影状态不可接受。
侧围水平放置到传送带或平台后,制件受自重影响下塌,产生不可恢复的塑性变形,出现高棱(图2)。
应用大数据分析,在该系统设置“智能自校验”、“零点验证”、“零点标定”、“全生命周期分析”等几项健康状态自诊断功能,通过应用该功能,操作人员不必到现场逐台获取相应数据。该系统能够实时获取详细数据进行仪表智能自校验,并将诊断结果呈现给操作人员。这样既可以提高维护效率和减少劳动成本,又可以延长质量流量计的使用寿命,使质量流量计运行始终处于最佳工作状态。

冲压各工序的调查过程
(5)施加一定应力后,ND钢钝化膜被机械破坏,导致基体遭遇更严重的腐蚀,而Corten钢在相同情况下能依靠内侧掺混残存的少量合金元素形成的氧化物减缓腐蚀速率,因此,Corten钢腐蚀速率更低。对耐腐蚀材料采取掺混合金及表面强化相结合的方式可能更有利于抵御应力对耐腐蚀性的削弱。

⑴角窗尖角位置超出上边梁强度支撑区域;
角窗部位凹坑由两个原因导致:材料成形、生产工艺。
冲压成形阶段
⑴拉深成形机理。
板料在受力被拉深时,内部晶格发生位错,当拉应力大于晶格间分子力时,晶格位置发生不可恢复性位错,即塑性变形。但此时晶格并没有处在一个四周分子力平衡的位置,所以卸载后,晶格位置会有少量的恢复,以达到内部的平衡,此恢复的量即为回弹量,未能恢复的量为塑性变形量。
MDOS操作平台要求台站及时上传制作报表所需的观测数据、元数据,接收到疑误信息后,及时查明原因,进行数据处理、反馈。实践工作发现,雨量异常是比较常见的疑误信息,本文总结出常见雨量疑误信息的处理方法,供同行参考。
由于晶格内部分子力的平衡受造型及材料属性的限制,晶格沿着自己被拉深的反方向移动时会受到阻力,这就开始沿着强度薄弱的区域释放(由于受到造型的约束,晶格回弹力并不能全部释放,残留的部分为内部残余应力),表现在宏观制件上就会发生扭曲等变形。
通过这个拉深模型就得到一个公式:y= f(X
,X
),y 为制件形状、X
为产品造型、X
为材料属性。
角窗附近材料成形过程直线区流入均匀,拐角处材料流动成扇形变化,扇形区晶格应力状态与周边出现不均现象而产生凹坑。
但我们想要的是制件形状与产品形状一致,即y=X
。所以在材料不变的情况下方案只能是改变法则f 或是制作回弹补偿。
⑵凹坑形成机理。
主要试剂:蛋白胨和牛肉膏(均购置北京奥博星生物技术有限责任公司),十二烷基硫酸钠(SDS),NaCl、H2O2、磷酸氢二钾、磷酸二氢钾、溴酚蓝、甘油、甲醇和无水乙醇(均购置天津市致远化学试剂有限公司),琼脂(海南省琼海市长青琼脂厂),丙烯酰胺、过硫酸氨、甘氨酸(电泳级)、冰乙酸和考马斯亮蓝(R250)(均购置天津博迪化工股份有限公司),三羟甲基氨基甲烷(Tris,天津市鼎盛鑫化工有限公司),N,N′-亚甲基双丙烯酰胺和四甲基乙二胺(TEMED)(均购置天津市大茂化学试剂厂),Cry1Ac蛋白(纯度96%)及其酶联免疫试剂盒(上海佑隆生物科技有限公司)。
小白没有笑,只是点了点头,她的眼睛不时往电视上瞄,电视里正在上演一部才子佳人的言情剧。我说,我等会再讲,你先看电视。小白赶紧把眼收回来说,你讲你讲,你讲得蛮有趣的。我说,那我就继续讲下去。
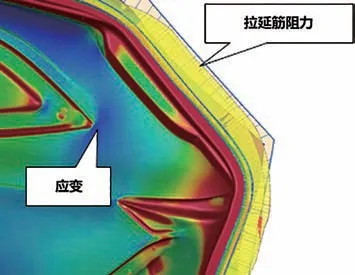
通过调整拉延筋(图5)阻力调整角窗位置的成形应变以使板材拉深更加充分硬化来改变回弹法则,使形状固化。
拐角形状夹角越小扇形分布半径越小,拐角处压应力越大,导致应力不均更严重,角窗成形难度越大。
角窗拐角处形状简化为凹弧翻边,制件脱模后拐角处型面有向上翘起回弹(反挠)的趋势。外观A面的刚性不能抵抗住翘起趋势时就会引起面的变形,产生凹坑。
跟踪生产过程(图3),检查各步制件状态:拉延工序凹坑已经形成,后各工序都有变化,但制件放置到皮带上,线检打磨过程中对制件影响最大。

生产过程凹坑加重原理
⑷角窗上、下两棱线强度高,角部A 面强度差,形成反差,产生应力集中,导致变形。

高棱的产生过程分为两个阶段,冲压成形阶段与生产工艺阶段,影响主要因素为冲压工艺、产品结构、生产工艺三部分。
⑵流水槽强度区与角窗上棱线呈水平状态,未能给予支撑;
⑶角窗尖角处位于反凹造型边缘,未能得到造型强度区域的支撑;
侧围水平放置到传送带或平台后,制件受自重影响下塌,角窗向下沉,A 面位置强度弱,导致凹坑加剧,出现高棱,强度分析见图4。具体原因如下:
控制面品措施
工艺方案
对本科护生进行循证护理理念培养必不可少,将其与真实病人PBL教学相结合,并应用于护生见习环节,有助于提高护生批判性思维能力,提高护生见习参与度,且与传统见习模式相比,其在提高护生自学能力、发现问题和解决问题的能力及团队合作能力方面认可度较高。
因此,教学中,教师务必关注学生,根据他们所需,及时将某些不合理或不完善的课前设计改为课堂生成。教与学,都应是灵动、活泼、睿智、曼妙的,应该是师生的共生共长。这种成长,并不是大张旗鼓、排山倒海、气冲斗牛,而是不动声色、顺理成章、水到渠成,却又坚如磐石。她让师生都过上一种完整而幸福的生活,让每一个生命都发挥其宝贵的价值。
调试方案
侧围角窗夹角半径越小、材料流动阻力越大,A面应力分布不均匀易产生凹坑。模具优化方案采用强压研合(图6),使材料法相受压,在强压力下产生法相塑性应变。

产品设计措施
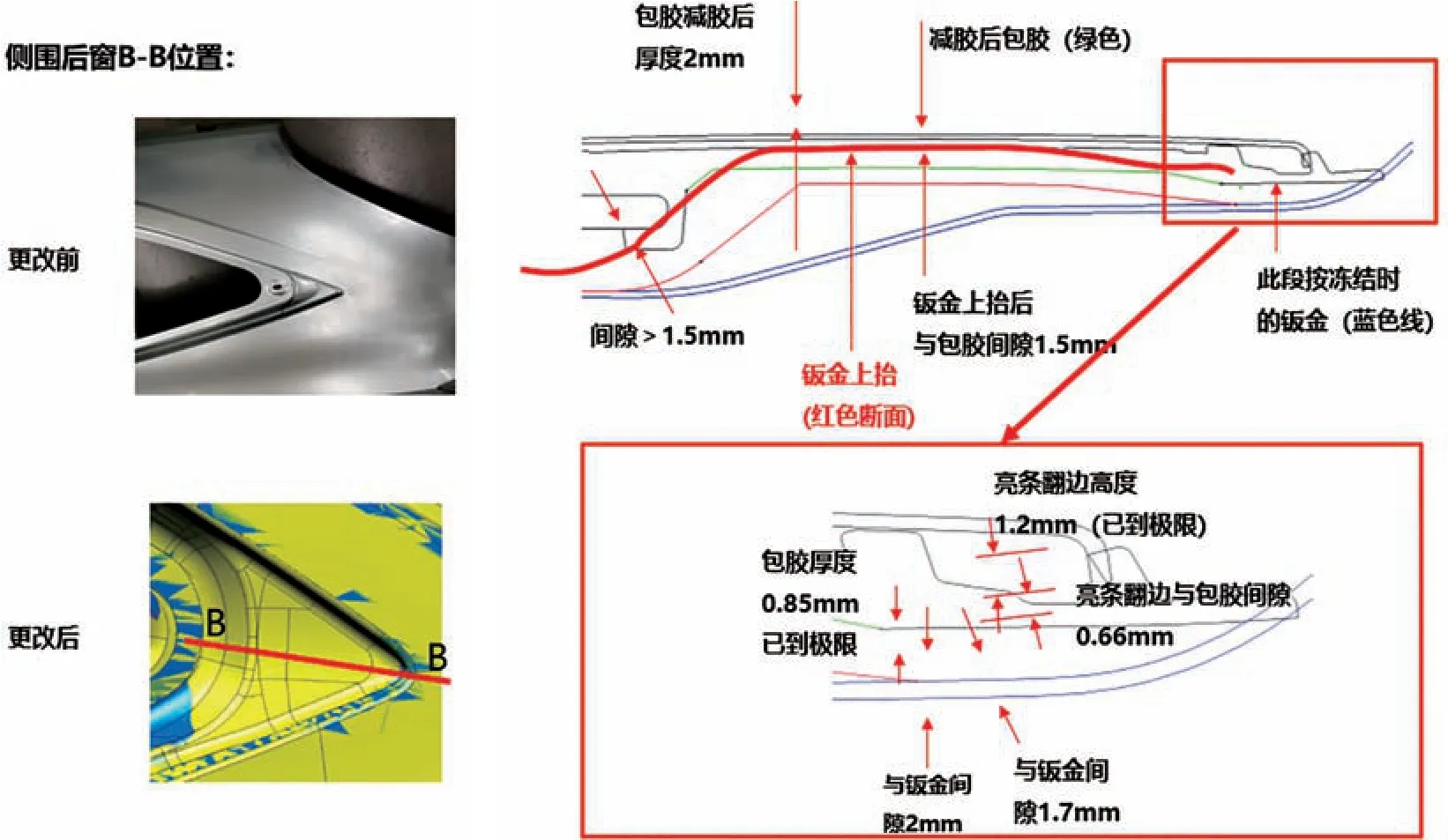
优化侧围结构面(图7),与外饰件间隙做小到极限,避免角窗应力聚集一点释放,减小A 面变形量。
生产过程措施
OP50 空工位支架,侧围B 柱上部增加限位块,平衡侧围外板下落后接触点,减小变形;增加抓手吸盘,避免制件抓取时受力不均导致的变形,生产过程措施见图8。
生产工艺措施
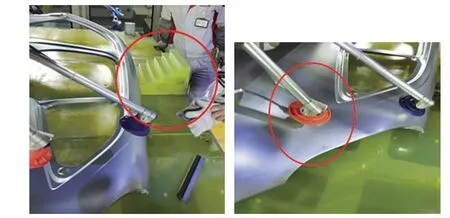
改前:人工在传送带打磨检测,制件受到压力后产生塑性变形,高棱出现。改后:在线检测更改为装框后再检测,此种方式检测凹坑无变化,检测方式变更现场图见图9。

效果验证
检测100 件凹坑状态,最大凹坑深度0.04mm;装框后制件凹坑持续、稳定的控制在65mm×40mm×0.04mm 以内,满足整车光影评价,完成图见图10。


结束语
影响汽车外覆盖件面品的因素较多,其余位置缺陷真因分析及解决方案可借鉴上述角窗解决思路。从前期产品数模、工艺方案、模具制造调试、后期生产工艺等影响因素来分析缺陷的起因,从产品设计、工艺结构、模具制造精度、调试手法、线体生产工艺等方面控制面品。实际生产设计过程中,需要针对具体情况制定相应处理措施。
《盗墓笔记》是南派三叔写的一部关于盗墓的网络小说。在这本书中,南派三叔描述了一个完全不同于现实社会的神秘世界,充满了诸如僵尸、鬼魂、护身符和罕见动植物等等神秘各异的事物。他运用大胆而富于想象力的语言向读者呈现了一系列精彩绝伦的画面。自出版以来,该书一直畅销全国,开创了“盗墓时代”。近几年来,本书所改编的游戏、电源、电视剧层出不穷,本书成了一个巨大的IP宝库,具有可观的经济价值。同时,这部作品也吸引了很多国外读者,很多喜好中国小说又精通双语的国际友人自发将其翻译成各种语言。
汽车外覆盖件的面品直接体现了汽车制造企业的质量控制意识、品味,而冲压外板钣金是最直接的体现。在汽车市场红海中企业要想有长足的发展,必须以品质作为立足之根本。
猜你喜欢
吉林化工学院学报(2020年5期)2020-07-04 08:21:46
化工装备技术(2020年2期)2020-05-12 09:07:20
数学物理学报(2019年5期)2019-11-29 07:46:50
模具制造(2019年7期)2019-09-25 07:29:56
制造技术与机床(2018年12期)2018-12-23 02:41:16
数学物理学报(2017年5期)2017-11-23 07:51:09
制造技术与机床(2017年12期)2017-02-02 07:04:38
核技术(2016年4期)2016-08-22 09:05:32
潍坊学院学报(2016年6期)2016-04-18 13:56:55
中国塑料(2014年8期)2014-10-17 03:05:16