特种设备焊工证取证误区解读
2019-11-21 10:26李少东
世界有色金属 2019年17期
左 亮,李少东,曹 平
(铜陵市特种设备监督检验中心,安徽 铜陵 244000)
1 误区一
误区一解读:近年来随着氩电联焊在特种设备焊接方面的优势,氩电联焊的焊工证也逐渐成为安装制造单位的首选。
例如某工程中需要焊接不需要氩弧焊打底的GC3管道规格为Φ325×8材质为20,也就是只采用手工电弧焊(SMAW),但往往安装单位提供的为组合焊件考核合格的焊工证。GTAW-FeⅡ-6G-2/89-Fefs-02/11/12和SMAW-FeⅡ-6G(K)-6/89-Fef3J。
依据TSG Z6002-2010,特种设备焊接操作人员考核细则A4.3.6,手工焊焊工采用不带衬垫对接焊缝试件或者管板角接头试件,经焊接操作技能考试合格后,分别适用于带衬垫对接焊缝焊件或者管板角接头焊件,反之不适用[1]。
可知氩电联焊焊工证中的SMAW-FeⅡ-6G(K)-6/89-Fef3J,由于存在氩弧焊打底相当于SMAW带衬垫而上述工程Φ325×8材质为20管道的焊接需要的是SMAW不带衬垫的焊工证[2]。
误区一结论,针对焊工证取证应当采用GTAW与SMAW分开取证的方式。以避免无法覆盖造成的工程时间及经济上的损失。
2 误区二
误区二解读:在特种设备压力管道工程中,往往存在45度固定的管子对接接头,管材角焊缝和管板角接头。
依据TSG Z6002-2010,特种设备焊接操作人员考核细则,对于管材对接焊缝而言焊工证位置代号6GX就能覆盖所有位置,也就是说管材对接焊缝45度固定的试件,但是管材对接焊缝的6GX只能覆盖对接焊缝位置和角焊缝位置;对于存在管板角接头试件的工程来说,管板叫角接头代号6FG就能够覆盖管板角接头焊件的所有位置;板材角焊缝试件和管材角焊缝试件只能覆盖角焊缝位置。
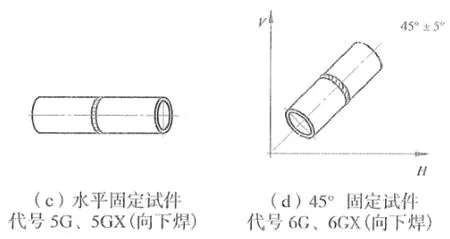
图1 管材对接焊缝试件
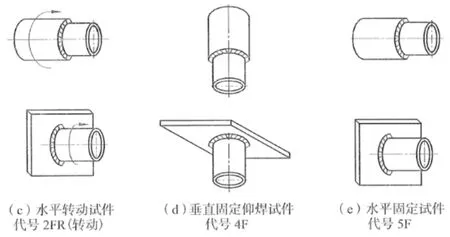
图2 管材角焊缝试件
误区二结论:对于复杂位置的工程来说,只需要取一个管子或者板子的对接焊缝试件,再取一个管板角接头试件即可。
当然了如果要用板子代替管子还应当考虑直径方面的问题。
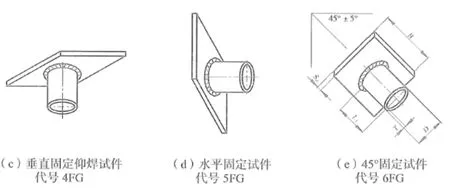
图3 管板角接头试件
2 误区三
误区三解读:在特种设备压力管道工程中,往往存在多种直径的管道。并非仍选一种直径的试件就能覆盖所有直径的焊件。
例如某工程中需要焊接手工电弧焊GC2级管道规格为Φ57×8材质为20,提供的焊工证为SMAW-FeⅡ-6G(K)-6/89-Fef3J。
依据TSG Z6002-2010,特种设备焊接操作人员考核细则表1,此焊工证直径不能覆盖。
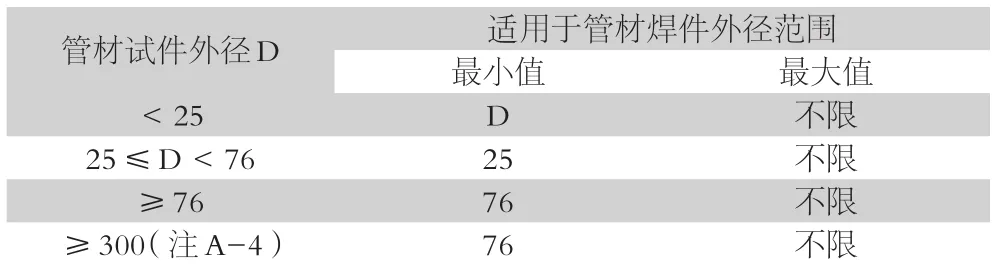
表1 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围mm
通过表1,若试件直径大于等于25小于76的话就能覆盖本工程。
误区三结论:如果存在焊件直径小于76的焊件,那么试件直径应当选大于等于25小于76。
4 结论
综上所述:①针对焊工证取证应当采用GTAW与SMAW分开取证的方式。以避免无法覆盖造成的工程时间及经济上的损失;②对于复杂位置的工程来说,只需要取一个管子或者板子的对接焊缝试件,再取一个管板角接头试件即可。当然了如果要用板子代替管子还应当考虑直径方面的问题。③如果存在焊件直径小于76的焊件,那么试件直径应当选大于等于25小于76。
猜你喜欢
焊接(2021年12期)2022-01-20
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
化工机械(2021年2期)2021-05-18
河南科学(2020年3期)2020-06-02
制造技术与机床(2018年8期)2018-10-09
小天使·二年级语数英综合(2015年4期)2015-04-20
制造技术与机床(2015年3期)2015-01-27
制造技术与机床(2015年3期)2015-01-27
幼儿智力世界(2014年5期)2014-06-18
中国氯碱(2014年11期)2014-02-28