
自动上料装置在冲压生产线中的应用
2019-08-28 07:44牛瑞霞郭金山
锻压装备与制造技术 2019年4期
牛瑞霞,郭金山,范 超
(扬力集团股份有限公司,江苏 扬州 225127)
随着经济的发展和科技的不断进步,自动化越来越得到客户青睐,成为现代生产的主要手段,随着冲压产品被广泛地应用在国民经济的各个领域,从航空航天、交通运输、机械电子、医疗器械再到生活中的汽车、家电行业,都离不开冲压件,加上科学领域的不断发展,冲压行业也从单纯的冲压转变为结合周边设备的自动化冲压生产线,如毛坯下料设备由原来的普通剪板机过渡到开卷落料的自动化装置,冲压制品的传送由原来的人工传递过渡到采用机器人或者机械手所代替,自动化生产线的使用不仅可以改善工人的作业环境,还可以减少生产中的失误率和危险性,提高了生产效率、产品质量和材料的利用率等[1-2]。
传统的冲压加工过程中,往往采用人工送料模式,将板料依次放置在上料平台上,这种手动上料的方式导致生产效率低、产品数据统计错乱等问题[3],也不能满足迅猛的发展需求和客户的生产效率,采用自动上料装置不仅提高了生产效率,还避免人工参与生产所产生的各种因素,包括统计失误、危险、误操作等。
本文以某款自动上料装置为例,利用SolidWorks软件进行三维建模,并对其相关机构进行优化与整改,最终满足客户的要求和相关标准。该装置模型如图1所示,主要包括伺服送料机构、桁架机身结构、送料台车和重力对中台等结构组成。

图1 自动上料装置结构示意图
1 送料台车
送料台车如图2所示,主要由导轨、车架、料片定位机构、磁力分张机构和末料检测机构等零部件组成。车架内装有减速电机,通过带动链轮,从而驱动小车在与其配合的导轨上行走,小车上装有限位开关,当小车到达指定位置后,限位开关给出信号,使小车停止在指定位置;码垛好的料片放置到车架后,通过调整限位柱的位置实现料片的初定位;磁力分张机构利用同性磁极相互排斥的原理,将相邻板料分张,以防止双料的产生,分张器可手动调节以便靠近板料;末料检测作用是料片抓取完之后,感应器检测到台面无板料,发出信号,使台车移动到上料位置。

图2 送料台车结构示意图
2 伺服送料机构与桁架机身
如图3所示,伺服送料机构安装于桁架机身上,其中伺服送料机构包含移载机构和抓取机构,通过伺服电机带动移载机构作X和Z方向的往复运动,驱动方式采用伺服电机配合减速机,通过齿轮齿条或同步轮同步带传动,抓取机构X与Z轴限位处均有限位开关。抓取机构通常采用真空吸附式或电磁式,根据材质和材料的大小来设计不同的抓手,以满足客户工件的需求。
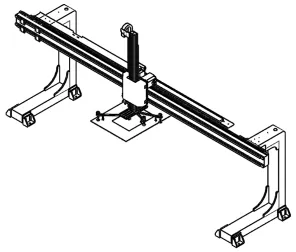
图3 伺服送料机构与桁架机身示意图
3 重力对中台
台面设若干带导向的传动轴承与定位块。定位位置对应每种模具可快速在台面上人工拆卸。且对应安装位置有明确标记。

图4 重力对中台结构示意图
对中台设有坡度调节机构,可通过螺杆调节高度,台面设有料感应开关,只有板料正确定位,感应开关方可发讯。否则声光报警器报警,且上料机器人不会抓料。
4 结论
本文以一款自动上料装置为例,介绍其结构组成,通过该装置的使用,操作人员只需将码垛好的料片放置在送料台车上,采用自动化上料代替人工,结合其他设备组成生产线,不仅节约了劳动成本,同时提高了生产效率和产品一致性,同时避免因人为因素导致产品计数失误、误操作及受伤等问题。
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
——媒体中台建设的特点和误区
视听界(2021年2期)2021-11-27
模具制造(2021年8期)2021-10-20
汽车工艺与材料(2021年5期)2021-05-17
科学技术创新(2021年5期)2021-03-17
全国流通经济(2020年20期)2020-09-17
建筑与装饰(2020年20期)2020-08-20
河北省科学院学报(2020年4期)2020-03-19
科技创新与应用(2020年3期)2020-02-04
科技创新与应用(2019年36期)2019-12-23
