
探析压力容器焊接工艺评定问题及优化措施
2019-08-26 05:40:10曲显清
中国设备工程 2019年15期
曲显清
(五矿二十三冶建设集团有限公司,湖南 长沙 410000)
从压力容器的生产制造实际来说,焊接工艺的应用效果,直接影响着焊接的质量和容器的性能。因此,要做好严格的把控。基于质量把控的原则,在生产作业中需要进行压力容器的焊接工艺评定,以此确保制造的质量。不过工艺评定的作用尚未有效发挥,还需要加以完善和优化。
1 压力容器的焊接工艺
从制造实际来说,采用的焊接技术具体如下:(1)接管自动焊接技术。目前来说,使用的多为接管马鞍式的埋弧焊接设备。其在实际应用中,控制方法效果较好,有着很强的适应性和自动化优势。接管内径大小,能够保证设备功能的发挥,运用四联杆夹紧的措施,能够实现定心的自动化。基于筒体和接管的直径,明确焊枪运行轨迹,利用焊接模型控制焊接参数,实现焊接的自动化。(2)窄间隙埋弧焊。若壁厚大于等于100mm,那么使用普通U 型将会造成材料能量和工时等的损耗。为保证容器的质量,需要做好小间隙焊缝的处理,进而提高生产的效率和质量。窄间隙埋弧焊工艺的应用,提高了压力容器焊接技术整体水平,优化了传统的焊接工艺。(3)弯管内壁堆焊。以90°弯管为例,采用的焊接工艺为GMAW。在具体操作中,向二维变位机内设置工件,借助工件的旋转运动完成焊接。翻转运动的实现,能够促使焊接处于平焊位置;同时在三维导轨内设置焊枪的方式,能够完成自动变位。
2 压力容器的焊接工艺评定问题
以过渡层焊缝问题,进行工艺评定分析,做如下论述:
2.1 焊接工艺分析
从当前制造的压力容器实际来说,金属Q345R(基层)-金属S31603 碳钢(复层)-不锈钢爆炸复合板的应用很多。在开展焊接作业时,对不锈钢复合板采取分开焊接的方式,即基层和复层分离,同时在层交界位置焊接过渡层。开展基层焊接以及复层焊接作业,按照同类母材进行焊接,采用的焊接工艺比较成熟。不过过渡层为异种钢的焊接,所以焊接的质量把控尤为重要。
部分设计方案基于结构的需要,选择在Q345R 母材焊接的接头位置设置S31603 不锈钢垫板,焊接作业中Q345R 之间的焊接作业为同种母材焊接;垫板和母材的交界位置为过渡层,也就是异种钢焊接。因为钢板的基层、复层化学成分以及物理性能等很大,而且热导率以及线膨胀系数差异,所以,过渡层焊接作业填充金属多依据设计温度选择。具体如下:(1)设计温度小于315℃,选择Ni 和Cr 含量可以确保焊缝金属是奥氏体的不锈钢材料,如E309-16(A302)等,使得应力能够集中在Q345R 一侧融合线位置。(2)设计温度大于315℃,选择线膨胀系数以及碳钢接近而且塑性比较好的材料,比如,高Ni 填充金属焊接材料,使得热应力能够集中在一侧熔合线位置,利用塑性变形控制热应力。
2.2 评定分析
现结合焊接评定中的某种情况进行分析。A 压力容器的设计温度参数为400℃,筒体材料选择的是Q345R+S31600不锈钢复合板,板材符合NB/T47002.1,拟定运用不锈钢复合板焊接工艺。具体操作如下:(1)基层和复层之间的焊接运用GTAW 焊接工艺;焊接材料选用ER316L;(2)基层和基层之间的焊接,运用GTAW 焊接工艺;焊接材料选用ER50-6;(3)过渡层的焊接,GTAW 焊接工艺;焊接材料选用ERNiCr-3。工艺评定:材料为Q345R+S31603;基层材料为Q345R,厚度参数为18mm;复层材料S31603,厚度参数为3mm;长宽参数为500×150mm。焊接接头如图1 所示,按照表1 实施焊接。依据NB/T47014 进行工艺评定,检测RT 和拉伸试验等,验证工艺的应用能够满足实际生产。不过焊接作业中ER50-6 以及ER50-6 填充金属存在裂纹以及纵向裂纹等,在评定的条件下,使用的ERNiCr-3 以及ER50-6 填充金属不具备工艺焊接性。总的来说,虽然能够达到技术标准,不过,对比筒体环缝以及环缝焊接作业,只是改变了焊接的顺序,使得通过评定的工艺难以起到指导作业的作用,技术规范存在着不足。
3 压力容器的焊接工艺评定的优化
经过上述评定分析,明确压力容器的焊接工艺评定问题存在,影响着焊接工艺的实用性。比如,部分技术标准忽略了焊接顺序的变化情况,经过评定的工艺,很有可能会出现无法指导生产实际的问题。因此,需要进行评定优化。在具体实践中,要把控以下要点:(1)做好压力容器的焊接工艺评定标准分析,正确理解标准规定,并且合理利用此项评定规则。(2)对压力容器制造中使用的材料和规格等,结合后期发展的实际需求,合理选择焊接工艺评定的项目,做好严格的把控,以免发生重复评定的情况,最大程度上控制焊接评定的数量,减少压力容器的生产成本。除此以外,避免焊接工艺评定项目过多覆盖范围不全的情况发生,为生产作业的开展提供依据。

表1 焊接参数(部分数据) 备注:“-”指的是同上
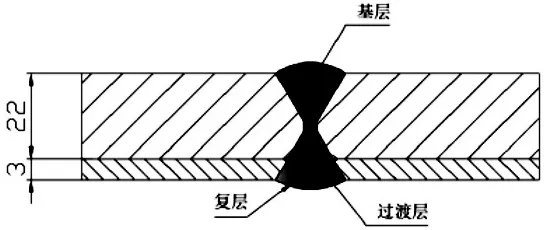
图1 焊接接头
4 结语
综上所述,压力容器的焊接工艺评定开展,能够为焊接工艺的应用提供指导。从当前的评定实际来说,还存在着诸多问题,难以保证评定的效果。在具体实践中,通过采取系列措施和手段,做好评定的把控,确保生产的有效开展。
猜你喜欢
工程与建设(2019年1期)2019-09-03 01:12:38
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
山东冶金(2018年6期)2019-01-28 08:14:48
海峡科技与产业(2017年6期)2017-07-01 19:16:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
广西林业科学(2016年1期)2016-03-20 05:33:09
山东冶金(2015年5期)2015-12-10 03:27:40
焊接(2015年7期)2015-07-18 10:59:17
焊接(2015年7期)2015-07-18 10:59:17
