不锈钢复合板焊接工艺研究
2017-07-01 19:16陈现民
海峡科技与产业 2017年6期
陈现民

摘 要:分析了0Cr18Ni9+Q235-B不锈钢复合板的焊接性,不锈钢复合板的焊接质量控制地重点是过渡层的焊接,过渡层焊接属于异种钢焊接,焊接难度大,焊接质量不容易控制,通过焊接工艺、坡口设计、焊接要求方面的设计,比较全面地总结了焊接技术的要点和重点。本文深入的分析了不锈钢复合板的焊接性,从焊前准备、坡口加工、焊接方法及焊接材料的选择等方面进行控制,制定较合理的焊接工艺,并将该工艺成功应用于天津碱厂储罐的制作中,取得了良好的效果。
关键词:不锈钢复合板;0Cr18Ni9+Q235-B;焊接工艺
1 引言
不锈钢复合板是以碳钢基层与不锈钢覆层结合而成的复合板的钢板。不锈钢复合板不仅具有不锈钢的耐腐蚀性、还具有碳钢良好的机械强度和加工性能以及低成本的优点,也是新型的工业产品,因而应用广泛。所以其焊接工艺的分析研究有很重要地现实意义,在不锈钢复合板的焊接工艺上,坡口设计、焊接顺序及焊接组对是关键 ,解决好上述问题,不仅能够提高复合板压力容器的生产效率,而且能够保证质量。
2 材料(不锈钢复合钢板)的焊接性分析
不锈钢复合板焊接,复合板的基层和复层属于同种材料,焊接比较容易,焊接质量容易控制。不锈钢复合板基层与复层交界处,属于不同的材料焊接,焊接质量不容易控制,应该设置焊接过渡层。基层和复层性能以及化学成分差异比较大,因此控制好过渡层的焊接是保证焊接质量的重点,也是难点。
3 焊接工艺
3.1 工艺流程
3.2 焊前准备
不锈钢复合钢板的坡口加工采用机械加工的方法,切割面应该光滑,要是采用等离子切割,切割的时候复层朝上,严禁将切割的熔渣落在复层上。
坡口及其两侧各20mm范围内应用机械方法和有机溶剂进行表面的清理,清除表面的油污、锈迹、金属屑、氧化膜及其他的污物,复层距离坡口100mm范围内应涂防飞溅涂料。
装配应该以复层为基准,其错边量不得大于复层厚度的二分之一,且不大于2mm,对于复层厚度的不同,按较小地复层厚度取错边量. 焊前裝配要以复层为基准对齐,错边量留在基层一侧,控制在0.5~1mm,错边量过大将会直接影响复层的焊接质量;一定要保证工件装配不锈钢焊件工艺间隙,一般对接接头约为1.5~2.0mm。
3.3 焊接
(1) 焊接方法与焊接材料的选择
根据不锈钢复合板的厚度及实际施工条件,焊接不锈钢复合板时,基层采用手工电弧焊。过渡层和复层焊接,也是采用手工电弧焊。
不锈钢复合板过渡层的焊接十分地重要,过渡层焊接材料的选择也非常重要。焊接过渡层的目的,是为了补偿由于稀释所引起地合金元素(例如铬、镍等)的降低,使复层焊缝的合金成分保持应有的水平。因此,焊接材料的选择十分的重要,碳钢之间焊条为:J426,不锈钢之间为A102,不锈钢与碳钢之间为A302。
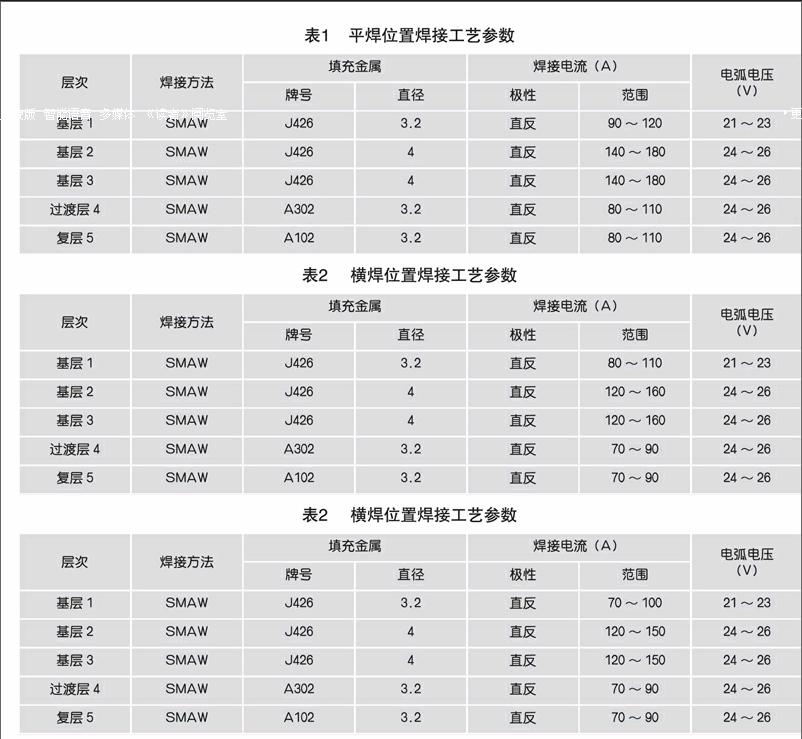
(2) 焊接工艺参数
根据储罐的材料、焊件的厚度、焊接接头形式、焊缝的空间位置、装配间隙等,确定合理的焊接工艺参数,各种焊接位置的焊接工艺参数见表1~表3。
(3) 焊接的顺序
焊接宜先焊基层,再焊过渡层,最后焊复层,现已复层焊接为例讲述如何保证焊接质量。
不锈钢复合板的复层主要是保证储罐的耐腐蚀性能。在焊接复层时,首先要仔细清除坡口边缘地复层坡口上的飞溅物,一定要注意保护复层的表面,
复层焊缝应该最后焊接,必须控制好焊接热输入量,尽量采用小的焊接热输入和电流,并且要快速焊接。焊接过程中严格控制层间的温度,允许在前后焊道施工间隙时采取措施冷却接头。
4 结束语:
为保证焊件的焊接质量,须选用合理的焊接工艺参数,本论文首先通过对0Cr18Ni9+Q235-B的焊接性能分析。其次,对焊接工艺参数进行设计,在复合板的焊接工艺上,坡口设计、焊接顺序及焊接组对是关键 ,通过焊接工艺控制及焊后检验,保证焊接接头的质量。
猜你喜欢
山东冶金(2019年6期)2020-01-06
工程与建设(2019年1期)2019-09-03
山东冶金(2018年6期)2019-01-28
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
广西林业科学(2016年1期)2016-03-20
焊接(2015年2期)2015-07-18
焊接(2015年7期)2015-07-18
焊接(2015年7期)2015-07-18
设备管理与维修(2015年12期)2015-04-09
河南科技(2015年7期)2015-03-11