
玉米油在再制奶油干酪中的应用及其对品质的影响
2019-07-25 10:22腾军伟郑远荣刘景焦晶凯苏米亚刘振民
食品工业 2019年7期
腾军伟,郑远荣,刘景,焦晶凯,苏米亚,刘振民*
乳业生物技术国家重点实验室,上海乳业生物工程技术研究中心,光明乳业股份有限公司乳业研究院(上海 200436)
再制干酪是以不同成熟期的天然干酪为原料,添加乳化盐、其他乳或非乳成分等辅料,经加热融化、乳化、持续搅拌和杀菌等工艺制得的具有一定货架期的乳制品[1-3]。干酪营养价值很高,富含多种优质乳蛋白质、天然乳钙、多种维生素等。再制干酪是非常复杂的体系,其性质受多种因素的影响[4-5]。其中脂肪是干酪中多种风味物质的主要来源,同时也使干酪获得特殊的质构和功能性质[6-8]。奶油干酪(Cream cheese)属于高乳脂类软质干酪,其中脂肪一般在干物质中的含量(FDM)≥60%,室温下可具有涂抹性,质地细腻、风味柔和、奶香怡人,是制作芝士蛋糕的主要配料,也是现在国内食用较多的一类干酪品种[9]。
再制奶油干酪中的脂肪主要来自黄油,而黄油含有较多的饱和脂肪酸含量,可达56.50%,而多不饱和脂肪酸只有2.50%,单不饱和脂肪酸占比29.81%[10]。研究表明,饱和脂肪酸可提高血液中低密度胆固醇含量,进而提高患动脉粥样硬化及冠心病等心脑血管疾病的风险[11-12]。植物油脂胆固醇含量低,富含多种不饱和脂肪酸和维生素等,且价格低廉,若替代乳脂制作再制奶油干酪既有较高的研究意义,又能较低成本提高企业的经济效益[13]。但有关植物油脂在再制奶油干酪中的应用影响研究并不多见[14-15]。前期研究了不同植物油脂在再制奶油干酪中应用,筛选得到玉米油是较好的植物来源油脂,玉米油是食用油中不饱和脂肪酸和维生素C含量较高的品种,胆固醇含量为零,同时富含人体必须的维生素E、多种矿物质元素,且不饱和脂肪酸主要为亚油酸和油酸,其中亚油酸占油脂总量的50%以上,所以国际上把玉米油称作营养保健油[16]。此外,玉米油色泽金黄透明,清香扑鼻,能为干酪带来较好的色泽和风味物质。试验以不同黄油和玉米油的油脂提供比例研究其在再制奶油干酪中的应用,同时探究对产品品质的影响,以期找到最佳的乳脂替代比例,从而为制造更健康的再制奶油干酪,使其产业化提供技术指导和理论依据。
1 材料与方法
1.1 试验材料
低盐切达干酪(4个月成熟期)、黄油(脂肪含量80%),恒天然中国有限公司;玉米油(脂肪含量99.90%,山东鲁花集团有限公司);乳化盐、刺槐豆胶、葡萄糖酸-δ-内酯(GDL)、水、盐均为食品级;所有干酪和黄油均采用同一批次原料,且充分混合以保证原料的均一。
1.2 仪器与设备
融化锅UM/SK 5(德国Stephan公司);LAB 1000均质机(丹麦APV);TA-XT plus质构分析仪(英国Stable Micro System公司);便携式pH计(瑞士METTLER);Stratos离心机(美国Sorvall)。
1.3 试验方法
1.3.1 再制奶油干酪样品的制备
再制奶油干酪的配方见表1。其中,全部使用黄油的奶油干酪为对照组,再制奶油干酪的油脂按黄油与玉米油提供比例可分为A(4:1)、B(3:1)、C(2:1)和D(1:1)4组试验组,每次试验配料量1.5 kg,按表1配方表称取各原料,其中将4~6个月成熟期的淡味低盐切达干酪切成3 cm×3 cm×3 cm的小块,以便更好地融化,依次将干酪、油脂、乳化盐、刺槐豆胶和水加到融化锅中,加热方式采用热蒸汽夹套间接加热,同时缓慢地将剪切速率调到900 r/min,当加热温度达到50 ℃时停止加热并保温5 min,以保证充分乳化和质量均一,同时边搅拌边缓慢加入GDL进行缓慢调酸,搅拌2~3 min后用便携式pH计测定pH,调酸至4.7~4.8左右,加热到80 ℃,保温10 min,趁热在200 MPa下均质,灌装后自然条件下冷却至室温,之后0~4 ℃冷藏放置24 h即可。制得的终产品干酪样品营养成分:蛋白质7.36%、脂肪33.6%、盐分0.60%。

表1 再制奶油干酪配方表
1.3.2 质构分析
干酪样品均匀地涂抹于与探头配套的锥面容器中,表面轻轻刮平后放入4 ℃冰箱中冷藏30 min。质构分析模式:下压。检测仪器参数设置:测量前探头下降速度10.0 mm/s,测试速度3.0 mm/s,测试距离24.0 mm,触发模式Button,探头类型HDP/SR-C。每组测定样品的平行数为3次。数据采用Texture ExPoment 32进行处理和分析,试验典型曲线如图1所示。

图1 样品质构特性测试典型曲线图
曲线参数及定义为:
1) 硬度:探头下行过程中曲线的最大正峰值,用力(g)表示,表示为干酪的软硬程度。
2) 涂抹性:探头在下行过程中受力曲线与时间轴所形成峰面积,为涂抹时所做的功(g·s)。
3) 黏聚力:探头上行过程中形成受力曲线的最大负峰值,以力(g)表示。
4) 黏着性:探头上行过程中受力曲线与时间轴所形成面积,表示探头脱离样品时所做的功(g·s)。
1.3.3 干酪内部乳清析出的测定[17]
取30 g干酪样品,在20 ℃下放置1 h,在相同温度下3 000 r/min离心处理30 min,收集下层乳清,乳清析出量(%)按每100 g干酪样品所析出的乳清质量表示,试验平行测定3次。
1.3.4 干酪表面乳清析出的测定
用相同的圆柱形取样器取相同质量的干酪样品(约80 g),封装,在10 ℃条件下放置5 d,开封后准确称量干酪样品、含包装的总质量(m1,g)、空包装的质量(mp,g)及所有析出乳清质量(m2,g)。

1.3.5 油脂析出率的测定[18]
采用滤纸方法测定干酪的油脂析出性,通过特定的取样器取干酪样品。将样品放置于化学分析纸上,在10 ℃条件下放置2 h即可,此时油圈已经形成,每组样品平行测定3次,取平均值。用油圈形成面积与原始油圈的面积比值来表示油脂析出性。
1.3.6 干酪感官评定方法
根据莫蓓红等[19]和Cunha等[20]研究的再制干酪感官百分制评分标准检验法并稍有改动,进行感官评定。干酪从冰箱中取出,称约30 g样品于一次性透明杯中,选有相关乳品研究经验和烘焙经验的10名人员作为感官评定员对样品进行评定打分。感官评定每组样品时,期间用温水漱口以消除样品间的干扰。感官评分后,去掉每组样品的最高分和最低分,剩下取平均值。
1.3.7 数据处理与分析
试验数据采用SPSS 22.0软件和Excel软件进行处理和方差分析及显著性检验。
2 结果与讨论
2.1 不同油脂比例对再制奶油干酪质构特性的影响
分别对冷藏24 h的对照组和试验组干酪样品按相同的处理方式进行质构特性的测定,结果如表2所示。
试验组干酪A和B与对照组干酪在硬度、涂抹性、黏聚力和黏着性方面差异均不显著(p>0.05)。但试验组干酪C与对照组干酪在各方面质构特性上均表现出较大差异(p<0.05),其中硬度是再制奶油干酪产品品质中尤为重要的一项指标,干酪样品B在硬度上与对照组干酪相比有所增加,但干酪样品C与对照组干酪在硬度上相比减小了49.44%,差异影响较为明显(p<0.05),试验组干酪D亦表现出相同的较大差异现象。
结果表明,继续提高植物油脂玉米油添加量,干酪样品中固体脂肪含量的减少将会导致干酪体系的硬度降低,同时干酪中脂肪球的数量也相应减少,而脂肪球的直径相应增大[21],干酪质构特性上达到一个界限,即量变达到质变的过程,过多的液体植物油脂不足以撑起干酪酪蛋白网状结构,导致结构塌陷,表现出较差的产品品质。有研究发现干酪体系中的脂肪球种类、分布和大小是影响再制干酪产品质地的主要因素[22]。

表2 不同油脂比例对再制奶油干酪质构的影响
2.2 不同油脂比例对再制奶油干酪内部乳清析出的影响
内部乳清析出是表征干酪样品在食用时,产品切面间乳清渗出的快慢情况,对不同样品进行内部乳清析出率的测定,测试结果如图2所示。
干酪A和B与对照组相比差异不显著(p>0.05),表明玉米油添加量在此范围内对干酪内部乳清析出整体影响不大。但干酪C和D与对照组干酪相比内部乳清析出率显著提高(p<0.05),且随着玉米油添加量增大,干酪内部乳清析出情况更为严重。
有研究表明再制干酪的内部乳清析出主要与酪蛋白亲水端与水的结合程度以及整体空间结构排列有关[23]。试验中干酪C和D含有较高含量的液体玉米油,这导致干酪整体结构变得软榻进而空间结构变小,酪蛋白亲水段与水的接触面积减小,从而对自由水的结合吸附力减弱,导致严重的内部乳清析出状况。
2.3 不同油脂比例对再制奶油干酪表面乳清析出的影响
奶油干酪属于软质干酪,含水量相对较高。表面乳清析出是衡量干酪产品在包装容器中储存食用前的一项重要衡量指标。分别对对照组和试验组干酪的表面乳清析出率进行测定,测试结果如图3所示。
试验组干酪A和B与对照组干酪相比,表面乳清析出率稍稍增大,但整体差异不明显(p>0.05)。试验组干酪C和D与对照组干酪相比,乳清析出率显著提高(p<0.05),且明显持续增大,表面乳清析出较为严重。从样品表面也能看出干酪C和D表面乳清析出状况较为明显。
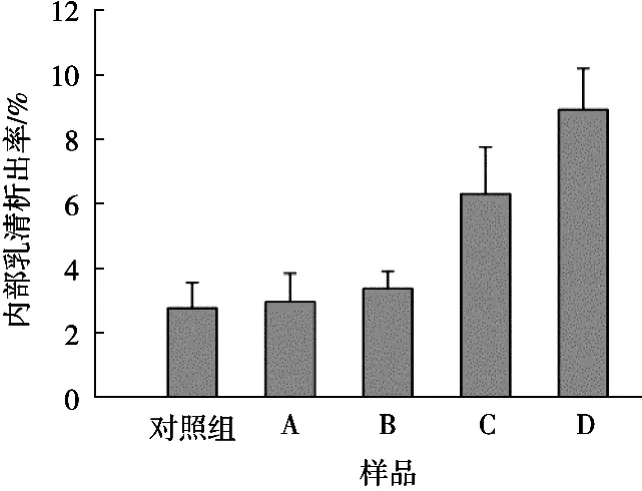
图2 不同油脂比例对再制奶油干酪内部乳清析出的影响
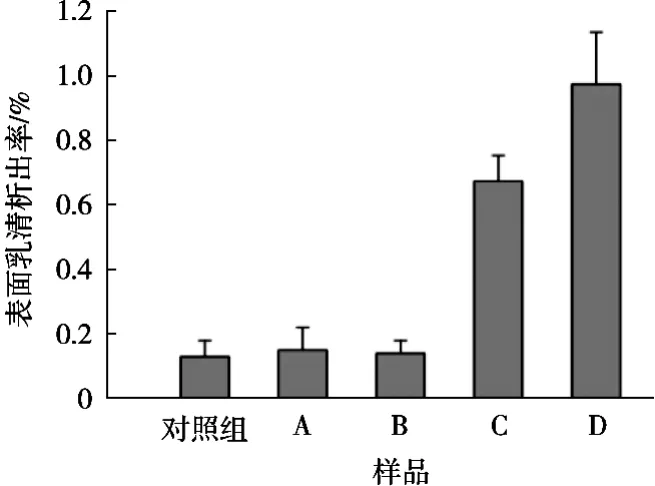
图3 不同油脂比例对再制奶油干酪表面乳清析出的影响
2.4 不同油脂比例对再制奶油干酪油脂析出率的影响
奶油干酪属于高乳脂类软质干酪,脂肪在干物质中的含量一般大于60%,其含量一般在30%~40%之间[24],因此干酪油脂析出情况是反映干酪品质的一项重要指标。分别对对照组和试验组干酪的油脂析出率进行测定,结果见图4。
在油脂析出率上,试验组干酪A和B与对照组相比差异不明显(p>0.05),虽然析出率有所增大,但都属于可接受范围。而干酪C和D的油脂析出率明显较大,与对照组干酪相比较为显著(p<0.05),这也与前面研究结果类似。其中干酪C的油脂析出率与对照组相比提高了181.35%,可能是因为在高脂干酪体系中含有过多的不饱和植物油脂,干酪无法将植物脂肪球包裹在凝胶的网络结构中,使得部分脂肪球能自由地移动[25-26],外在表现为干酪油脂析出率偏高,即干酪持油性较差。
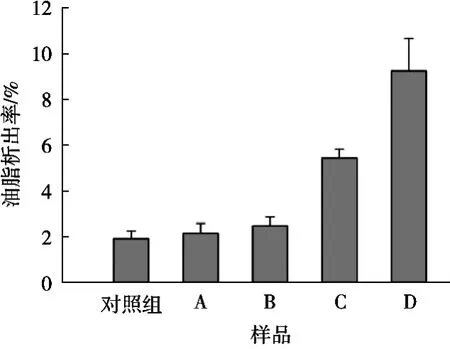
图4 不同油脂比例对再制奶油干酪油脂析出率的影响
2.5 不同油脂比例对再制奶油干酪感官品质的影响
由于乳脂和植物油脂质地和风味存在差异较大,可能会导致制作的再制奶油干酪风味会有不同,因此,对制得的干酪样品进行感官评价和分析,得到感官评分反馈如表3所示。
在总得分上,试验组干酪与对照组干酪相比均有减少,且差异显著(p<0.05)。其中试验组干酪A和B在风味得分上与对照组干酪相比差异不显著(p>0.05),且干酪B(玉米油提供油脂比例为25%)的得分稍微超过对照组干酪;表明虽然干酪油脂中黄油比例降低,相应由乳脂肪带来的风味物质减少,乳脂香味减弱,但从风味得分来看,由玉米油带来的清香风味和黄油带来的乳脂香味结合起来受到人们的喜欢。试验组干酪C和D与对照组干酪相比在各项感官评分上均差异明显(p<0.05),即制作的干酪样品不能接受。其中感官评分各项指标与上文质构所测定的数据变化有所偏差,主要是感官评分中存在有一定的人为主观性。

表3 不同油脂比例对再制奶油干酪的感官评分
3 结论与讨论
通过对样品的质构特性的测定和分析,试验组干酪A和B与对照组干酪在硬度、涂抹性、黏聚力和黏着性方面均差异不显著(p>0.05),试验组干酪C和D与对照组干酪相比差异较为明显(p<0.05)。此外还对样品的持水性和持油性方面进行测定和分析,结果与样品的质构特性一致。表明再制奶油干酪中的玉米油替代黄油油脂比例为25%时,产品品质不会出现较大差异,在可接受范围内。继续增加玉米油油脂比例,再制奶油干酪的品质会受到较大影响。
对各样品进行感官评定和分析,玉米油油脂比例为33.33%时,干酪样品同样会产生较差的表现。结合之前对各样品的质构特性、持水性和持油性的测定和分析,在保证再制奶油干酪品质的前提下,最大比例替换掉黄油的方案是试验组干酪B,即在再制奶油干酪中玉米油可提供25%的油脂比例替代黄油。因此,玉米油能在一定程度上代替黄油应用于再制奶油干酪的生产。
猜你喜欢
现代畜牧科技(2021年11期)2021-12-21
现代畜牧科技(2021年10期)2021-11-19
中国食品(2021年11期)2021-06-23
现代食品(2016年14期)2016-04-28
中国粮油学报(2016年1期)2016-02-06
饲料博览(2014年7期)2014-04-05
食品工业科技(2014年15期)2014-03-11
食品工业科技(2014年9期)2014-03-11
中国质量与标准导报(2013年8期)2013-03-11
食品科学(2013年15期)2013-03-11
