
榛仁再制干酪配方及加工工艺
2019-07-25 10:22史博瑞李金铭王婧蒋悦戴志伟隋晓楠
食品工业 2019年7期
史博瑞,李金铭,王婧,蒋悦,戴志伟,隋晓楠*
东北农业大学食品学院(哈尔滨 150030)
再制干酪是以天然干酪为主要原料,添加乳化剂、稳定剂、色素等辅料,经加热融化、乳化、杀菌等工艺制得的、可较长时间存放的一种干酪制品[1]。其营养价值丰富,富含蛋白质、脂肪、氨基酸、维生素、矿物质等成分[2]。干酪中的蛋白质、脂肪、乳糖等大分子经过酶及乳酸菌的作用,分解产生如活性多肽等营养物质,且易于被人体消化吸收,有效缓解了乳糖不耐症[3-4]。正是由于干酪的高营养价值,使其拥有巨大的消费市场。然而,天然干酪经过一定的发酵成熟后,会产生一些气味强烈的风味物质,中国人对其较难接受[5]。再制干酪通过添加白砂糖、脱脂乳粉等风味物质,大大改善了天然干酪的不适口感,具有良好的市场前景。
榛子为榛科榛属植物。广泛分布在亚洲、欧洲、美洲的温带地区[6]。榛仁为包裹在榛壳里的可食部分,其营养价值丰富。其含50.6%~63.8%脂肪、16.2%~18.0%蛋白质、16.5%碳水化合物、8.2%~9.6%膳食纤维[7],具有人体所必需的8种氨基酸及维生素A、维生素B1、维生素B2、维生素C、维生素E,还含有抗氧化剂苯酚和K、Ca、Na、Mg等多种矿物质元素。因此,食用榛仁对人体具有良好的保健作用。
随着国内液态乳市场的进一步饱和,固态乳制品展现出巨大的市场潜力。试验以天然干酪、榛仁为主要原料,通过添加白砂糖、脱脂乳粉、乳化剂等物质,增加干酪香甜浓郁的口感,维持均一稳定的状态。以感官评分和质构为评价指标,通过单因素试验及正交试验,确定榛仁再制干酪的加工工艺参数及配方,以期为建立工业化生产体系提供参考。
1 材料与方法
1.1 材料与仪器
榛仁、白砂糖,哈尔滨市售;进口干酪、进口无盐黄油、脱脂乳粉,新西兰恒天然公司;卡拉胶、复合磷酸盐、柠檬酸钠,杜邦丹尼斯克公司;纯净水,饮用级。
GR 150 A型粉粹机,合肥荣事达有限公司;UM/CK5型熔化锅,德国Stephan公司;AL-104型精密电子天平、DELTA 320精密pH计,上海梅特勒-托利多仪器有限公司;BCD-460 WDGZ电冰箱,海尔集团;TA-XT 2 i质构仪,英国Stable Micro Systems公司。
1.2 样品处理方法
1.2.1 工艺路线
进口干酪→预处理→加进口黄油→加脱脂乳粉、白砂糖、卡拉胶、乳化剂→加纯净水→加热融化→调节pH→加榛仁(粉碎处理)→均匀搅拌→入模成型→冷却→切块、包装→4 ℃冷藏
1.2.2 操作要点
1.2.2.1 原料的选择
因成品主要原料为天然干酪,发现原料干酪的选取对成品的口味及组织状态影响很大。因此选取安佳天然干酪,此种干酪每百克钠含量为283 mg,含盐量较低,制成的再制干酪口感较为柔和,易于被人接受。从市场购得榛仁,挑取果实饱满、色泽淡黄并无腐败变质的榛仁洗净备用。
1.2.2.2 原料预处理
除去干酪外层的塑料薄膜及干燥、变质部分[8],用切割刀切成小块备用,以便在加热时能充分融化,搅拌均匀。将榛仁倒入粉碎机中进行加工,为防止电机过热造成短路,每粉碎1 min后停止30 s左右,实际加工时间为3 min,粉碎后的榛仁大小均匀,颗粒直径在1.0~1.5 mm之间。
1.2.2.3 加热融化
加热融化的主要目的是实现“奶油化”,即加强了蛋白质、脂肪、水的相互作用。“奶油化”仅在熔融温度下发生,所以应控制好温度及时间,熔融状态以在熔化锅内的搅拌器上挂出短丝为宜[9]。故设置温度85 ℃,加热时间30 min,转速3 000 r/min,使蛋白质充分水合,同时也能达到巴氏杀菌的作用。所有的原料在熔化锅内完成融化搅拌后,要进行真空脱气。决定脱气程度的主要工艺参数是真空度及脱气时间。真空度高、脱气时间长,脱气程度高,但脱气时间长相当于延长了融化时间[10]。故设置真空度10 kPa,脱气时间15 min,排除产品中的空气,使再制干酪表面光滑无空隙。
1.2.2.4 调节pH
在常温条件下,将再制干酪与蒸馏水按质量比为1:1的比例混合,用精密pH计测定。检验再制干酪的pH是否在5.6~6.0之间,如不在此范围内则需要人为用酸或碱进行调整[11]。
1.2.2.5 包装
在再制干酪仍保持较高温度时,快速倾倒入模成型。由于冷却过程会使干酪发生结构上的改变,对于块状再制干酪,需缓慢进行冷却,使脂肪与酪蛋白分子间形成紧密稳定的结构[12-13]。
1.3 榛仁再制干酪基本指标的测定
脂肪含量的测定参照GB 5413.3—2010《婴幼儿食品和乳品中脂肪的测定》;蛋白质含量的测定参照GB 5009.5—2010《食品安全国家标准食品中蛋白质的测定》;水分含量的测定参照GB 5009.3—2010《食品安全国家标准食品中水分的测定》。
1.4 榛仁再制干酪融化性测定
用圆桶形取样器将再制干酪切割为规则圆柱体,直径5 cm,高3 cm,然后将样品置于铺有滤纸的9 cm的培养皿中,室温条件下存放30 min,接着在100 ℃的烘箱中加热1 h,然后在室温条件下回温30 min,用游标卡尺测定融化干酪的直径,对每个样品进行3次平行测定,精确到0.01 cm,算出平均值表示干酪的融化性[14]。
1.5 榛仁再制干酪油脂析出率测定
按照1.2节样品处理方法制备再制干酪样品,将样品放置于滤纸上,在10 ℃条件下贮存2 h,产生油圈。对每个样品进行3次平行测定,然后计算平均值,按式(1)计算油脂析出率[15]。
1.6 榛仁再制干酪质构测定
质地剖面分析(TPA)[16-17]:用质地剖面分析(TPA)方法测定样品的硬度、黏度、弹性、咀嚼性四项指标,每组再制干酪平行测定3次。按1.2节样品处理方法制备再制干酪样品,测试前速度3 mm·s-1,测试速度0.5 mm·s-1,测试后速度2 mm·s-1,测试距离10 mm,间隔时间5 s,感应力5 g,探头型号P 0.5。
1.7 榛仁再制干酪的配方及工艺条件优化
影响成品的主要因素有卡拉胶用量、纯净水用量、白砂糖用量、黄油用量及乳化剂的选择。以感官评分和质构为评价指标,通过单因素试验和正交试验确定最佳配方。以卡拉胶用量、纯净水用量、白砂糖用量、黄油用量、乳化剂的选择为自变量,进行五因素五水平试验。
1.7.1 卡拉胶用量
以原料安佳天然干酪为总质量(以下相同),确定榛仁用量为30%,纯净水用量20%,白砂糖用量20%,黄油用量25%。卡拉胶用量分别为0.3%,0.6%,0.9%,1.2%和1.5%,以感官评分为评价指标,得出卡拉胶最佳用量。
1.7.2 纯净水用量
确定榛仁用量30%,卡拉胶用量0.6%,白砂糖用量20%,黄油用量25%。纯净水用量分别为5%,10%,15%,20%和25%,以感官评分为评价指标,得出纯净水最佳用量。
1.7.3 白砂糖用量
确定榛仁用量30%,卡拉胶用量0.6%,纯净水用量20%,黄油用量25%。白砂糖分别为10%,15%,20%,25%和30%,以感官评分为评价指标,得出白砂糖最佳用量。
1.7.4 黄油用量
确定榛仁用量30%,卡拉胶用量0.6%,纯净水用量20%,白砂糖用量20%。黄油用量分别为10%,15%,20%,25%和30%,以感官评分为评价指标,得出白砂糖最佳用量。
1.7.5 乳化剂的选择
再制干酪是由水合态的酪蛋白及乳化剂等形成的一种胶体溶液体系。在一般的加工条件下,如果不加乳化剂就会使干酪组分分离而不能融化,继而出现凝块收缩、脂肪和水分析出[18]。因此,为了改善及稳定再制干酪的组织状态需要加入乳化剂[19]。乳化剂与干酪中钙的结合能力决定了成品的乳化程度,常用的乳化剂有柠檬酸盐和磷酸盐。试验选用柠檬酸钠和复合磷酸盐作为乳化剂,控制总添加量为2.4%[20],对再制干酪样品进行感官评价和质构测试,每个样品做3次平行测试。
1.8 正交试验
在单因素试验的基础上,将卡拉胶用量、纯净水用量、白砂糖用量和黄油用量作为四个因素,按L9(34)设计正交试验,各因素所取水平为表1所示。对所得成品进行感官评价、硬度、咀嚼性测试,确定各因素最佳用量及影响次序。

表1 L9(34)正交试验设计 %
1.9 加工工艺参数对再制干酪的影响
在干酪制作过程中,加热温度和转速对干酪品质有着重要的影响,试验以成品干酪融化性和油脂析出率为指标,确定再制干酪最佳加工工艺参数。
1.10 感官评定方法
由30名食品专业学生经过培训后组成感官评定小组,从成品的风味、色泽、组织状态、气味等4个方面对成品再制干酪进行感官质量评定,并进行综合评分。感官评定评分标准见表2。
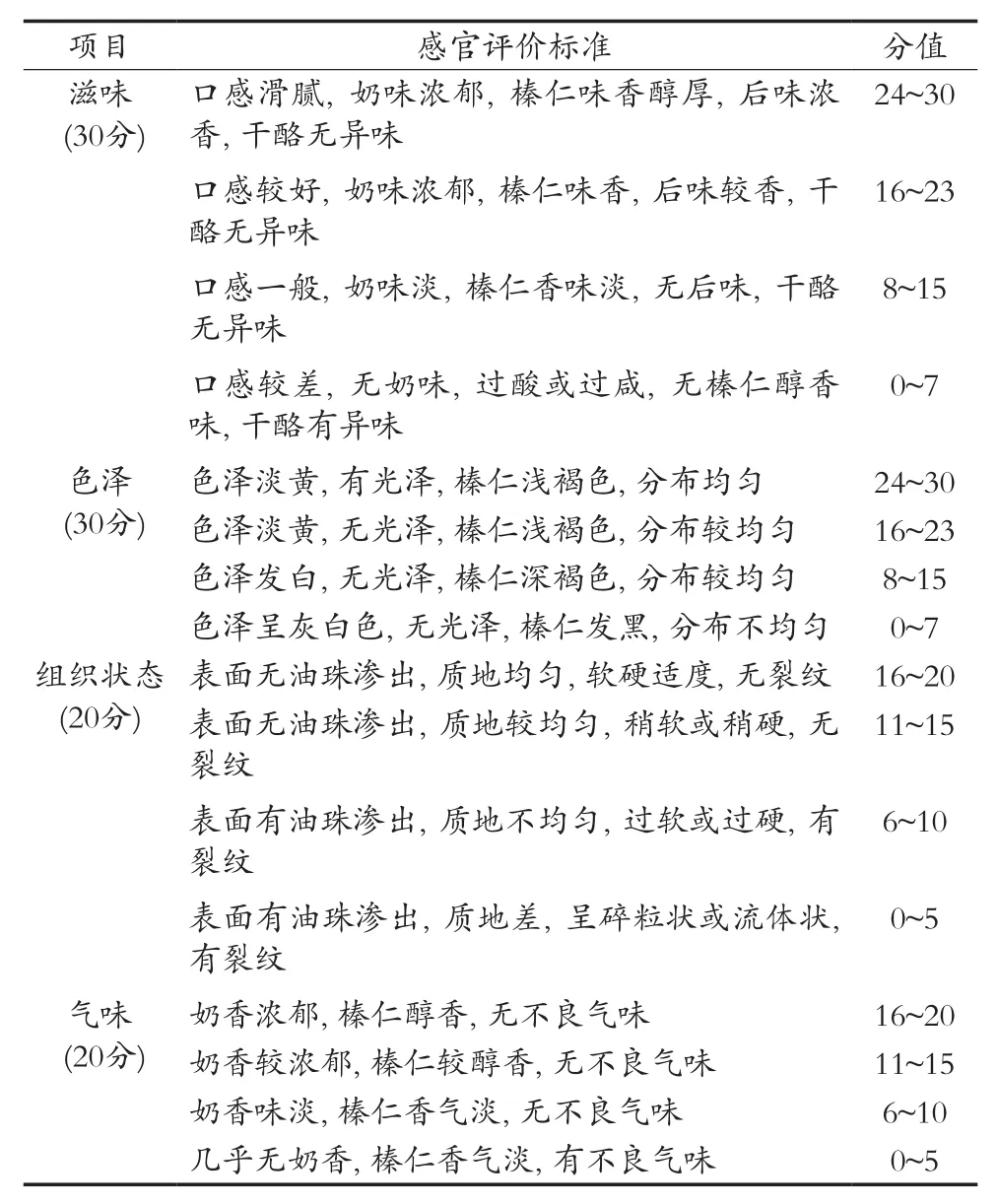
表2 感官评价评分标准
1.11 数据统计分析
每组试验重复3次,结果表示为平均值±标准差,试验数据经过SPSS 25.0软件处理,采用Origin 7.5软件进行绘图。
2 结果与讨论
2.1 榛仁再制干酪基本指标(参见表3)

表3 榛仁再制干酪基本指标
2.2 确定卡拉胶用量
卡拉胶是一种水溶性胶类物质,常用作稳定剂加入到干酪中。Bisggard[21]研究表明:将嵌合型卡拉胶加入块状干酪中,可改善干酪的弹性及组织状态。根据图1可知,当卡拉胶用量为0.6%时,感官评价得分最高,卡拉胶用量低于或高于0.6%的试验组感官评价分数均较低。卡拉胶用量过低,奶酪凝胶状态差,黏度大,难固形,在加热混合搅拌时,质地过稀;卡拉胶用量过高,奶酪质地较硬,切面光泽度高,色泽较深,奶香味淡,口感差。经试验验证,当卡拉胶用量在0.6%左右时,奶酪的状态最好,软硬适中质地均匀,感官评价得分最高。
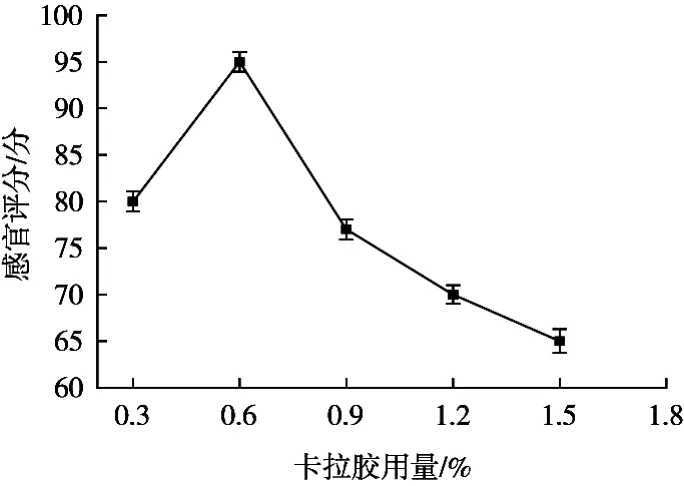
图1 卡拉胶用量对再制干酪风味的影响
2.3 确定纯净水用量
再制干酪结构形成的过程是一个水合乳化的过程,水的用量对成品的质构及风味影响较大。干酪中的水大部分与酪蛋白结合,要使乳化剂得到充分溶解形成均一的乳状液,必须添加一定量的水[22]。由图2可知,感官评价整体得分随着纯净水用量的增加呈现出先升高再降低的趋势。水用量较低,奶酪与黄油不易充分混合,质地不均匀,且表面有油膜。奶酪口感咸腻,奶香味淡,颜色也较暗淡。水用量过高,虽奶酪咸味较淡,但产品含水量高,质地极软,色泽淡黄,无光泽,口感较差。当水添加量在20%左右时,奶酪的咸味适中,奶香味较浓,切面有一定光泽,感官评价分数高。试验结果与王英等[23]研究并不完全一致,主要是因为水的添加量受原料干酪的种类、乳化剂及脱气程度等多种因素的影响较大。

图2 纯净水用量对再制干酪风味的影响
2.4 确定白砂糖用量
如图3所示,随着白砂糖添加量的增加,整体感官得分遵循先增加后降低的规律。白砂糖用量较少,因天然干酪原有的盐分无法很好地被掩盖,口感较咸。增加白砂糖的用量至20%,此时再制干酪甜咸比得当,口感适宜,香甜可口。继续增加白砂糖用量,再制干酪风味下降,口感偏咸腻,后味发苦,并不是随着糖量增加再制干酪甜度上升。原因是当糖与咸、酸、苦味物质共同作用时,其他味感物质会对糖的甜度会产生一定影响,且并无明显规律[24]。当糖添加量较大时,甜度反而会下降或有其他味感产生。
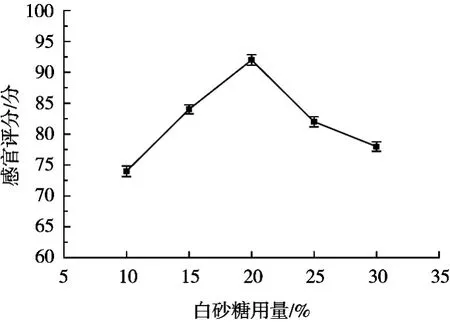
图3 白砂糖用量对再制干酪风味的影响
2.5 确定黄油用量
再制干酪中常添加一些乳脂肪,可以给产品带来良好的口感,改善产品质地,使口感更加细腻柔和,对产品的质构也有一定影响[25]。由图4可以看出,随着黄油用量增加,感官评分逐渐升高,而后下降。黄油用量较少时,再制干酪表面较为粗糙,有空隙,颗粒感明显。当黄油用量增加至25%时,感官评分最高,此时再制干酪口感细腻,组织状态均匀,表面光泽度高。继续增加黄油用量,再制干酪油腻感明显,质地较软,表面形成油膜,可能因为脂肪添加量过高导致乳化性降低。
2.6 确定乳化剂种类及用量
由表4可以看出,将1.2%柠檬酸钠与1.2%复合磷酸盐复配使用,制得的成品干酪滋味最好,单独使用复合磷酸盐时滋味最差,苦味较明显。在乳化剂对于再制干酪色泽和组织状态的影响上,不同种类乳化剂复配使用的作用效果均好于单一乳化剂,第3组制得的成品最佳,色泽淡黄,组织状态均匀,表面光滑无空隙。就气味而言,最好的是第5组,但这5组之间差别并不明显。
表5为不同乳化剂及添加量对再制干酪质构的影响情况,可以看出单独使用复合磷酸盐、柠檬酸钠作为乳化剂时干酪的硬度为最高和最低,这主要是因为不同乳化剂应用特点不同,复合磷酸盐保水性好,在熔融过程中不易引起脂肪渗漏,使干酪较为坚实;柠檬酸钠溶解性较好,单独使用时干酪质地偏软,不易成型,当二者合用时会使再制干酪易于成型,软硬适中。这与王慧霞[26]关于不同乳化剂对再制干酪的影响研究结果一致。在再制干酪的黏着性方面,柠檬酸钠和复合磷酸盐所对应的样品黏着性较高,各组之间差异较为显著(p<0.05)。在再制干酪弹性方面,柠檬酸钠与复合磷酸盐复配使用的3组弹性均高于其他2组,且这3组间差异不显著。咀嚼性是综合反应产品在人类口腔中被咀嚼时所需作功的参数,由表5可知,咀嚼性最好的为第3组,其次是第4,第2,第5和第1组。
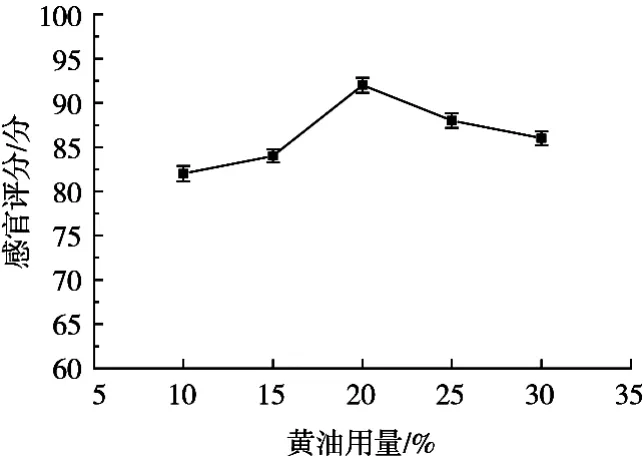
图4 黄油用量对再制干酪风味的影响

表4 不同乳化剂及添加量对再制干酪感官品质的影响

表5 不乳化剂及添加量对再制干酪质构的影响
2.7 正交试验
2.7.1 正交优化试验
由表6中的R1可知,影响榛仁再制干酪感官得分的次序是:A卡拉胶用量>C纯净水用量>B白砂糖用量>D黄油用量。榛仁再制干酪最佳配方为A1B3C3D2,即卡拉胶用量0.6%,纯净水用量20%,白砂糖用量25%,黄油用量20%。由表6中的R2可知,影响榛仁再制干酪硬度的次序是:A卡拉胶用量>B白砂糖用量>C纯净水用量>D黄油用量。由表6中的R3可知,影响榛仁再制干酪咀嚼性的次序是:D黄油用量>A卡拉胶用量>C纯净水用量>B白砂糖用量。
2.7.2 正交验证试验
通过正交优化试验,得出榛仁再制干酪的最佳配方为:卡拉胶0.6%,纯净水20%,白砂糖25%,黄油20%。按照此配方及试验工艺流程做正交验证试验。制得的成品色泽淡黄,富有光泽,口感细腻柔和,奶香浓郁,表面光滑无空隙。所得成品硬度为5.101±0.233 N,咀嚼性为2.332±0.055 N。按照1.8方法进行感官评价,最终得分为89分,试验结果与单因素结果基本一致,说明试验所建立的正交优化试验是可行的。
2.8 确定再制干酪最佳加工工艺参数
2.8.1 加热温度
由图5可知,加热温度对再制干酪融化性及油脂析出率均影响显著(p<0.05)。加热温度在70~90 ℃范围内,干酪融化性和油脂析出率均呈现先降低后增高的趋势,在85 ℃附近变化较为明显。在加热过程中,蛋白质、水、脂肪等充分作用,溶解盐充分溶解,促进了酪蛋白的膨胀吸水作用和脂肪球形成[27-28],当温度为85 ℃时,测得成品融化性为0.58 cm,油脂析出率为1.05,为5组中最低值,因此确定最佳加热温度为85 ℃。
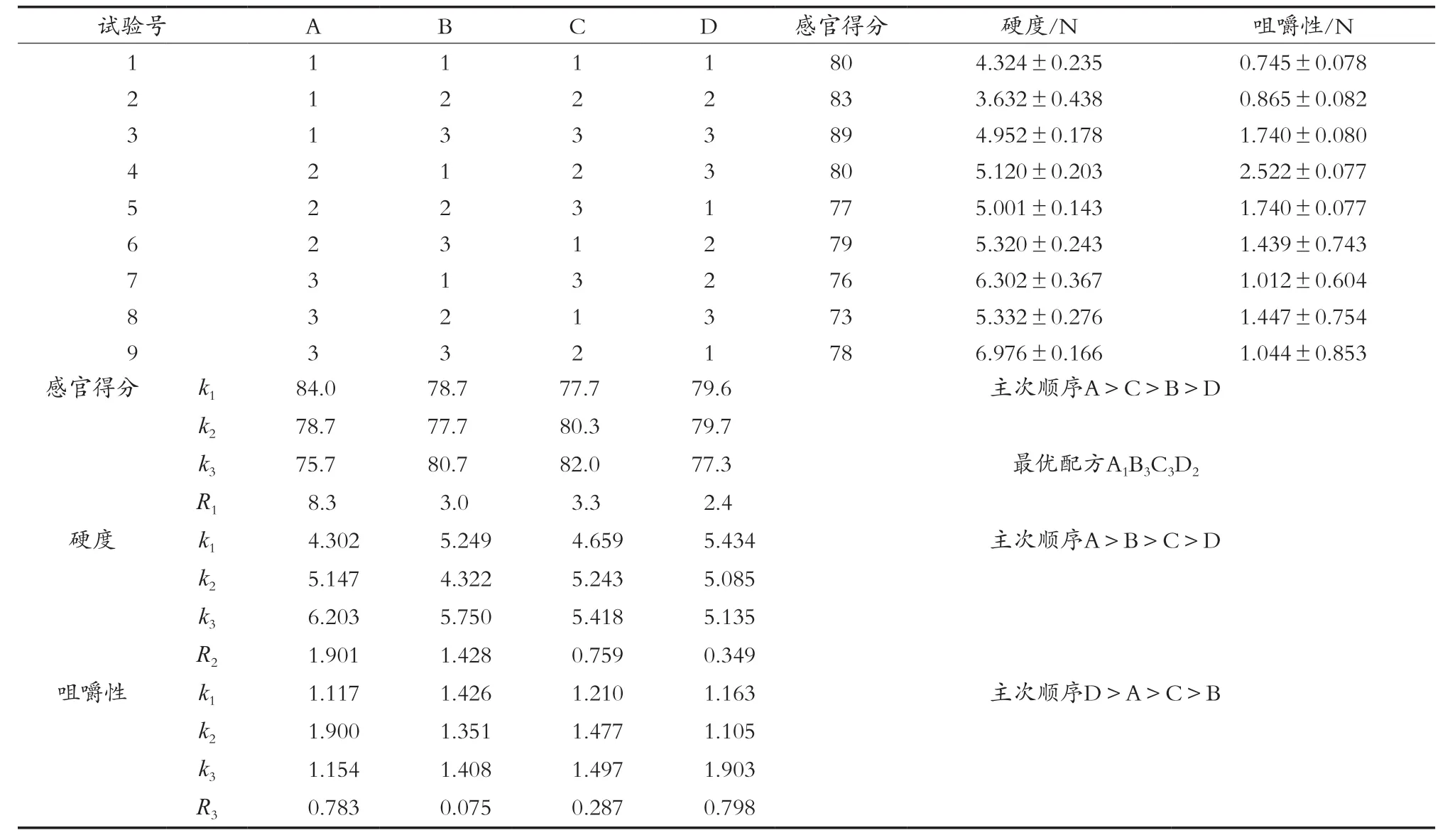
表6 正交试验设计结果表
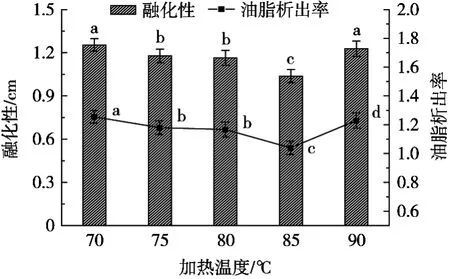
图5 加热温度对再制干酪融化性及油脂析出率的影响
2.8.2 转速
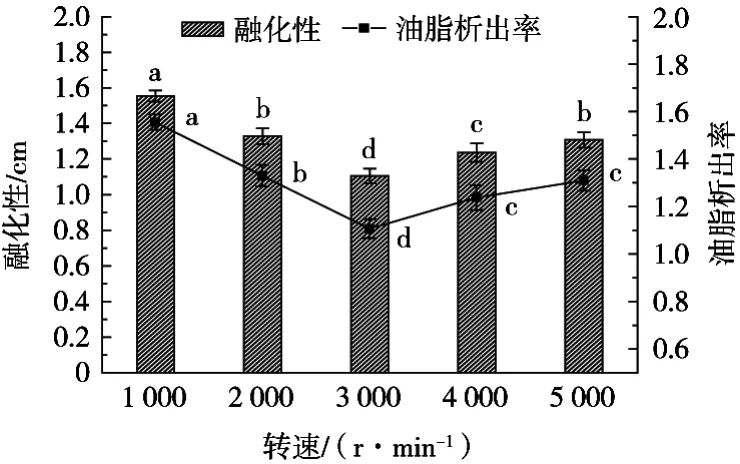
图6 转速对再制干酪融化性及油脂析出率的影响
图6显示转速显著影响再制干酪融化性及油脂析出率。转速在1 000~5 000 r/min范围内,干酪融化性呈现先降低后增高的趋势。当转速达到3 000 r/min时,融化性最低,为1.11 cm。在1 000~3 000 r/min范围内,干酪油脂析出率显著降低(p<0.05),当转速为3 000 r/min时,析出率达到最低,为1.12,而后增加。原因是在转速较低时,原料、乳化剂及其他配料不能充分混合,导致酪蛋白与乳化盐的相互作用能力下降,随着转速上升,酪蛋白的溶解性和水合能力增加,蛋白质、水、脂肪等充分作用,制得的再制干酪组织状态均匀细致;转速继续上升,有可能破坏了酪蛋白的结构和作用力键[29-30]。因此,综合考虑,转速应为3 000 r/min。
3 结论
试验以感官评分、质构为评价指标,通过单因素试验、正交优化试验及验证试验,确定了榛仁再制干酪的最优配方,即卡拉胶用量0.6%,纯净水20%,白砂糖25%,黄油20%,乳化剂为柠檬酸钠1.2%与复合磷酸盐1.2%复合。通过探究不同加工工艺参数对再制干酪融化性和油脂析出率的影响,确定加热温度85℃,转速3 000 r/min。按照此比例和加工参数生产出的榛仁再制干酪口感香甜,奶香浓郁,榛仁醇香,且具有良好外观。
猜你喜欢
军事文摘(2023年18期)2023-10-31
食品与生物技术学报(2022年10期)2022-11-30
大自然探索(2022年10期)2022-11-27
生物加工过程(2022年5期)2022-10-24
军事文摘(2022年10期)2022-06-15
军事文摘·科学少年(2022年5期)2022-06-11
现代畜牧科技(2021年11期)2021-12-21
现代畜牧科技(2021年10期)2021-11-19
童话世界(2019年14期)2019-06-25
食品科学(2013年15期)2013-03-11
