
PA6/ABS共混材料的微观结构与相容性
2019-07-17 01:22林煜豪姜苏俊柴晓燕
深圳大学学报(理工版) 2019年4期
倪 卓,郭 震,林煜豪,姜苏俊,柴晓燕
1)深圳大学化学与环境工程学院,广东深圳518060;2)广州市金发科技股份有限公司,广东广州 510020
PA6/ABS共混材料是由聚酰胺6(polyamide 6, PA6)与丙烯腈-丁二烯-苯乙烯共聚物(acrylonitrile-butadiene-styrene copolymer, ABS)经共混改性得到,是结晶性聚合物和非结晶聚合物的共混物. 该共混材料可克服单一组分材料自身的缺陷,兼具两种组分的优异性能,具有良好的耐热性、加工流动性和漂亮外观,被广泛用在汽车工业、生活用品和电子电器等领域. 由美国Borg Warner Chemicals公司开发的PA6/ABS合金最早用于制造汽车壳板等部件. Bayer公司生产的PA6/ABS系列合金替代金属用于旱冰鞋、风扇、剃须刀和其他机械设备零件等[1]. 随着汽车工业发展,该材料用于汽车内饰及零部件生产等多个领域[2-3]. PA6/ABS共混材料改性后可用于生产发光二极管等电子电器产品[4-5].
近年来, 研究人员大多关注PA6/ABS共混材料制备方法[6]和有机蒙脱土(organic montmorillonite, OMMT)[7]、矿物粉[8]和马来酸酐接枝物[9]等改性剂对PA6/ABS共混材料性能的影响,针对PA6/ABS共混材料微观结构与相容性的报道很少. PA6/ABS共混材料热力学相容性制约着PA6/ABS共混材料的微观结构,因此,改善PA6/ABS共混材料组分间相容性是该材料理论研究和工程应用的关键. 本研究从PA6结晶性、ABS核壳结构、PA6/ABS共混材料配比和工艺4个角度,分析PA6/ABS共混材料微观结构的影响因素,并从环氧型和酸酐型反应性增容剂对PA6/ABS共混材料微观结构与性能的影响和作用机理,评述该共混材料的研究进展及发展趋势.
1 PA6/ABS共混材料微观结构
1.1 PA6结晶行为
PA6具有结晶性,如图1(a),易形成粒径较大的球晶,最大直径可达50 μm,界面明显且结晶完整[10]. PA6与ABS共混后仍以结晶方式存在. 在PA6中加入ABS会出现分级结晶现象,PA6的结晶结构对PA6/ABS共混材料性能有很大影响[10-11]. 当ABS质量分数为10%时,PA6结晶速率最快. 由于少量ABS作为结晶过程的晶核,充当成核剂,通过异相成核作用诱导了PA6结晶发生. 随着ABS含量的增加,PA6/ABS共混物的黏度增加,PA6分子链的运动受限,难以进入晶格. 另一方面ABS作为非结晶性聚合物,在PA6/ABS共混物中起到稀释作用,结晶分子的浓度降低,导致结晶速率变慢,PA6/ABS共混物的结晶度降低. 当添加质量分数为30%的ABS时,PA6球晶结构被破坏,形成了较小的片晶,界面不清晰,但仍能观察到少量的小球晶(直径约为25 μm). ABS异相成核作用使大球晶不易形成,结晶度显著降低,如图1(b). 当ABS质量分数大于70%时,PA6会形成孤立的液滴分散在ABS基体中,导致PA6难于结晶.

图1 PA6和PA6/ABS材料POM结晶形态[10]Fig.1 POM crystallization morphology of PA6 and PA6/ABS[10]

图2 PA6/ABS/OMMT共混物微观结构[12]Fig.2 Micro-structures of PA6/ABS/OMMT blends[12]
有机蒙脱土影响PA6/ABS合金的结晶过程[12-13]. PA6/ABS/OMMT共混物的微观结构见图2. 其中,数字为相应物质的质量分数比值.在三元共混物PA6/ABS/OMMT材料中,线条状的结构为OMMT层,近似圆形的灰色颗粒是ABS的SAN相[12],黑色颗粒为ABS的PB相. OMMT质量分数为1%时,OMMT少量聚集在体系中,没有完全剥离. 随着OMMT增多,OMMT片层大多以剥离态均匀分布在PA6相中,少部分存在于PA6与ABS相界面的交界处. 当OMMT质量分数为3%时,共混物的结晶度最高,因为OMMT作为异质成核剂,促进结晶形成,且对PA6/ABS共混材料有增容作用.
1.2 ABS核壳结构
ABS接枝共聚物核壳比与ABS组成有很大关系[14]. ABS是由颗粒状聚丁二烯(polybutadiene, PB)橡胶分散在苯乙烯-丙烯腈共聚物(styrene-acry-lonitrile copolymer, SAN)基体中组成的两相结构. ABS是具有“核-壳”结构的接枝聚合物,PB橡胶粒子是增韧作用的“核”,SAN是有增容作用的“壳”. 理想状态下,ABS可形成核壳结构颗粒[14],如图3. 通过调节PB和SAN的组成可合成具有不同核壳比的PB-g-SAN接枝共聚物. 图4是核壳比分别为70/30和80/20的ABS断面形貌[14]. 核壳比为70/30的ABS共混物出现拉丝及应力发白现象,呈现典型的韧性断裂. 核壳比为80/20的ABS共混物断面较平整,无拉丝现象,没有发生韧性断裂. 核壳比为70/30的PB-g-SAN接枝率高,PB橡胶颗粒与SAN基体间具有良好界面结合,在断裂过程中表现出优良的韧性. 随着PB-g-SAN共聚物核壳比的增加,ABS共混物冲击强度先增后减. 核壳比为70/30时,冲击强度最大. 在核壳比小时,橡胶粒子无法有效形成银纹,ABS共混物冲击强度不大. 在核壳比较大时,接枝到橡胶颗粒表面的SAN相对减少,PB与SAN基体间的界面结合变弱,导致韧性下降.

图4 ABS接枝共聚物冲击断面的SEM图像[14]Fig.4 SEM images of ABS graft copolymers[14]
具有不同核壳比的ABS颗粒与马来酸酐(maleic anhydride, MA)接枝形成的ABS-g-MA对共混物ABS-g-MA/PA6的形态和性能有重要影响. 如图5,核壳比为60/40的橡胶颗粒可以有效增韧PA6[16]. 黑孔区域是被四氢呋喃处理后,“核-壳”颗粒溶解形成的. 图5(a)显示ABS与PA6间存在明显相界面,两相间界面黏附性差. 在PA6/ABS-g-MA共混物中,不同核壳比的ABS橡胶颗粒均匀分散在基体中,表明PA6与ABS-g-MA间的界面黏附良好,见图5(b). 共混过程中发生的主反应是马来酸酐与PA6端氨基反应生成酰亚胺,另外酸酐可与PA6的酰胺键发生次级反应生成酰亚胺与较短的聚酰胺链. 两种反应都在界面处生成PA6-co-ABS共聚物,使界面处黏附力增强,相容性得到明显改善. 同时,PA6-co-ABS能抑制分散相的聚结现象,导致PA6/ABS-g-MA共混物微观形貌更好.
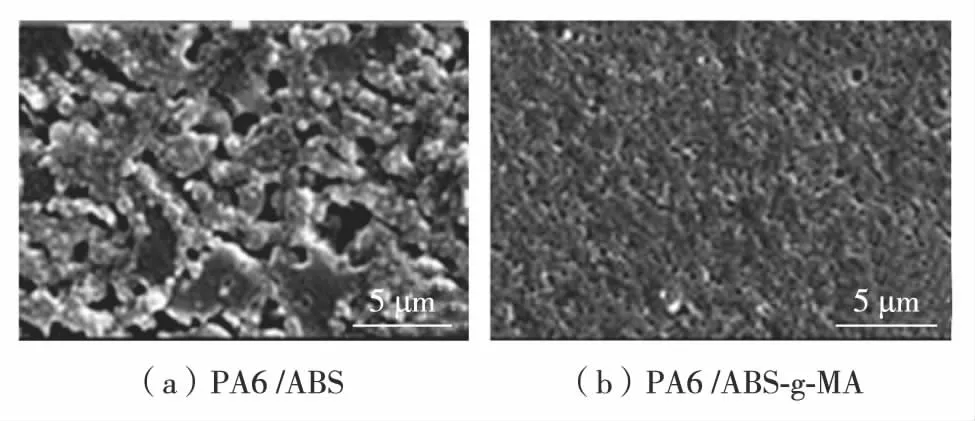
图5 PA6/ABS和PA6/ABS-g-MA共混物的 SEM图像[16]Fig.5 SEM images of PA6/ABS and PA6/ABS-g-MA blends[16]
1.3 PA6/ABS共混材料组成
PA6/ABS共混材料具有两种典型形貌. 一种是其中一相形成液滴分布在基体中,呈现“海-岛”形貌;另一种是两种组分形成连续相,表现为“海-海”形貌. 当共混物中某一组分增加时,该组分形成的液滴融合,变成连续相,发生相态反转. PA6/ABS共混物的物理机械性能主要受两相的微观形貌及相界面处黏结性的影响.
PA6/ABS共混材料配比对微观形貌有显著影响[10,15]. 如图6所示,核壳比为80/20的PA6/ABS共混物微观形态明显表现为分散相液滴分布在基体中,呈现“海-岛”结构[10]. 当ABS为次要相时,随着ABS含量的增加,形成的岛结构增加;当PA6为次要相时,PA6会形成许多规则的圆球封装在ABS基体中. 当PA6质量分数增至30%时,球状液滴连接成细长原纤维,开始形成PA6连续相. 当PA6含量进一步增加,大多数的细长液滴互相连接变成更大的细长液滴并渗透在基体中,同时仍广泛分布着细长或球状液滴,此时该共混材料中同时存在PA6连续相与分散相.

图6 不同组成比PA6/ABS共混材料形态变化[10]Fig.6 Morphological evolution of PA6/ABS blends[10]
1.4 工艺条件对微观结构的影响
共混工艺包括共混时间、温度、顺序和混合方式等因素,对PA6/ABS共混材料微观形态及性能有重要影响[17]. 共混时间延长有利于分散相的粒径变小,分散更均匀. 但共混时间过长,可能会使聚合物降解. 共混温度会影响体系黏度,也会影响聚合物的分散过程. 共混顺序对PA6/ABS共混物的微观结构产生很大影响[18]. 对于PA6/ABS与苯乙烯-马来酸酐共聚物(SMA)的三元共混材料,采用4种共混工艺:① PA6/SMA混合,再混合ABS;② ABS/SMA混合,再混合PA6;③ PA6/SMA/ABS混合;④ PA6/ABS混合,不添加SMA. 采用工艺③和④的共混物微观形貌最差,而工艺②得到的PA6/ABS共混物断裂面孔洞基本为圆形,分布均匀. 由于ABS与SMA先混合,形成的接枝聚合物SMA-g-PA6主要存在于两相界面处,大大降低了PA6与ABS两相间的表面张力,使相容性得到改善. 工艺①中先混合PA6和SMA,反应生成的SMA-g-PA6主要存在PA6相中,界面张力较大,相容性反而不如工艺②好.
2 反应性增容剂
熔融共混是工业生产中常用方式,反应性增容技术具有成本低、操作方便和显著快速的效果,成为主要的增容方式. 根据反应官能团结构特征,PA6/ABS反应性增容剂主要有环氧型、酸酐型和丙烯酸型等.
2.1 甲基丙烯酸缩水甘油酯接枝苯乙烯/丙烯腈共聚物(SAN-g-GMA)
环氧型增容剂研究最多的是甲基丙烯酸缩水甘油酯(glycidyl methacrylate, GMA). GMA分子中环氧基团活性很强,可在高温下与羧基、羟基及氨基等发生开环反应,得到具有增容作用的共聚物[19].通过一定比例的过氧化苯甲酰(benzoyl peroxide, BPO)、SAN和GMA制备SAN-g-GMA接枝共聚物. 由Molau实验可知,PA6/ABS/SAN-g-GMA共混物在甲酸溶液呈乳白色,PA6端氨基与GAM中环氧官能团发生开环反应.红外光谱分析显示,1 732 cm-1处是GMA羰基的吸收峰,SAN-g-GMA在1 732 cm-1处出现特征吸收峰,证明接枝反应已发生[20].
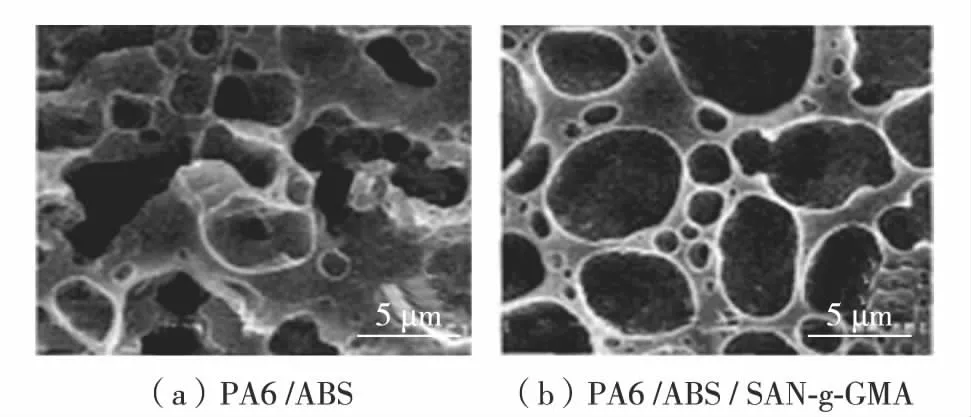
图7 PA6/ABS和PA6/ABS/SAN-g-GMA 共混物断面形貌[20]Fig.7 SEM images of PA6/ABS and PA6/ABS/SAN-g-GMA blends[20]
SAN-g-GMA接枝率受BPO和GMA含量的影响. 当BPO质量分数达到0.5%时,吸光比达到最大值;当GMA质量分数增加到7%时,接枝率达到最大值. 反应体系中同时存在接枝反应与自聚反应,适当引发剂可使反应活性增加,过量会使GMA发生自聚反应,接枝率下降,因此选用质量分数为0.5% 的BPO与7%的GMA可得到高接枝率SAN-g-GMA共聚物. 如图7(a),PA6/ABS(核壳比为40/60)共混物微观形貌,相界面清晰,ABS相以不规则球状颗粒不均匀地分布在PA6基体中,颗粒直径很大.当加入SAN-g-GMA时ABS分散相颗粒明显变小,分布也较均匀,PA6与ABS两相界面模糊,界面间作用力明显增强[20]. 如图7(b),PA6/ABS/SAN-g-GMA共混物缺口冲击强度增大,分散相ABS的橡胶颗粒成为应力集中点,诱发银纹吸收外界能量. 生成的PA6-g-ABS降低结晶规整度,结晶能力大幅下降,导致PA6/ABS共混物拉伸强度、弯曲强度与弹性模量减小.
2.2 MA接枝ABS共聚物 (ABS-g-MA)
酸酐型增容剂引入的酸酐基团主要是马来酸酐(MAH). MAH具有反应活性高、接枝容易及制备简单等优点,被广泛用于制备增容剂[21].
不添加ABS-g-MA的PA6/ABS共混材料中ABS分散很不均匀,两相明显不相容. 而加入ABS-g-MA后,“核-壳”结构颗粒十分均匀地分散在PA6基体中,接枝的MA主要存在于核壳颗粒壳层,容易与PA6端氨基反应生成PA6-co-ABS共聚物. 该共聚物分布在两相界面之间,降低相界面张力,改善了PA6/ABS两相相容性[22-24].
叔十二烷基硫醇(tert-dodecyl mercaptan, TDDM)可用于核壳颗粒ABS-g-MA及PA6/ABS-g-MA共混物的改性[25]. 将TDDM质量分数分别为0、0.28%、0.83%和1.39 %的ABS-g-MA核壳颗粒,组成4种PA6/ABS-g-MA共混物T0、T1、T3和T5. 通过Molau测试,使用甲酸处理4种共混物. PA6/ABS-g-MA-T0呈乳白色胶体溶液,熔融过程中形成的PA6-co-ABS共聚物具有乳化作用.
随着TDDM含量增加,PA6/ABS-g-MA共混物乳化效果明显降低,ABS-g-MA颗粒接枝程度和效率降低,丙烯腈-苯乙烯-马来酸酐接枝共聚物 (acry lonitrile-styrene-maleic anhydride graft copolymer, g-SMA)减少,游离丙烯腈-苯乙烯-马来酸酐接枝共聚物(acrylonitrile-styrene-maleic anhydride free graft copolymer, f-SMA)增多.
PA6/ABS共混材料的微观形貌见图8[25].如图8(a)所示,不添加TDDM的PA6/ABS-g-MA-T0共混物中“核-壳”颗粒均匀分散在PA6基体中,在界面处生成的PA6-co-ABS共聚物具有良好增容作用. 随着TDDM含量增加,PA6/ABS-g-MA共混物形态变差,颗粒发生团聚,见图8(c). g-SMA与f-SMA含量变化导致界面处化学反应程度改变. 其中,g-SMA与PA6反应有利于核壳颗粒与基体间相容,减小界面张力并防止ABS-g-MA的团聚;f-SMA与PA6反应生成PA6-co-f-SMA,可改善基体拉伸强度.

图8 PA6/ABS共混材料微观形貌[25]Fig.8 SEM images of PA6/ABS blends[25]
如图9,PA6/ABS-g-MA共混物T0和T1在核壳颗粒质量分数为20%~25%时发生脆韧转变[25]. 少量的TDDM对PA6/ABS-g-MA共混物韧性影响很小. T3和T5的脆韧转变分别发生在30%~35%与35%~40%,随着TDDM含量增多,PA6/ABS-g-MA共混物增韧效率明显下降. 对于T0、T1、T3和T5,随着ABS-g-MA核壳颗粒增多,PB橡胶相增多,拉伸强度显著降低,ABS-g-MA核壳颗粒在PA6基体中团聚,相分散形态变差,见图8(c)和(d). 当TDDM质量分数为0.28%时,PA6/ABS-g-MA-T1共混物具有优异韧性和刚度,相界面处PA6与f-SAM形成PA6-co-f-SMA共聚物,改善了其拉伸强度.

图9 PA6/ABS-g-MA共混物的脆韧转变曲线[25]Fig.9 Brittle-ductile transition curves of PA6/ABS-g-MA blends[25]
结 语
综上分析可知: ① 在PA6/ABS共混材料中,随着ABS含量增多,PA6结晶能力明显改变,典型的球晶结构不断被破坏,逐渐向片晶转变.② 具有“核-壳”结构的ABS颗粒可有效增韧PA6. 在PA6/ABS共混材料中,随着ABS增多,微观形貌由“海-岛”结构向“海-海”结构转变,后者相容性更好.③ 环氧型、酸酐型反应性增容剂均可与PA6端氨基发生接枝反应,生成的接枝共聚物降低PA6/ABS共混材料相界面张力,增强两相间黏附力,分散相颗粒分布均匀且不易聚结.随着汽车工业、电子电器及家电行业的发展,对PA6/ABS共混材料的要求越来越高. 国外的PA6/ABS合金产品可能会对中国现有产品及技术产生进一步冲击,因此需加快研发具有优异性能的PA6/ABS合金,开发PA6/ABS合金生产加工技术和工艺,扩展应用领域,提高产品竞争力. 另外还需发展不同品种尼龙产品合成方法及其新工艺,提高尼龙国产化水平. 制备高性能尼龙及其复合材料的理论研究和工程应用在近年内会有长足发展.
猜你喜欢
食品科学(2022年20期)2022-10-31
发光学报(2021年7期)2021-07-23
合成树脂及塑料(2020年6期)2020-12-29
组织工程与重建外科杂志(2018年6期)2018-01-12
发光学报(2016年10期)2016-11-19
中国塑料(2016年3期)2016-06-15
中国塑料(2016年5期)2016-04-16
中国塑料(2015年8期)2015-10-14
中国塑料(2015年1期)2015-10-14
中国塑料(2014年1期)2014-10-17
