1070铝合金挤压板材生产工艺研究
2019-07-15 02:36:56李洪林周广宇王国冰冯志强
铝加工 2019年3期
李洪林,周广宇,王国冰,吴 琪,冯志强
(辽宁忠旺集团有限公司,辽宁辽阳111003)
0 前言
1070属于纯铝合金,不能通过热处理强化,其强度低、切削性不好。但其板材具有塑性高、耐蚀、导电性和导热性好等特点,可进行接触焊、气焊[1],常应用于制造一些具有特定性能的结构件、电仪表部件、热交换材料等。例如其铝箔制品可用作垫片及电容器、电子管隔离网、电缆的防护套,以及网、线芯及飞机通风系统的零件及装饰件。
1070合金板材生产过程中,易出现板材表面色差大以及震纹等问题,其电导率可达到59.5%IACS。此次所需产品表面不能有明显色差,表面粗糙度Rz≤18,电导率要求≥61%IACS。本文对挤压模具结构、挤压速度及合金成分进行了优化设计,并对挤压后的板材进行表面质量和性能检测,以获得最佳的工艺参数,并产出优质产品。
1 试验材料与方法
1.1 试验材料
1070铝合金板材的生产工艺路线为:熔炼铸造→均匀化退火→铸锭加热→挤压→淬火→锯切→性能检测。对铸锭化学成分进行设计,化学成分见表1中a、b两种配比。
客户按照JISH 4100标准检测,要求产品表面平整、洁净,无划痕、无油污,不能有明显色差和表面机械纹,表面粗糙度(Rz≤18);切割面应平滑,无毛刺、毛边、拉毛、夹渣;电导率≥61%IACS。具体性能参数见表2。
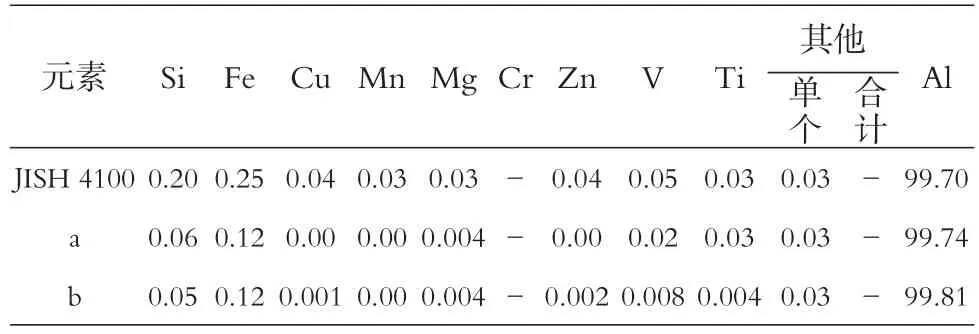
表1化学成分(质量分数/%)
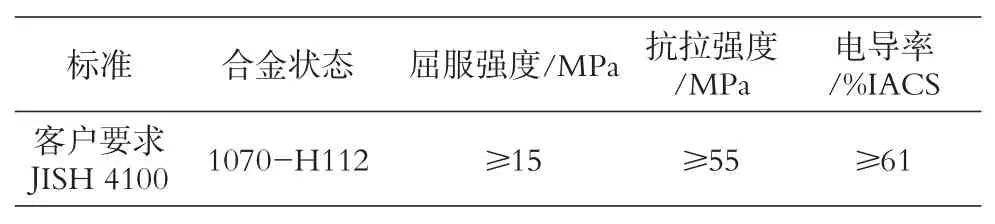
表2性能指标
1.2 试验方法
在相同挤压工艺参数下,设计两种不同结构的模具,挤压工艺参数见表3。根据不同的合金成分、挤压速度和模具结构设计,选取三因素两水平做L4(2^3)的正交表,如表4所示。正交试验共4组,分别按照表3生产工艺参数进行生产,并结合模具结构设计优化,分析在不同因素水平组合下挤压板材的电导率和表面质量情况。

表3 生产工艺参数
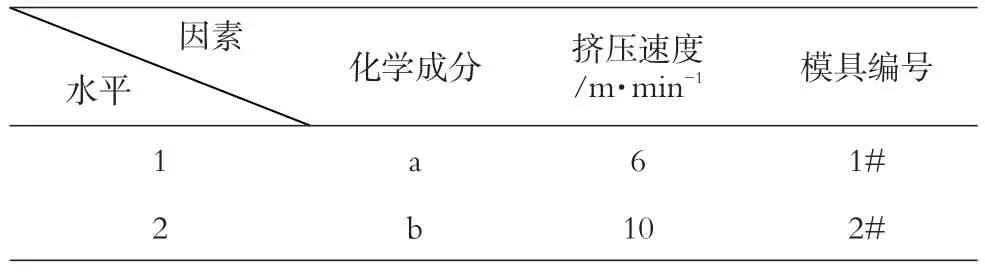
表4 L4(2^3)因素水平表
2 试验结果及分析
2.1 电导率分析
用于强化合金的常规方法通常会降低导电性,例如合金化、沉淀强化和应变硬化[3]。要想提高强度而又不损害太多的导电性,微合金化是实现高导电率和高强度电导体的最有效方法之一[4]。采用AG-X 100KN电子万能试验机、涡流电导仪对试样进行力学性能和电导率检测,其正交试验数据结果见表5。通过表5正交数据结果可知,只有采用化学成分b生产的产品电导率符合客户的高性能指标。因此,在JISH4100标准范围内,微调合金元素,将铸锭的铝含量由99.7%提高到99.8%,可有效提高挤压产品的电导率值。
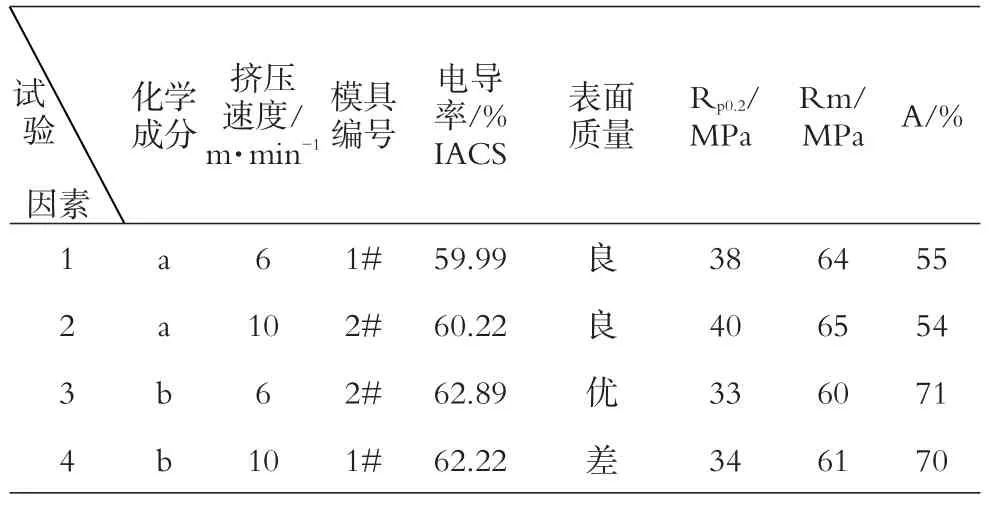
表5正交试验数据结果
2.2 表面质量分析
挤压制品速度越快,其产品表面质量越难以控制。根据表4数据结果可以看出,采用化学成分a进行挤压时,当制品挤压速度达到10m/min时,2#挤压模具生产的制品仍然具有良好的表面情况,只有轻微的震纹;采用化学成分b进行挤压生产时,当挤压速度控制在6m/min,同时采用2#挤压模具,可以得到优质的制品表面;而采用化学成分a和1#模具进行挤压时,当挤压速度达到10m/min时,其制品表面已出现严重震纹并伴有起浪现象。
2.3 模具结构优化
图1是本试验采用的两种不同结构的挤压模具截面图。合理的模具结构在一定程度上可控制产品的内部组织和力学性能。合理的模具设计和精确的制作能大大提高模具使用寿命,提高生产率、降低能耗[2]。针对1070铝合金铸锭本身较软的特点,根据以往生产经验,在铸锭经模具挤压成型的过程中,金属流经过模具工作带的挤压时间越短越好。于是按照这个思路设计了2#模具。相比于1#模具,其独特之处在于把工作带打磨成2~5°的微小倾角,即打磨成促流角,使模具工作带长度由2.0变成0.2,降低工作带粘着区宽度,减小该区的摩擦力,增大滑动区。这样,不仅不会影响模具寿命,而且能有效避免1070铝合金挤压板材表面起浪面、粗糙度变大等问题。
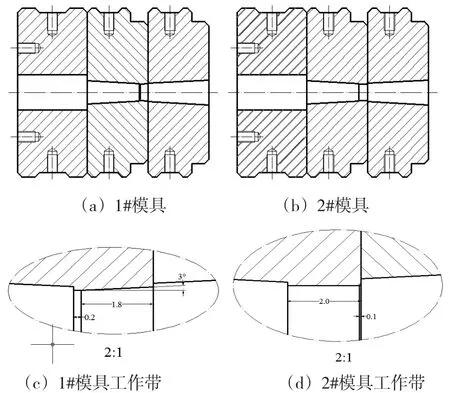
图1模具结构的优化
通过上述试验分析,发现在1070纯铝合金挤压生产时,将铸锭中Al质量分数提高至99.8%,控制挤压工艺速度为6~8m/min,对模具增设促流角并缩短模具工作带长度,可生产出符合客户要求的高质量表面和高电导率的1070挤压板材。
3 结论
(1)对于纯铝系铝合金,生产工艺对材料的电导率影响不大,铸锭成分对材料电导率影响较为明显,可对铸锭成分做进一步提纯,减少杂质相的配比,以此提高材料电导率。
(2)增设促流角并缩短模具工作带长度,降低工作带粘着区宽度,增大滑动区,不仅不影响模具寿命,还能有效避免1070铝合金挤压板出现表面起浪面、粗糙度变大等问题。
(3)合理控制制品挤压速度,当挤压工艺速度为6~8m/min时,制品表面质量最好。
猜你喜欢
铝加工(2023年2期)2023-05-09 06:04:24
湖南有色金属(2021年2期)2021-04-25 00:55:34
有色金属加工(2021年1期)2021-02-23 12:50:18
热处理技术与装备(2020年2期)2020-06-29 06:16:40
山东冶金(2019年6期)2020-01-06 07:45:58
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
制造技术与机床(2017年6期)2018-01-19 02:41:00
国际木业(2016年4期)2017-01-15 13:54:26
国际木业(2016年6期)2016-02-28 10:26:55